一种方便使用的砂尘造型机的制作方法
[0001]
本实用新型涉及砂尘造型机技术领域,具体为一种方便使用的砂尘造型机。
背景技术:
[0002]
造型机,用于制造砂型的铸造设备,造型机在工业生产中被广泛应用,造型机使用时,要注意它的操作要点,保证工作中的安全使用,很多人对造型机使用不是很了解,认为只要投入使用,能够正常运作就好了,正确安全地使用造型机,能够延长造型机的工作寿命,提高生产质量,用于制造砂型的铸造设备,它的主要功能是:填砂,将松散的型砂填入砂箱中,紧实型砂,通过震实、压实、震压、射压等不同方法使砂箱中松散的型砂紧实,使砂型在搬运和浇注等过程中具有必要的强度,起模,利用不同机构将模样从紧实后的砂型中取出,但传统的造型机成型较慢,需要人工上样,无法实现自动化,操作不方便,因此提出一种方便使用的砂尘造型机势在必行。
技术实现要素:
[0003]
本实用新型要解决的技术问题是克服现有的缺陷,提供一种方便使用的砂尘造型机,能快速成型,将成型的砂块自动顶出,还能实现自动上样,自动推出,可以有效解决背景技术中的问题。
[0004]
为实现上述目的,本实用新型提供如下技术方案:一种方便使用的砂尘造型机,包括底板、成型结构和上样结构;
[0005]
底板:其上端左侧设置有支架;
[0006]
成型结构:设置于底板的上表面左侧并与支架配合设置;
[0007]
上样结构:设置于底板的上表面右侧并与支架配合设置;
[0008]
其中:还包括进砂口和plc控制器,所述成型结构的板体上对称设置有进砂口,支架的前端壁体上设置有plc控制器,plc控制器的输入端电连接外部电源,快速成型,将成型的砂块自动顶出,实现自动上样,自动推出。
[0009]
进一步的,所述成型结构包括上千斤顶、上电液推杆、上压板、上砂箱、下砂箱、下压板、下电液推杆和下千斤顶,所述底板的上表面左侧安装口内设置有下千斤顶,下千斤顶的上端设置有下压板,底板的上表面左侧均匀设置有下电液推杆,下电液推杆的上端设置有下砂箱,下砂箱的内壁与下压板滑动连接,支架的上端安装口内设置有上千斤顶,上千斤顶的下端设置有上压板,支架上端板体的下壁面均匀设置有上电液推杆,上电液推杆的下端设置有上砂箱,上砂箱的内壁与上压板滑动连接,上砂箱与下砂箱位置对应,上砂箱与下砂箱的前后壁体上对称设置有进砂口,上千斤顶、上电液推杆、下电液推杆和下千斤顶的输入端均电连接plc控制器的输出端,快速成型,将成型的砂块自动顶出。
[0010]
进一步的,所述上样结构包括推板、直线电机、安装架和支腿,所述底板的上表面右侧对称设置有支腿,支腿的内壁分别与对应的直线电机导轨右侧端头固定连接,支架中部的内壁分别与对应的直线电机导轨左侧固定连接,直线电机的动子座均与安装架的外壁
固定连接,安装架的外壁左侧设置有推板,安装架与上砂箱和下砂箱位置对应,直线电机的输入端电连接plc控制器的输出端,实现自动上样,自动推出。
[0011]
进一步的,还包括导柱和导向孔,所述上砂箱的左右外沿下端对称设置有导柱,下砂箱的左右外沿下端对称设置有导向孔,导柱与导向孔位置对应,起导向作用,防止上砂箱和下砂箱位置偏斜。
[0012]
进一步的,还包括万向轮,所述底板的下表面均匀设置有万向轮,防止使用时造型机移动。
[0013]
与现有技术相比,本实用新型的有益效果是:本方便使用的砂尘造型机,具有以下好处:
[0014]
1、通过plc控制器控制上千斤顶、上电液推杆、下电液推杆和下千斤顶同时工作,从而带动下砂箱和下压板同时向上移动,上砂箱和上压板同时向下移动,直至与安装架上的样板接触,从而使上砂箱和下砂箱形成密闭的空间,外部的射砂结构通过进砂口将型砂射入上砂箱和下砂箱形成密闭的空间,停止后,plc控制器控制上千斤顶和下千斤顶继续工作,下砂箱的内壁与下压板滑动连接,上砂箱的内壁与上压板滑动连接,所以上千斤顶带动上压板向下移动,下千斤顶带动下压板向上移动,从而自动将上砂箱和下砂箱内的型砂压实,成型,然后上千斤顶和上电液推杆工作,带动上压板和上砂箱向上移动,使成型的砂块分离,成型后,上千斤顶和上电液推杆工作,带动上压板和上砂箱向下移动,与下砂箱接触,然后上千斤顶和下千斤顶同步工作,上千斤顶带动上压板、下千斤顶带动下压板同步向上移动,将上砂箱和下砂箱内成型的砂块顶出至于上砂箱上端面平齐,将成型的砂块自动顶出。
[0015]
2、将造型样板放置于安装架上,通过plc控制器控制直线电机工作,直线电机的动子座带动安装架向左移动,带动样板移动至与上砂箱和下砂箱上下对应的位置,实现自动上样,成型后直线电机工作,直线电机动子座带动安装架向左移动,安装架的外壁左侧设置有推板,从而将上个成型的砂块推出至合适位置,同时继续下个样板的成型。
附图说明
[0016]
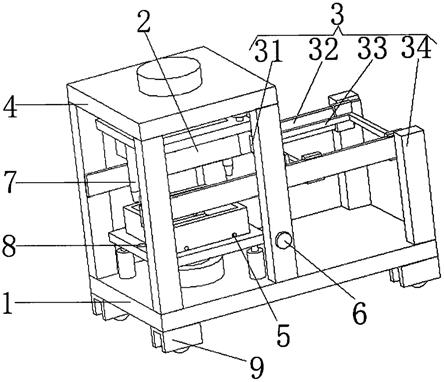
图1为本实用新型结构示意图;
[0017]
图2为本实用新型成型结构剖视示意图。
[0018]
图中:1底板、2成型结构、21上千斤顶、22上电液推杆、23上压板、24上砂箱、25下砂箱、26下压板、27下电液推杆、28下千斤顶、3上样结构、31推板、32直线电机、33安装架、34支腿、4支架、5进砂口、6 plc控制器、7导柱、8导向孔、9万向轮。
具体实施方式
[0019]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0020]
请参阅图1-2,本实用新型提供一种技术方案:一种方便使用的砂尘造型机,包括底板1、成型结构2和上样结构3;
[0021]
底板1:其上端左侧设置有支架4,为上方结构提供安装场所;
[0022]
成型结构2:设置于底板1的上表面左侧并与支架4配合设置,成型结构2包括上千斤顶21、上电液推杆22、上压板23、上砂箱24、下砂箱25、下压板26、下电液推杆27和下千斤顶28,底板1的上表面左侧安装口内设置有下千斤顶28,下千斤顶28的上端设置有下压板26,底板1的上表面左侧均匀设置有下电液推杆27,下电液推杆27的上端设置有下砂箱25,下砂箱25的内壁与下压板26滑动连接,支架4的上端安装口内设置有上千斤顶21,上千斤顶21的下端设置有上压板23,支架4上端板体的下壁面均匀设置有上电液推杆22,上电液推杆22的下端设置有上砂箱24,上砂箱24的内壁与上压板23滑动连接,上砂箱24与下砂箱25位置对应,上砂箱24与下砂箱25的前后壁体上对称设置有进砂口5,通过plc控制器6控制上千斤顶21、上电液推杆22、下电液推杆27和下千斤顶28同时工作,从而带动下砂箱25和下压板26同时向上移动,上砂箱24和上压板23同时向下移动,直至与安装架33上的样板接触,从而使上砂箱24和下砂箱25形成密闭的空间,外部的射砂结构通过进砂口5将型砂射入上砂箱24和下砂箱25形成密闭的空间,停止后,plc控制器6控制上千斤顶21和下千斤顶28继续工作,下砂箱25的内壁与下压板26滑动连接,上砂箱24的内壁与上压板23滑动连接,所以上千斤顶21带动上压板23向下移动,下千斤顶28带动下压板26向上移动,从而自动将上砂箱24和下砂箱25内的型砂压实,成型,然后上千斤顶21和上电液推杆22工作,带动上压板23和上砂箱24向上移动,使成型的砂块分离,成型后,上千斤顶21和上电液推杆22工作,带动上压板23和上砂箱24向下移动,与下砂箱25接触,然后上千斤顶21和下千斤顶28同步工作,上千斤顶21带动上压板23、下千斤顶28带动下压板26同步向上移动,将上砂箱24和下砂箱25内成型的砂块顶出至于上砂箱24上端面平齐,将成型的砂块自动顶出;
[0023]
上样结构3:设置于底板1的上表面右侧并与支架4配合设置,上样结构3包括推板31、直线电机32、安装架33和支腿34,底板1的上表面右侧对称设置有支腿34,支腿34的内壁分别与对应的直线电机32导轨右侧端头固定连接,支架4中部的内壁分别与对应的直线电机32导轨左侧固定连接,直线电机32的动子座均与安装架33的外壁固定连接,安装架33的外壁左侧设置有推板31,安装架33与上砂箱24和下砂箱25位置对应,将造型样板放置于安装架33上,通过plc控制器6控制直线电机32工作,直线电机32的动子座带动安装架33向左移动,带动样板移动至与上砂箱24和下砂箱25上下对应的位置,实现自动上样,成型后直线电机32工作,直线电机32动子座带动安装架33向左移动,安装架33的外壁左侧设置有推板31,从而将上个成型的砂块推出至合适位置,同时继续下个样板的成型;
[0024]
其中:还包括进砂口5和plc控制器6,成型结构2的板体上对称设置有进砂口5,支架4的前端壁体上设置有plc控制器6,plc控制器6的输入端电连接外部电源,直线电机32、上千斤顶21、上电液推杆22、下电液推杆27和下千斤顶28的输入端均电连接plc控制器6的输出端。
[0025]
其中:还包括导柱7和导向孔8,上砂箱24的左右外沿下端对称设置有导柱7,下砂箱25的左右外沿下端对称设置有导向孔8,导柱7与导向孔8位置对应,起导向作用,防止上砂箱24和下砂箱25位置偏斜。
[0026]
其中:还包括万向轮9,底板1的下表面均匀设置有万向轮9,通过万向轮9将该造型机移动至合适位置,然后踩死万向轮9脚刹,防止使用时造型机移动。
[0027]
在使用时:通过万向轮9将该造型机移动至合适位置,然后踩死万向轮9脚刹,防止
使用时造型机移动,将造型样板放置于安装架33上,通过plc控制器6控制直线电机32工作,直线电机32的动子座带动安装架33向左移动,带动样板移动至与上砂箱24和下砂箱25上下对应的位置,实现自动上样,通过plc控制器6控制上千斤顶21、上电液推杆22、下电液推杆27和下千斤顶28同时工作,从而带动下砂箱25和下压板26同时向上移动,上砂箱24和上压板23同时向下移动,上砂箱24的左右外沿下端对称设置有导柱7与下砂箱25的左右外沿下端对称设置有导向孔8位置对应,起导向作用,防止上砂箱24和下砂箱25位置偏斜,直至与安装架33上的样板接触,从而使上砂箱24和下砂箱25形成密闭的空间,外部的射砂结构通过进砂口5将型砂射入上砂箱24和下砂箱25形成密闭的空间,停止后,plc控制器6控制上千斤顶21和下千斤顶28继续工作,下砂箱25的内壁与下压板26滑动连接,上砂箱24的内壁与上压板23滑动连接,所以上千斤顶21带动上压板23向下移动,下千斤顶28带动下压板26向上移动,从而自动将上砂箱24和下砂箱25内的型砂压实,成型,然后上千斤顶21和上电液推杆22工作,带动上压板23和上砂箱24向上移动,使成型的砂块分离,plc控制器6控制直线电机32工作,直线电机32的动子座带动安装架33向右移动,将样板取出,上千斤顶21和上电液推杆22工作,带动上压板23和上砂箱24向下移动,与下砂箱25接触,然后上千斤顶21和下千斤顶28同步工作,上千斤顶21带动上压板23、下千斤顶28带动下压板26同步向上移动,将上砂箱24和下砂箱25内成型的砂块顶出至于上砂箱24上端面平齐,将成型的砂块自动顶出,直线电机32工作,直线电机32动子座带动安装架33向左移动,安装架33的外壁左侧设置有推板31,从而将上个成型的砂块推出至合适位置,同时继续下个样板的成型。
[0028]
值得注意的是,本实施例中所公开的上千斤顶21和下千斤顶28均可选用泰州市海陵区泰力液压工具厂型号为jrc-53的千斤顶,上电液推杆22和下电液推杆27均可选用北京中电宏力机电科技有限公司型号为jk-jp3的交流推杆,直线电机32可选用东莞市点扬自动化有限公司型号为hgh系列的直线导轨,plc控制器6核心芯片选用的是plc单片机,具体型号为西门子s7-200,plc控制器6控制上千斤顶21、下千斤顶28、上电液推杆22、下电液推杆27和直线电机32工作均采用现有技术中常用的方法。
[0029]
尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1