一种双激光复合系统及双激光扫描方法与流程
1.本技术涉及激光加工技术领域,尤其涉及一种双激光复合系统及双激光扫描方法。
背景技术:
2.选区激光熔化技术(selective laser melting,slm)因其在制备复杂结构零部件上的突出优势,利用高温合金、钛合金、铝合金、不锈钢等材料制造的工件整体表现超过铸造件,接近锻造件的水平,在航空航天领域获得了成熟应用。
3.利用slm技术制备航空航天发动机零部件,为了提高高温合金的高温持久、高温疲劳等方面的性能,通常在高温合金中往往加入了大量ti、al、w、mo、ta、nb等强化合金元素,这些合金元素往往容易增加合金在熔化凝固过程中的开裂倾向,难以利用传统的slm技术进行直接成型。而传统方法中,主要是通过对此类高温的成分调整,从而减弱其开裂倾向。但是这种成分调整往往使得材料偏离其标准规范,其性能也相对降低,在实际应用中存在诸多问题。由此现有技术中通过优化激光加工方式实现该类高温材料的加工。
4.但是由于激光光束的能量一般具有高斯分布的特征,导致激光在加工粉末的过程中,光斑中心区域和光斑边缘区域的能量分布具有较大差异。在光斑边缘金属粉末熔化的同时,激光中心区域的材料温度已经超过其沸点,产生剧烈气化,从而产生大量飞溅颗粒,和金属蒸气冷却后形成的黑烟。同时使得熔池中心区域和边缘区域具有较大的温度差,导致在迅速熔化和凝固的过程中,容易产生很大的内应力,从而导致材料产生微观裂纹和宏观裂纹。有研究表明激光整形技术获得平顶激光或者环形激光可以有效减少飞溅物甚至减小内应力,但是该技术还不成熟,难以实际应用,其是否能有效减少应力和裂纹也有待验证。
5.另外,现有技术中还有利用一束激光辅助另一束激光进行加工的双光束系统中,一般会调整辅助激光的光斑形态、光束波长等,从而导致两个光路系统存在显著差异,不能灵活选择合适扫描策略,以满足不同的材料加工需求。
技术实现要素:
6.本技术的目的在于提供一种双激光复合系统及双激光扫描方法,用以解决现有技术中存在的不足。
7.为达上述目的,第一方面,本技术提供了一种双激光复合系统,包括两个相同的激光发生子系统,其中一个所述激光发生子系统能够发射出第一激光束,另一个所述激光发生子系统能够发射出第二激光束,所述第一激光束和所述第二激光束扫描到工件的加工区域分别形成对应的第一光斑及第二光斑,所述第一光斑和所述第二光斑均能够对所述加工区域的成型幅面进行全幅面扫描;
8.其中,所述第一激光束和所述第二激光束扫描到所述成型幅面上任一点的时间差均小于等于20μs,且所述第一光斑和所述第二光斑的中心与所述成型幅面上任一点的距离
差均小于等于20μm;
9.对所述成型幅面上的同一点,所述第一光斑和所述第二光斑之间的中心距的距离差小于等于20μm。
10.结合第一方面,在一种可能的实施方式中,所述激光发生子系统包括激光发生器及振镜,所述振镜设置于所述激光发生器的发射端,所述振镜通过三轴动态聚焦能够调节对应的所述第一光斑或所述第二光斑的大小。
11.结合第一方面,在一种可能的实施方式中,所述双激光复合系统还包括控制模组,所述控制模组分别连接两个所述激光发生子系统,所述控制模组能够其中一个所述激光发生子系统发送第一扫描信息及向另一个所述激光发生子系统发送第二扫描信息,以通过所述第一扫描信息和所述第二扫描信息调整所述第一光斑和所述第二光斑在所述成型幅面上的位置偏差。
12.结合第一方面,在一种可能的实施方式中,所述第一光斑和所述第二光斑的位置偏差范围为所述成型幅面形成的熔池宽度的1-2倍。
13.结合第一方面,在一种可能的实施方式中,所述第一光斑和所述第二光斑的位置偏差范围为0.1mm~0.2mm。
14.第二方面,本技术提供了一种双激光扫描方法,应用了上述第一方面提供的双激光复合系统,所述双激光扫描方法包括:所述第一光斑与所述第二光斑的中心重合,并沿同一方向同步扫描。
15.结合第二方面,在一种可能的实施方式中,所述第一光斑的直径小于等于所述第二光斑的直径。
16.第三方面,本技术提供了一种双激光扫描方法,应用了上述第一方面提供的双激光复合系统,所述双激光扫描方法包括:所述第一光斑与所述第二光斑的中心不重合,所述第一光斑的直径等于所述第二光斑的直径,且所述第一光斑的扫描方向与所述第二光斑的扫描方向相同且平行。
17.结合第三方面,在一种可能的实施方式中,所述第一光斑的扫描方向、所述第二光斑的扫描方向分别垂直于所述第一光斑的中心与所述第二光斑的中心的连线。
18.第四方面,本技术提供了一种双激光扫描方法,应用了上述第一方面提供的双激光复合系统,所述双激光扫描方法包括:所述第一光斑与所述第二光斑的中心不重合,所述第一光斑与所述第二光斑的扫描路径重合,且沿扫描方向,所述第一光斑位于所述第二光斑的后方,其中,所述第一光斑的直径与所述第二光斑的直径不相等。
19.相比于现有技术,本技术的有益效果:
20.本技术提供了一种双激光复合系统及双激光扫描方法,其中,双激光复合系统包括两个相同的激光发生子系统,其中一个所述激光发生子系统能够发射出第一激光束,另一个所述激光发生子系统能够发射出第二激光束,第一激光束和第二激光束扫描到工件的加工区域分别形成对应的第一光斑及第二光斑。本技术提供的双激光复合系统能够通过第一光斑和第二光斑均对加工区域的成型幅面进行全幅面扫描;并且控制第一激光束和第二激光束扫描到成型幅面上任一点的时间差均小于等于20μs,以实现高精度的时间控制;且第一光斑和第二光斑的中心与成型幅面上任一点的距离差均小于等于20μm;对成型幅面上的同一点,第一光斑和第二光斑之间的中心距的距离差小于等于20μm,以实现高精度的空
间定位。
21.由此,本技术提供的双激光复合系统能够发射出两个激光束,并且两个激光束能够通过高精度的时间控制和高精度的空间定位对成型幅面进行全幅面扫描。两个激光束的位置偏差和时间偏差的误差量可控制在亚毫米级和亚毫秒量级,使得其中一个激光束的能量输入可以对另一个激光束辐照形成的熔池产生显著影响,具体是对熔池周围的温度以及熔池本身进行影响,主要可以提高熔池周围的温度,增大熔池的宽深比,形成宽而较浅的熔池,使得熔池可以均匀地凝固,从而减小其热应力,进而避免产生微观裂纹和宏观裂纹的倾向,实现难加工高温合金的无缺陷成型。
22.进而使得应用了双激光复合系统的双激光扫描方法利用两个相同的激光发生子系统能够实现多种不同的扫描加工策略,加工上更加灵活,以满足不同的材料加工需求。
附图说明
23.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
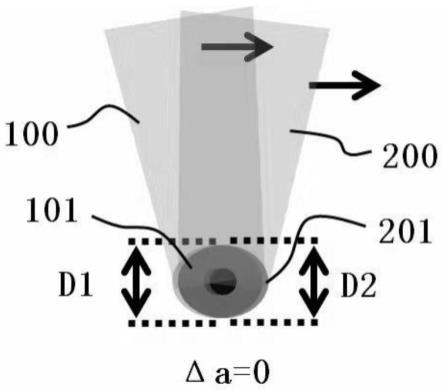
24.图1示出了本技术实施例提供的第一种双激光扫描方法的应用示意图;
25.图2示出了本技术实施例提供的第二种双激光扫描方法的应用示意图;
26.图3示出了本技术实施例提供的第三种双激光扫描方法的应用示意图;
27.图4示出了本技术实施例提供的第四种双激光扫描方法的应用示意图;
28.图5示出了本技术实施例提供的第五种双激光扫描方法的应用示意图;
29.图6示出了采用了传统单激光加工方法成型gh3230合金件的金相图片(a)与采用了本实施例提供的双激光复合系统加工成型gh3230合金件的金相图片(b)。
30.主要元件符号说明:
31.100-第一激光束;101-第一光斑;200-第二激光束;201-第二光斑。
具体实施方式
32.下面详细描述本技术的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本技术,而不能理解为对本技术的限制。
33.在本技术的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
34.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
35.在本技术中,除非另有明确的规定和限定,“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
36.在本技术中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
37.实施例一
38.请参阅图1,本实施例提供了一种双激光复合系统,包括两个相同的激光发生子系统,其中一个激光发生子系统能够发射出第一激光束100,另一个激光发生子系统能够发射出第二激光束200,通过第一激光束100和第二激光束200对工件上的加工区域进行加工。可以理解的,若采用不同的激光发生子系统,响应时间有差异,会增大激光束之间的时间和定位误差,精度无法保证。
39.进一步的,第一激光束100和第二激光束200扫描到工件的加工区域分别形成对应的第一光斑101及第二光斑201,通过移动第一激光束100和第二激光束200,可以使第一光斑101和第二光斑201均能够对加工区域的成型幅面进行全幅面扫描。
40.请一并参阅图2、图3、图4及图5,可选地,第一光斑101和第二光斑201在加工区域可以是重合、相交、相切或相离。
41.进一步的,两个相同的激光发生子系统发射出的第一激光束100和第二激光束200扫描到成型幅面上任一点的时间差均小于等于20μs。由此,可以确保发射出的第一激光束100和第二激光束200能够实现高精度的时间控制。具体可以理解的,例如第一激光束100到某一点的时间t1与第二激光束200到同一点的时间t2,则t1和t2满足dt=t1-t2≤20μs(dt为时间差)。
42.可选地,两个相同的激光发生子系统发射出第一激光束100和第二激光束200扫描到成型幅面上任一点的时间差可以是19.5μs、19.2μs、18.6μs、18.2μs、18μs、17.5μs、17μs、16.8μs、16.5μs、15.6μs、15.2μs、14.9μs或其它时间。应当理解的,上述仅是举例说明,不作为本技术保护范围的限制。
43.同时,第一激光束100和第二激光束200分别在加工区域形成的第一光斑101和第二光斑201的中心与成型幅面上任一点的位置差均小于等于20μm。并且对于成型幅面上的同一点,第一光斑101和第二光斑201之间的中心距的距离差也小于等于20μm。由此,可以确保发射出的第一激光束100和第二激光束200能够实现高精度的空间定位。
44.可选地,第一光斑101和第二光斑201的中心与成型幅面上任一点的距离差可控制在19.8μm、19.5μm、18.8μm、18.5μm、18μm、17.8μm、17μm、16.8μm、16.5μm、15.5μm、15μm、14.5μm或其它值。应当理解的,上述仅是举例说明,不作为本技术保护范围的限制。
45.可选地,对于成型幅面上的同一点,第一光斑101和第二光斑201之间的中心距的距离差也可控制在19.8μm、19.5μm、18.8μm、18.5μm、18μm、17.8μm、17μm、16.8μm、16.5μm、
15.5μm、15μm、14.5μm或其它位置精度。应当理解的,上述仅是举例说明,不作为本技术保护范围的限制。
46.双激光复合系统还包括控制模组,控制模组分别连接两个激光发生子系统,控制模组能够向其中一个激光发生子系统发出第一扫描信息并能够向另一个激光发生子系统发出第二扫描信息,以通过第一扫描信息和第二扫描信息调整第一光斑101和第二光斑201的位置偏差,即控制第一光斑101和第二光斑201重合或不重合,第一光斑101和第二光斑201不重合时,第一光斑101和第二光斑201相差预设偏差值,此时第二扫描信息相比第一扫描信息偏移预设偏差值;第一光斑101和第二光斑201重合时,第一扫描信息和第二扫描信息相同。
47.进一步的,在本实施例中,两个所述激光发生子系统均包括激光发生器及振镜,振镜设置于激光发生器的发射端,振镜通过三轴动态聚焦能够调节对应的第一光斑101或第二光斑201的大小,以满足不同的加工策略。
48.其中,控制模组分别与两个激光发生子系统连接,控制模组能够向其中一个激光发生子系统发送第一扫描信息及向另一个激光发生子系统发送第二扫描信息,具体是将第一扫描信息和第二扫描信息分别发送给对应的激光发生子系统中的扫描控制卡,扫描控制卡将控制命令转换为固定的格式和接口类型再驱动对应的振镜和对应的激光器执行对应动作,即可控制第一激光束100和第二激光束200的相对偏差,进而控制第一光斑101和第二光斑201在成型幅面上的位置偏差。可选地,控制模组可选择为工控机或工业电脑。
49.可以理解的,当第一扫描信息和第二扫描信息相同时,对应的第一光斑101与第二光斑201的位置重合;当第一扫描信息和第二扫描信息不相同时,第一光斑101与第二光斑201的位置不重合。由此,可通过控制模组发出的第一扫描信息和第二扫描信息控制第一光斑101与第二光斑201的位置偏差大小,其中,第一光斑101与第二光斑201的位置偏差在预设范围内。
50.在一些实施例中,第一光斑101和第二光斑201的位置偏差范围为0.1mm~0.2mm。
51.可选地,第一光斑101和第二光斑201的位置偏差可设为0.12mm、0.13mm、0.15mm、0.16mm、0.18mm或0.195mm。应当理解的,上述仅是举例说明,不作为本技术保护范围的限制。
52.在另一些实施例中,第一光斑101和第二光斑201的位置偏差范围为成型幅面形成的熔池宽度的1-2倍,其中,熔池为第一光斑101或第二光斑201辐照在成型幅面形成的融化的金属液体区域,熔池的大小一般为光斑直径的1-2倍。
53.可选地,第一光斑101和第二光斑201的位置偏差可设为成型幅面形成的熔池宽度的1.1倍、1.2倍、1.25倍、1.32倍、1.38倍、1.4倍、1.45倍、1.5倍、1.56倍、1.61倍、1.67倍、1.7倍、1.76倍、1.8倍或1.86倍。应当理解的,上述仅是举例说明,不作为本技术保护范围的限制。
54.在本实施例中,第一光斑101与第二光斑201的位置偏差在1个光斑的尺寸范围之内,其中1个光斑的尺寸为50~100μm。可以理解的,光斑的尺寸可根据实际情况进行设定。
55.本实施例提供的双激光复合系统,在进行双激光加工时,当第一激光束100和第二激光束200形成的第一光斑101与第二光斑201的位置偏差在预设范围之内时,双激光束(指第一激光束100和第二激光束200)中的一个激光束的能量输入可以对另一个激光束辐照形
成的熔池产生显著影响,该显著影响主要体现在以下两个方面:
56.1、熔池本身的形态发生变化。当第一光斑101作用在第二光斑201产生的熔池上时,由于双激光束的入射方向不一样,导致熔池中的温度分布发生变化,使得熔池内部的液体流动更加剧烈,钥孔型熔池变得更宽,从而使得熔池边缘和熔池中心可以相对同步凝固,从而减小内应力,以避免产生微观裂纹和宏观裂纹的倾向。
57.2、熔池周围的温度梯度发生变化。单束激光产生的熔池,其熔池凝固的温度梯度和冷却速度都非常大,使得激光熔覆过程中产生较大的热应力,本实施例采用双激光束进行加工,通过引入另一束激光辐射周围的区域,进而提高周围的温度,从而有效降低熔池周围的温度梯度,使得熔道(溶池延激光前进方向凝固形成熔道)的热应力大大降低。
58.请参阅图6,以gh3230合金件为例,图6中示出了采用了传统单激光加工方法成型gh3230合金件的金相图片(a)与采用了本实施例提供的双激光复合系统加工成型gh3230合金件的金相图片(b)。对比可知,采用了传统单激光加工方法成型gh3230合金件存在大量的裂纹,而采用了本实施例提供的双激光复合系统加工成型gh3230合金件的金相没有观察到裂纹。
59.需要说明的,gh3230是ni-cr基固溶强化型变形高温合金,即高温镍基合金。
60.相比于现有技术,本实施例提供的双激光复合系统能够发射出两个激光束,并且两个激光束能够通过高精度的时间控制和高精度的空间定位对成型幅面进行全幅面扫描。两个激光束的位置偏差和时间偏差的误差量可控制在亚毫米级和亚毫秒量级,使得其中一个激光束的能量输入可以对另一个激光束辐照形成的熔池产生显著影响,具体是对熔池周围的温度以及熔池本身进行影响,提高了熔池周围的温度,增大熔池的宽深比,形成宽而较浅的熔池,使得熔池可以均匀地凝固,从而减小其热应力,进而避免产生微观裂纹和宏观裂纹的倾向,实现难加工高温合金的无缺陷成型。进而使得应用了双激光复合系统的双激光扫描方法利用两个相同的激光发生子系统能够实现多种不同的扫描加工策略,加工上更加灵活,以满足不同的材料加工需求。
61.实施例二
62.请参阅图1,本实施例二提供了一种应用了上述实施例一提供的双激光复合系统的双激光扫描方法。
63.双激光扫描方法包括:第一光斑101与第二光斑201的中心重合,并沿同一方向同步扫描,以完成对整个成型幅面的扫描。
64.其中,第一光斑101的直径d1等于第二光斑201的直径d2,此时第一激光束100和第二激光束200从不同角度作用于成型幅面的同一位置,使得该位置形成的熔池形态发生剧烈变化,熔池的剧烈流动使得凝固更加均匀,从而减小微观裂纹产生的倾向。
65.为了更清楚的描述本实施例二的技术方案,以下举例说明:
66.如图1所示,作为本实施例二的一个特例,第一激光束100形成的第一光斑101与第二激光束200形成的第二光斑201的大小均为75μm,由于第一光斑101和第二光斑201的中心位置重合,即d1=d2=75μm,δa=0(δa为第一光斑101和第二光斑201之间的中心距)。第一激光束100和第二激光束200以相同的速度,往相同方向扫描,调整第一激光束100和第二激光束200的功率,可以实现第一激光束100和第二激光束200对同一位置的同时扫描。此时由于两束激光束(第一激光束100和第二激光束200)从不同的角度入射至同一位置,相比于
单激光加工,熔池的形貌发生变化,同时熔体的流动更加剧烈,使得凝固能更加均匀。从而减小微观裂纹倾向,降低热应力。应当理解的,上述仅是举例说明,不作为本技术保护范围的限制。
67.由此,本实施例二提供的双激光扫描方法适合容易产生微观裂纹的材料。该类材料中含有较多的溶质元素,在凝固过程中由于后凝固液相被横向拉应力拉开而形成裂纹。通过双激光束形成宽且浅,使得凝固收缩产生的拉应力大大减弱,同时双激光束使得熔池剧烈流动,从而减小在凝固过程中的偏析,极大地减弱了材料产生微观裂纹的倾向。
68.实施例三
69.请参阅图2,本实施例三提供了一种应用了上述实施例一提供的双激光复合系统的双激光扫描方法。本实施例三是在上述实施例二的技术基础上做出的改进,相比上述实施例二,区别之处在于:
70.其中,第一光斑101的直径d1小于第二光斑201的直径d2,第二光斑201相对第一光斑101为大光斑,其中大光斑主要通过调整振镜中态聚焦的聚焦镜位置产生离焦光斑实现,进而第二光斑201可提高第一光斑101加工区域周围的温度,减小温度梯度和凝固速度。
71.为了更清楚的描述本实施例三的技术方案,以下举例说明:
72.如图2所示,作为本实施例三的一个特例,第一激光束100形成的第一光斑101的直径d1为75μm,第二激光束200形成的第二光斑201的直径d2为100μm,由于第一光斑101和第二光斑201的中心位置重合,即δa=0,并以相同的速度,往相同方向扫描。调整第一激光束100和第一激光束100的功率,两束激光束的分布满足高斯分布,且高斯分布叠加后仍为高斯分布,可知利用第二激光束200可以对第一激光束100的能量分布进行调整,使得其中心位置的能量相对更加平滑,形成类似平顶光束的形态。从而使得加工区域加热更加均匀,冷却也更加均匀,从而减小材料的热应力和宏观裂纹倾向。
73.由此,本实施例三提供的双激光扫描方法适合容易产生宏观裂纹的材料。该类材料容易在凝固过程中发生马氏体相变,由于马氏体相变将发生显著体积变化,且马氏体属于硬脆相,容易产生应力集中而宏观开裂。因此利用第二激光束200形成的第二光斑201在熔池周围加热,从而降低熔池的凝固速度,从而阻碍马氏体的大量形成,从而减小材料的宏观开裂倾向,达到消除宏观裂纹的目的。
74.实施例四
75.请参阅图3,本实施例四提供了一种应用了上述实施例一提供的双激光复合系统的双激光扫描方法。
76.双激光扫描方法包括:第一光斑101与第二光斑201的中心不重合,第一光斑101的直径d1等于第二光斑201的直径d2,且第一光斑101的扫描方向与第二光斑201的扫描方向相同且平行。
77.其中,第一光斑101与第二光斑201的中心不重合包括以下三种情况:第一光斑101与第二光斑201相交、第一光斑101与第二光斑201相切以及第一光斑101与第二光斑201相离。
78.进一步的,在本实施例中,第一光斑101的扫描方向、第二光斑201的扫描方向分别垂直于第一光斑101的中心与第二光斑201的中心的连线。且第一光斑101和第二光斑201为同步扫描。
79.为了更清楚的描述本实施例四的技术方案,以下举例说明:
80.如图3所示,作为本实施例四的一个特例,第一激光束100形成的第一光斑101与第二激光束200形成的第二光斑201的大小均为75μm,由于,第一光斑101与第二光斑201的中心位置不重合,错开一个光斑直径,即d1=d2=75μm,δa=75μm,并以相同速度,垂直于第一光斑101与第二光斑201中心连接线方向扫描。此时形成的两个熔池相互叠加,使得形成的熔池相对宽、浅,进而减少熔池产生的侧向柱状晶,从而降低侧向拉应力,降低开裂倾向,同时大幅提高加工速度。
81.由此,本实施例四提供的双激光扫描方法适合容易加工的材料。该类材料的工艺区间较宽(工艺区间是激光功率和扫描速度等参数的组合,可用的组合多,即是工艺区间宽),一般由于材料的球化,加工速度难以大幅提高。因此通过两个激光束形成两个相互连接的宽大熔池,从而减小熔池的球化倾向,极大地提高了扫描速度,提高了加工效率。
82.实施例五
83.请参阅图4,本实施例五提供了一种应用了上述实施例一提供的双激光复合系统的双激光扫描方法。
84.双激光扫描方法包括:第一光斑101与第二光斑201的中心不重合,第一光斑101与第二光斑201的扫描路径重合,且沿扫描方向,第一光斑101位于第二光斑201的前方,即第二光斑201跟随第一光斑101进行扫描。
85.其中,第一激光束100形成的第一光斑101与第二激光束200形成的第二光斑201的大小不相等。具体是,第一光斑101的直径d1小于第二光斑201的直径d2,且第一激光束100用于加工,第二激光束200用于预热。进行扫描加工时,第二光斑201在第一光斑101的前方,即小光斑跟随大光斑进行扫描。因此,第二光斑201会提前预热第一光斑101熔化所经过区域。
86.为了更清楚的描述本实施例五的技术方案,以下举例说明:
87.如图4所示,作为本实施例五的一个特例,第一激光束100形成的第一光斑101的大小分别为75μm,第二激光束200形成的第二光斑201的大小为200μm,由于第一光斑101和第二光斑201的中心位置不重合,且第一光斑101和第二光斑201相切,即d1=75μm,d2=200μm,δa=137.5μm,并以相同速度,沿第一光斑101和第二光斑201的中心连接线的延长线扫描,扫描的方向为第一光斑101指向第二光斑201的方向。此时第二激光束200为预热光束,利用较小的能量加热粉末,并且粉末不熔化,第一激光束100为加工光束。第一激光束100能够将第二激光束200预热后的粉末熔化成型。通过预热,可以降低第一激光束100的输入能量,同时减小温度梯度,提高加工速度。
88.由此,本实施例五提供的双激光扫描方法适合容易发生变形的材料。前激光在加工之后,材料的内应力非常大,而材料本身的强度比较低,在内应力累积到一定程度后,材料将发生翘曲。而引入后激光,在较低的功率,较大的光斑时,可以再次加热前激光加工的材料,由于加热时间较长,降温速度较慢,即实现了类似退火的效果,从而大大减小材料的内应力。
89.实施例六
90.请参阅图5,本实施例六提供了一种应用了上述实施例一提供的双激光复合系统的双激光扫描方法。本实施例六是在上实施例五的技术基础上做出的改进,相比上述实施
例五,区别之处在于:
91.在本实施例中,第一激光束100形成的第一光斑101与第二激光束200形成的第二光斑201的大小不相等。具体是,第一光斑101的直径d1大于第二光斑201的直径d2,其中,第一激光束100用于保温,第二激光束200用于加工。进行扫描加工时,第二光斑201在第一光斑101的前方,即大光斑跟随小光斑进行扫描。因此,第一光斑101会对第二光斑201经过的后方区域进行加热保温。
92.为了更清楚的描述本实施例六的技术方案,以下举例说明:
93.如图5所示,作为本实施例六的一个特例,第一激光束100形成的第一光斑101的大小为200μm,第二激光束200形成的第二光斑201的大小为75μm,光束中心位置不重合,且第一光斑101和第二光斑201相切,即d1=200μm,d2=75μm,δa=137.5μm,并以相同速度,沿第一光斑101和第二光斑201的中心连接线的延长线进行扫描,扫描的方向为第一光斑101指向第二光斑201的方向。此时第一激光束100为保温光束,第二激光束200将粉末熔化成型后,第一激光束100利用较小的能量加热熔池及其周围,使得熔池的冷却速度降低,热应力减小,减小材料翘曲的风险。
94.需要说明的,根据不同的材料及工件结构特征,可以选择上述实施例二至实施例六中提供的合适的双激光扫描方法。
95.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
96.尽管上面已经示出和描述了本技术的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本技术的限制,本领域的普通技术人员在本技术的范围内可以对上述实施例进行变化、修改、替换和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1