一种Si元素改性高强度钛基非晶复合材料的方法
本发明属于高强度钛合金制备,具体涉及一种si元素改性高强度钛基非晶复合材料的制备方法。
背景技术:
0、技术背景
1、与晶态合金相比,钛基非晶合金具有独特的长程无序、短程有序原子排列特征,且结构内部无晶粒、晶界、位错等缺陷的存在,所以表现出了更为优异的力学、物理和化学等性能,如高强度(甚至可达5gpa)、高硬度、高比强度、超弹性(2%)以及优异的耐磨耐腐蚀性能,因此在航空、航天等领域的结构件方面具有潜在的应用前景。
2、但由于钛基非晶合金较小的临界尺寸以及室温脆性和应变软化等特点,所以极大地限制了其在工程领域的应用。为了解决该问题,研究学者通过引进晶体相进行外生复合或原位自生法获得的非晶复合材料可以有效地抑制剪切带的单一扩展,促使多重剪切带的萌生,从而提高其塑性和韧性。其中,内生枝晶增韧的非晶复合材料由于其制备合成工艺简单、成本较低以及稳定性高的特性,一直受到国内外科研人员关注。
3、由于强度与塑性是一对相互矛盾的性能指标,非晶复合材料所面临的挑战是通过优化玻璃基体和晶体相以及界面析出相等方面的强度和塑性来获得较优的综合性能。目前已开发出了一些内生枝晶增韧钛基非晶复合材料体系,如ti-zr-v-cu-be、ti-zr-ni-be-ta及ti-cu-ni-sn-nb等,其都具有较高的屈服强度,但塑性均不能呈现明显的突破。考虑非晶复合材料的可加工性对拓宽该类合金的应用领域及发展需求起着重要作用,开发一种高强度且兼具高塑性钛基非晶复合材料成为亟需解决的关键问题。
技术实现思路
1、为了克服以上现有技术存在的缺陷,本发明的目的在于提供一种si元素改性高强度钛基非晶复合材料的方法。该方法通过引入适量硅元素并控制其工艺参数来获得均匀的组织以及较高的强度和较好的塑性,从而解决现有技术中非晶复合材料室温下塑性不理想的问题。
2、为了实现上述目的,本发明采用的技术方案是:
3、一种si元素改性高强度钛基非晶复合材料的方法,包括以下步骤;
4、步骤1、原料选择:根据目标产物(ti48zr20nb12cu5be15)99.9~99.7si0.1~0.3(at.%)非晶复合材料成分,按照原子百分比选择ti颗粒、zr颗粒、nb板、cu棒、be颗粒及si颗粒;
5、步骤2、原料的表面处理:分别打磨ti颗粒、nb板、be颗粒以及cu棒后,再次用稀盐酸清洗cu棒,随后将所有原料进行清理备用;
6、步骤3、配料:将所述步骤2处理后的ti颗粒、nb板、zr颗粒以及si颗粒一起放入真空电弧熔炼炉中;
7、步骤4、初始合金锭的熔炼:将真空自耗电弧熔炼炉抽真空,通入高纯氩气对合金锭进行保护;
8、首次熔炼时,缓慢将熔炼电流增加,逐渐将下面的颗粒包裹住;然后将合金锭翻转,增大电流,来回反复熔炼三次;
9、步骤5、目标合金锭的熔炼:将步骤4中得到的初始合金锭以及cu棒和be颗粒放入坩埚中,缓慢将调大熔炼电流;反复熔炼三次,得到(ti48zr20nb12cu5be15)99.9~99.7si0.1~0.3合金锭;
10、步骤6、喷铸:将步骤5得到的(ti48zr20nb12cu5be15)99.9~99.7si0.1~0.3合金锭切割,打磨、清洗后获得的合金材料放入底部有小孔的石英玻璃管中;
11、将喷铸炉腔抽真空,然后充入高纯氩气,通过将喷铸炉的感应线圈通电完成对石英玻璃管内合金材料的加热;获得(ti48zr20nb12cu5be15)99.9~99.7si0.1~0.3非晶复合材料棒状。
12、所述步骤1中,选取的均为高纯颗粒及块状材料(≥99%)作为原料。
13、所述步骤2中,所述所有原料放在酒精中超声清洗20min。防止其他杂质元素的引入。
14、所述步骤3中,将各个元素的原子百分比转化成质量百分比,按照最终合金铸锭的质量计算出每个元素的质量。
15、所述步骤3中,其中较小的si颗粒放在坩埚最下端,ti颗粒以及zr颗粒放在中间,高熔点的nb板放在最上面。以便使高熔点的材料优先熔化,将低熔点颗粒包裹住,防止熔体飞溅,造成成分偏离理论值。
16、所述步骤4中,将真空自耗电弧熔炼炉抽真空到2×10-3pa;
17、缓慢将熔炼电流增加到280~350a左右,熔炼时间为1min,逐渐将下面的颗粒包裹住;然后将合金锭翻转,增大电流到350~450a,熔炼时间为1~2min,反复熔炼三次。该步骤的目的是为了获得成分均匀的高熔点合金锭。
18、所述步骤5中,其中cu棒和be颗粒放在最下面,初始合金锭放在最上面,防止低熔点材料发生挥发和飞溅,缓慢将熔炼电流加到350~400a;反复熔炼三次,每次熔炼1~2min。
19、所述步骤6中,获得的合金材料放入底部有1.2~1.5mm小孔的石英玻璃管中;将喷铸炉腔抽真空为到2×10-3pa,然后充入高纯氩气到-0.04~-0.05mpa,通过将喷铸炉的感应线圈通电完成对石英玻璃管内合金材料的加热;当其加热的功率为15~18kw时,在高纯氩气的压力下将熔体通过1.2~1.5mm小孔快速流入到水冷铜模中,获得直径为3mm长度60~100mm的(ti48zr20nb12cu5be15)99.9~99.7si0.1~0.3非晶复合材料棒状。
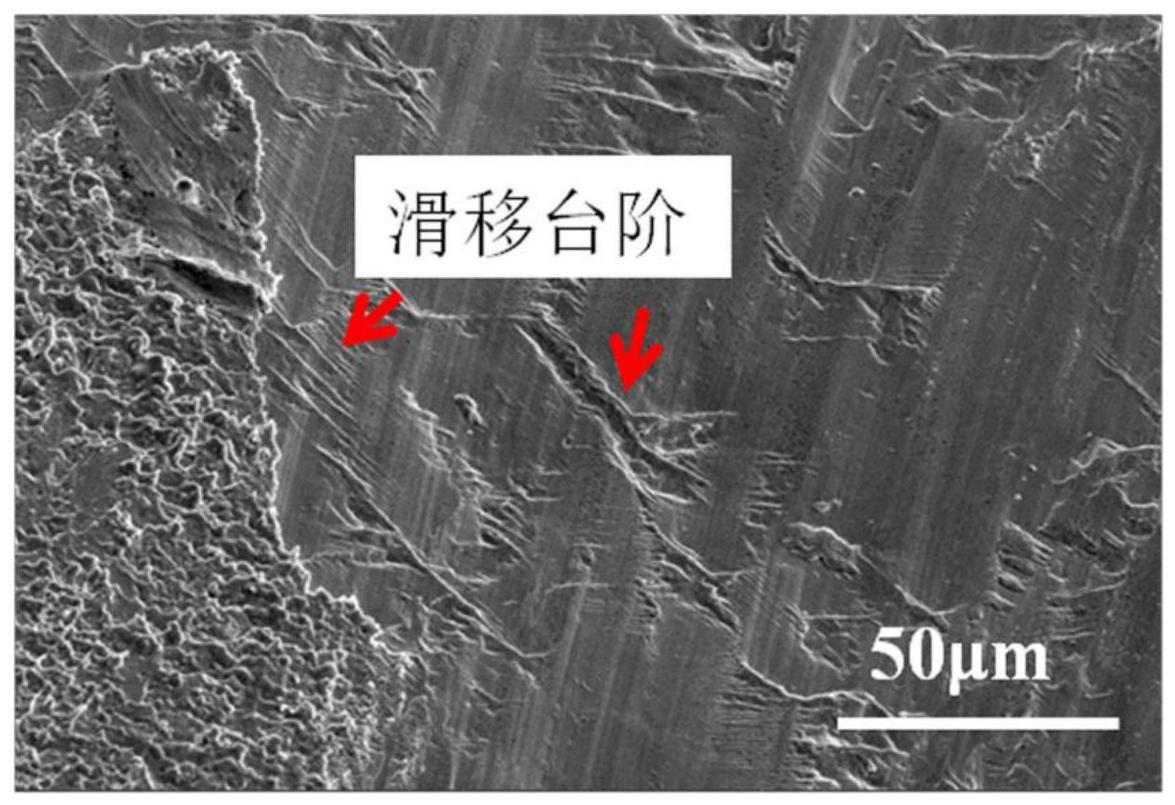
20、所述(ti48zr20nb12cu5be15)99.9~99.7si0.1~0.3非晶复合材料屈服强度均>1400mpa,断裂塑性应变最高可达到63%;在断口处产生了许多平行小间距以及交错方向大间距剪切滑移台阶,同时,不同方向和尺度的剪切滑移台阶改变了裂纹的扩展方向。
21、本发明的有益效果:
22、本发明中通过引入si元素对高强度ti48zr20nb12cu5be15非晶复合材料进行改性,获得的(ti-zr-nb-cu-be)-si系非晶复合材料原始组织发生细化,但随着si元素的引入枝晶相以及非晶相的类型未发生改变;其屈服强度均>1400mpa,断裂塑性应变可达到63%;
23、在断口处产生了许多平行小间距以及交错方向大间距剪切滑移台阶,如图3、图6及图9红色箭头所示;同时,不同方向和尺度的剪切滑移台阶改变了裂纹的扩展方向。也就是说,钛基非晶复合材料优异的力学性能主要来自于剪切带与枝晶之间的相互作用。相对较软的枝晶相在压缩载荷作用下发生位错滑移而变形,并吸收大部分弹性能,促使非晶基体/枝晶相界面上集中的应力从枝晶相转移到玻璃基体上,部分剪切带在非晶基体中萌生并扩展。当剪切带遇到枝晶并相互作用时,剪切带的扩展受到枝晶的阻碍作用。因此,(ti-zr-nb-cu-be)-si系非晶复合材料的力学性能是玻璃基体内部剪切带和枝晶相内部位错综合作用的结果,从而呈现出较优的塑性变形能力。
技术特征:
1.一种si元素改性高强度钛基非晶复合材料的方法,其特征在于,包括以下步骤;
2.根据权利要求1所述的一种si元素改性高强度钛基非晶复合材料的方法,其特征在于,所述步骤1中,选取的均为高纯颗粒及块状材料(≥99%)作为原料。
3.根据权利要求1所述的一种si元素改性高强度钛基非晶复合材料的方法,其特征在于,所述步骤2中,所述所有原料放在酒精中超声清理20min。
4.根据权利要求1所述的一种si元素改性高强度钛基非晶复合材料的方法,其特征在于,所述步骤3中,将各个元素的原子百分比转化成质量百分比,按照最终合金铸锭的质量计算出每个元素的质量。
5.根据权利要求1所述的一种si元素改性高强度钛基非晶复合材料的方法,其特征在于,所述步骤3中,其中较小的si颗粒放在坩埚最下端,ti颗粒以及zr颗粒放在中间,高熔点的nb板放在最上面。
6.根据权利要求1所述的一种si元素改性高强度钛基非晶复合材料的方法,其特征在于,所述步骤4中,将真空自耗电弧熔炼炉抽真空到2×10-3pa;
7.根据权利要求1所述的一种si元素改性高强度钛基非晶复合材料的方法,其特征在于,所述步骤5中,其中cu棒和be颗粒放在最下面,初始合金锭放在最上面,防止低熔点材料发生挥发和飞溅,缓慢将熔炼电流加到350~400a;反复熔炼三次,每次熔炼1~2min。
8.根据权利要求1所述的一种si元素改性高强度钛基非晶复合材料的方法,其特征在于,所述步骤6中,获得的合金材料放入底部有1.2~1.5mm小-孔的石英玻璃管中;将喷铸炉腔抽真空为到2×10-3pa,然后充入高纯氩气到-0.04~-0.05mpa,通过将喷铸炉的感应线圈通电完成对石英玻璃管内合金材料的加热;当其加热的功率为15~18kw时,在高纯氩气的压力下将熔体通过1.2~1.5mm小孔快速流入到水冷铜模中,获得直径为3mm长度60~100mm的(ti48zr20nb12cu5be15)99.9~99.7si0.1~0.3非晶复合材料棒状。
9.根据权利要求1-8任一项所述的方法,其特征在于,所述(ti48zr20nb12cu5be15)99.9~99.7si0.1~0.3非晶复合材料屈服强度均>1400mpa,断裂塑性应变可达到63%;在断口处产生了许多平行小间距以及交错方向大间距剪切滑移台阶,同时,不同方向和尺度的剪切滑移台阶改变了裂纹的扩展方向。
技术总结
一种Si元素改性高强度钛基非晶复合材料的方法,步骤1、原料选择:步骤2、原料的表面处理:步骤3、配料:将处理后的块状原料一起放入真空电弧熔炼炉中;步骤4、初始合金锭的熔炼:步骤5、目标合金锭的熔炼:步骤6、喷铸:将步骤5得到的合金锭切割,打磨、清洗后获得的合金材料放入底部有小孔的石英玻璃管中;将喷铸炉腔抽真空,然后充入高纯氩气,通过将喷铸炉的感应线圈通电完成对石英玻璃管内合金材料的加热;获得(Ti<subgt;48</subgt;Zr<subgt;20</subgt;Nb<subgt;12</subgt;Cu<subgt;5</subgt;Be<subgt;15</subgt;)<subgt;99.9~99.7</subgt;Si<subgt;0.1~0.3</subgt;非晶复合材料棒状。本发明通过引入适量硅元素并控制其工艺参数来获得均匀的组织以及较高的强度和较好的塑性,从而解决现有技术中非晶复合材料室温下塑性不理想的问题。
技术研发人员:孙琳琳,王冬华,郑博,郝鑫
受保护的技术使用者:渭南师范学院
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!