一种3D打印砂芯结构及铸造方法与流程
本发明涉及铸造,特别是涉及一种3d打印砂芯结构及铸造方法。
背景技术:
1、在铸造的生产过程中,砂芯的结构一般取决于铸件的结构,3d打印技术在砂芯结构的设计上非常灵活,普遍用于砂芯制造。对于一些结构特殊的砂芯,考虑分芯位置、清砂、连接薄弱及后置冷铁等情况,需要对多个砂芯进行固定和连接加强。砂芯3d打印为增材制造技术,将型砂逐层铺设而成,打印的砂芯结构只能是砂质,砂芯打印过程中无法设置固定、连接工装,砂芯在浇注过程易发生漂芯皮透、尺寸超差等问题。
2、通过逐层布设铸造用砂粒和粘结剂,在需要形成砂芯轮廓的位置喷有粘结剂,不需要形成轮廓的位置无粘结剂,打印完成并硬化后,获得所需三维空间的3d打印砂芯。为获得良好的尺寸精度和表面尺寸度的铸件,3d打印所用的砂粒较细,使用粘结剂较多,在浇注过程中易生成较多的气体,使铸件产生呛火或气孔缺陷,导致铸件质量不良甚至报废。
技术实现思路
1、基于此,有必要针对上述技术问题,提供一种使用后置标芯组件连接、易于排气的3d打印砂芯结构及铸造方法。
2、为了解决上述问题,本发明采用下述技术方案:
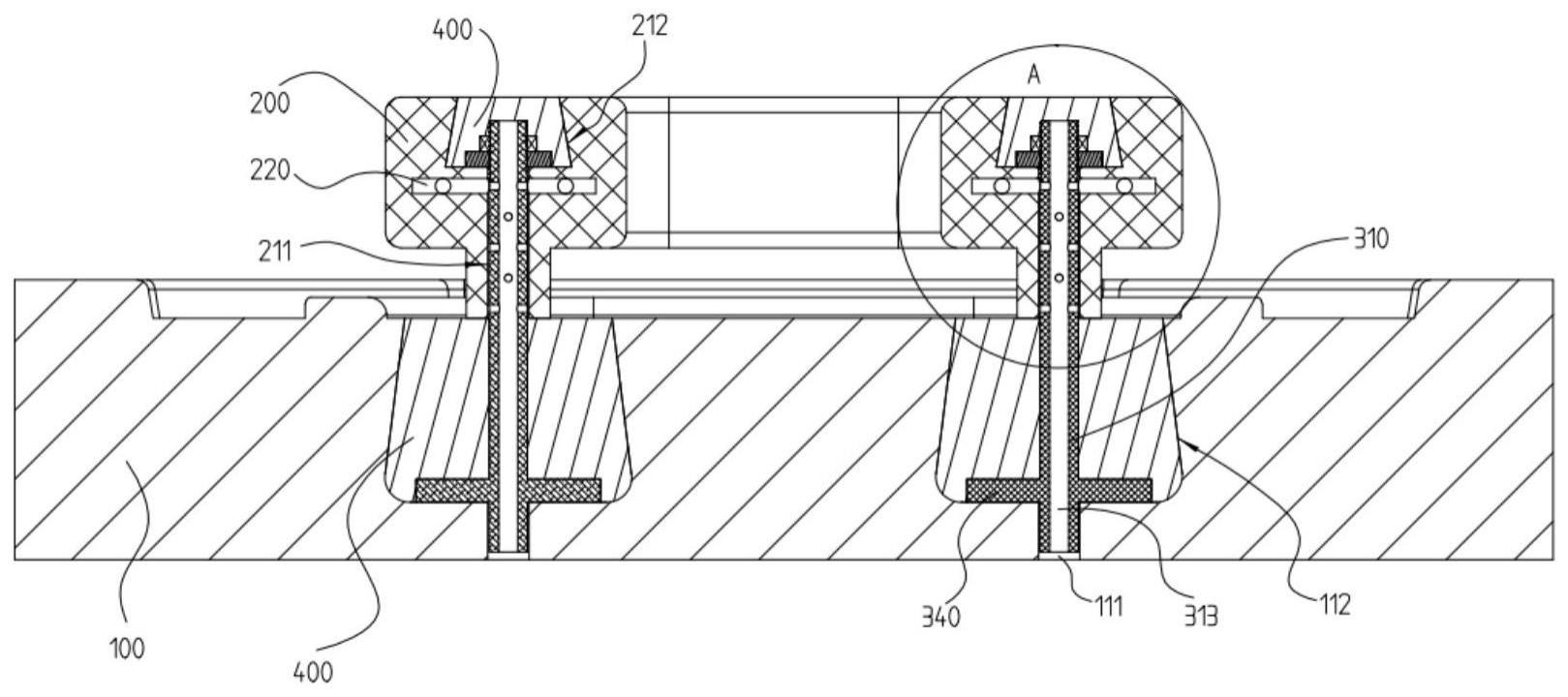
3、第一方面,本发明实施例公开一种3d打印砂芯结构,包括第一砂芯和第二砂芯,所述第一砂芯和所述第二砂芯通过若干后置的标芯组件连接;所述第二砂芯内贯通设置有第二标芯孔,所述第二标芯孔包括第二直孔段;所述标芯组件包括直杆和螺母,所述直杆的第一端固定于所述第一砂芯内,所述直杆的第二端设置有与所述螺母相匹配的外螺纹;所述第二端穿过所述第二直孔段,并通过所述螺母紧固所述第二砂芯;所述直杆内设置有与外界连通的中空结构,所述第二砂芯内设置有与所述第二直孔段连通的气道,所述直杆上设置有若干排气孔,所述第二直孔段和所述中空结构通过所述排气孔连通。
4、在其中一种实施例中,所述标芯组件还包括固设于所述第一端的限位板,所述第一端通过所述限位板固定于所述第一砂芯内。
5、在其中一种实施例中,所述第一砂芯内贯通设置有第一标芯孔,所述第一标芯孔包括第一直孔段和第一填砂段,所述第一直孔段位于所述第一填砂段背离所述第二砂芯一侧;所述第一端设置有凸出所述限位板背离所述第二端一侧的凸出部,所述凸出部设置于所述第一直孔段内,所述限位板设置于所述第一填砂段内;所述第一填砂段内填有树脂砂;所述凸出部设置有开口,所述中空结构通过所述开口与所述外界连通。
6、在其中一种实施例中,所述第一直孔段、所述第二直孔段及所述直杆同轴设置。
7、在其中一种实施例中,所述第一填砂段的横截面积沿背离所述第二砂芯的方向逐渐增大。
8、在其中一种实施例中,所述第二直孔段内壁与所述直杆之间设置有间隙。
9、在其中一种实施例中,所述第二标芯孔还包括第二填砂段,所述螺母位于所述第二填砂段内,所述第二填砂段内填有树脂砂。
10、在其中一种实施例中,所述第二填砂段的横截面积沿背离所述第一砂芯的方向逐渐减小。
11、在其中一种实施例中,所述中空结构的直径为所述直杆外径的1/2。
12、第二方面,本发明实施例还公开一种铸造方法,使用上述任意所述的3d打印砂芯结构。
13、本发明采用的技术方案能够达到以下有益效果:
14、本发明实施例公开的3d打印砂芯结构,第一砂芯和第二砂芯采用后置的标芯组件连接,可靠标芯并实现砂芯的准确定位;标芯组件后置植入砂芯中,有效提高砂芯强度。
15、本发明实施例公开的3d打印砂芯结构,标芯组件的后置植入以及连接都可以在相对应的砂芯上方操作,有效防止人员位于砂芯下方作业易发生安全事故。
16、本发明实施例公开的3d打印砂芯结构,标芯组件内设连通砂芯气道和外界的中空结构,有效防止铸造过程中发生呛火或气孔缺陷,并提高砂芯散热速度;大幅度提升产品质量及稳定性,且标芯组件可重复利用,节约成本。
技术特征:
1.一种3d打印砂芯结构,其特征在于,包括第一砂芯和第二砂芯,所述第一砂芯和所述第二砂芯通过若干后置的标芯组件连接;
2.根据权利要求1所述的3d打印砂芯结构,其特征在于,所述标芯组件还包括固设于所述第一端的限位板,所述第一端通过所述限位板固定于所述第一砂芯内。
3.根据权利要求2所述的3d打印砂芯结构,其特征在于,所述第一砂芯内贯通设置有第一标芯孔,所述第一标芯孔包括第一直孔段和第一填砂段,所述第一直孔段位于所述第一填砂段背离所述第二砂芯一侧;
4.根据权利要求3所述的3d打印砂芯结构,其特征在于,所述第一直孔段、所述第二直孔段及所述直杆同轴设置。
5.根据权利要求3所述的3d打印砂芯结构,其特征在于,所述第一填砂段的横截面积沿背离所述第二砂芯的方向逐渐增大。
6.根据权利要求1所述的3d打印砂芯结构,其特征在于,所述第二直孔段内壁与所述直杆之间设置有间隙。
7.根据权利要求1所述的3d打印砂芯结构,其特征在于,所述第二标芯孔还包括第二填砂段,所述螺母位于所述第二填砂段内,所述第二填砂段内填有树脂砂。
8.根据权利要求7所述的3d打印砂芯结构,其特征在于,所述第二填砂段的横截面积沿背离所述第一砂芯的方向逐渐减小。
9.根据权利要求1所述的3d打印砂芯结构,其特征在于,所述中空结构的直径为所述直杆外径的1/2。
10.一种铸造方法,其特征在于,使用如权利要求1-9任一项所述的3d打印砂芯结构。
技术总结
本申请涉及一种3D打印砂芯结构,包括第一砂芯、第二砂芯和连接二者的标芯组件,标芯组件包括直杆和螺母,直杆的第一端固定于第一砂芯内,直杆的第二端设置有外螺纹,第二端穿过设置于第二砂芯内的第二直孔段并通过螺母紧固发挥连接作用;直杆内设置有与外界连通的中空结构,第二砂芯内设置有与第二直孔段连通的气道,直杆上设置有若干排气孔,第二直孔段和中空结构通过排气孔连通。本发明实施例公开的3D打印砂芯结构,第一砂芯和第二砂芯采用后置的标芯组件连接,可靠标芯并实现砂芯的准确定位;标芯组件后置植入砂芯中,有效提高砂芯强度;标芯组件内设连通砂芯气道和外界的中空结构,有效防止铸件呛火或气孔缺陷,并提高砂芯散热速度。
技术研发人员:陈思明,马娅玲,苏少静,何媛,宿飞,张文,田学森,程行东
受保护的技术使用者:共享装备股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!