一种激光送粉分段成形方法、装置、设备和介质与流程
本技术涉及增材制造,尤其涉及一种激光送粉分段成形方法、装置、设备和介质。
背景技术:
1、激光送粉成形技术是增材制造技术之一,适用于大尺寸零件的快速研制。通常情况下,为了突出激光送粉成形效率高的优势,往往会采用大功率、大光斑的工艺进行成形。然而当零件的成形高度超过300mm时,在大功率、高能量密度的输入下,极易造成基板或零件大变形且存在大应力,因此,目前会采用分段成形工艺制备大尺寸零件,即在中途加上去应力退火工序,使零件的热应力及热变形减小。但是,使用目前的分段成形工艺制成的零件,分段结合区域的结合强度小,零件容易出现开裂。
2、因此,亟需一种增强零件分段界面结合强度、减小开裂风险的激光送分分段成形的方法。
技术实现思路
1、本技术的主要目的在于提供一种激光送粉分段成形方法、装置、设备和介质,旨在解决目前分段成形工艺制成的零件的分段结合区域的结合强度小,零件容易出现开裂的技术问题。
2、为实现上述目的,本技术提供一种激光送粉分段成形方法,包括以下步骤:
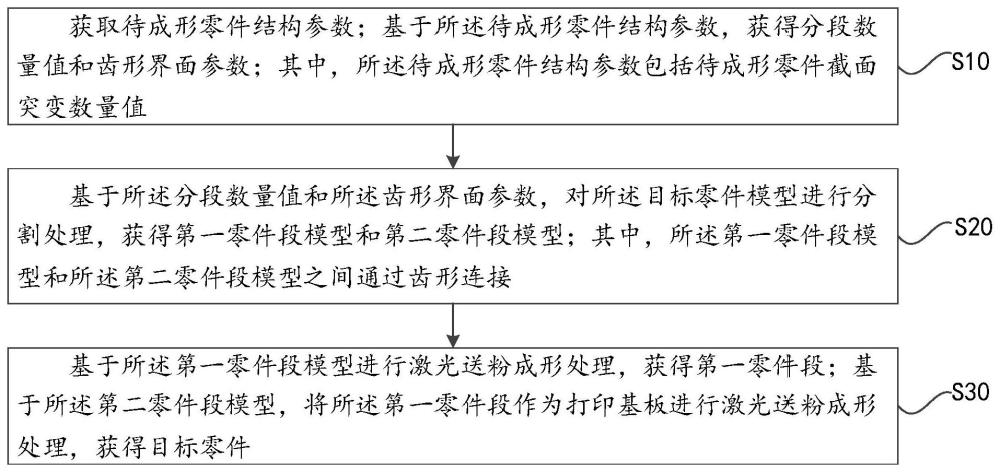
3、获取待成形零件结构参数;基于所述待成形零件结构参数,获得分段数量值和齿形界面参数;其中,所述待成形零件结构参数包括待成形零件截面突变数量值;
4、基于所述分段数量值和所述齿形界面参数,对所述目标零件模型进行分割处理,获得第一零件段模型和第二零件段模型;其中,所述第一零件段模型和所述第二零件段模型之间通过齿形连接;
5、基于所述第一零件段模型进行激光送粉成形处理,获得第一零件段;基于所述第二零件段模型,将所述第一零件段作为打印基板进行激光送粉成形处理,获得目标零件。
6、可选地,所述基于所述待成形零件结构参数,获得分段数量值和齿形界面参数,包括:
7、基于所述待成形零件结构参数,获得分段数量值;
8、基于所述待成形零件结构参数,获得第一齿形界面参数;其中,所述第一齿形界面参数包括齿形连接区域的长度值,以及所述齿形连接区域中各齿形的深度值、各齿形的角度值和各齿根的宽度值;基于所述第一齿形界面参数,获得第二齿形界面参数;其中,所述第二齿形界面参数包括齿形数量值。
9、可选地,所述齿形数量值满足如下关系式:
10、2*(h*tanθ+d)/l=n;
11、其中,n为齿形数量值;h为各齿形的深度值;θ为各齿形的角度值、d为各齿根的宽度值;l为齿形连接区域的长度值。
12、可选地,所述基于所述待成形零件结构参数,获得分段数量值,包括:
13、基于所述待成形零件截面突变数量值,获得第一分段数量值;
14、基于所述第一分段数量值对所述目标零件模型进行模拟分割处理,获得第一模拟分段区域;
15、基于所述第一模拟分段区域的高度值和预设高度阈值,获得第二分段数量值。
16、可选地,所述基于所述第一模拟分段区域的高度值和预设高度阈值,获得第二分段数量值,包括:
17、若所述第一模拟分段区域的高度值大于所述预设高度阈值,则所述第二分段数量值大于所述第一分段数量值;
18、若所述第一模拟分段区域的高度值小于等于预设高度阈值,则所述第二分段数量值等于所述第一分段数量值。
19、可选地,所述基于所述分段数量值和所述齿形界面参数,对所述目标零件模型进行分割处理,获得第一零件段模型和第二零件段模型,包括:
20、基于所述分段数量值,对所述目标零件模型进行第一分割处理,获得初始第一零件段模型和初始第二零件段模型;其中,所述初始第一零件段模型和所述初始第二零件段模型之间通过平面连接;
21、基于所述齿形界面参数,将所述初始第一零件段模型和所述初始第二零件段模型相邻的一面进行齿形处理,获得第一零件段模型;
22、基于所述齿形界面参数,将所述初始第二零件段模型与所述初始第一零件段模型相邻的一面进行齿形处理,获得第二零件段模型。
23、可选地,所述基于所述第二零件段模型,将所述第一零件段作为打印基板进行激光送粉成形处理,获得目标零件,包括:
24、基于所述第二零件段模型,激光送粉成形所述第二零件段的齿部区域;所述第二零件段的齿部区域与所述第一零件段的齿部区域连接;
25、基于所述第二零件段模型,激光送粉成形所述第二零件段的段部区域;所述第二零件段的段部区域与所述第二零件段的齿部区域连接。
26、可选地,所述基于所述第二零件段模型,将所述第一零件段作为打印基板进行激光送粉成形处理,获得目标零件,还包括:
27、基于所述第二零件段模型,获得齿部区域模型和段部区域模型;
28、基于所述齿部区域模型,获得第一成形工艺参数;基于所述第一成形工艺参数进行激光送粉,获得第二零件段的齿部区域;其中,所述第一成形工艺参数包括第一激光功率和第一扫描速度值;
29、基于所述段部区域模型,获得第二成形工艺参数;基于所述第二成形工艺参数进行激光送粉,获得第二零件段的段部区域;其中,所述第二成形工艺参数包括第二激光功率和第二扫描速度值。
30、可选地,所述第二激光功率满足如下关系式:
31、第二激光功率=第一激光功率/(1~1.1)。
32、可选地,所述第二扫描速度值满足如下关系式:
33、第二扫描速度值=第一扫描速度值/(1~1.1)。
34、此外,为实现上述目的,本技术还提供一种激光送粉分段成形装置,包括:
35、获取模块,用于获取待成形零件结构参数;基于所述待成形零件结构参数,获得分段数量值和齿形界面参数;其中,所述待成形零件结构参数包括待成形零件截面突变数量值;
36、分割模块,用于基于所述分段数量值和所述齿形界面参数,对所述目标零件模型进行分割处理,获得第一零件段模型和第二零件段模型;其中,所述第一零件段模型和所述第二零件段模型之间通过齿形连接;
37、成形模块,用于基于所述第一零件段模型进行激光送粉成形处理,获得第一零件段;基于所述第二零件段模型,将所述第一零件段作为打印基板进行激光送粉成形处理,获得目标零件。
38、此外,为实现上述目的,本技术还提供一种电子设备,该电子设备包括存储器和处理器,所述存储器中存储有计算机程序,所述处理器执行所述计算机程序,实现如上所述的方法。
39、此外,为实现上述目的,本技术还提供一种计算机可读存储介质,所述计算机可读存储介质上存储有计算机程序,处理器执行所述计算机程序,实现如上所述的方法。
40、本技术所能实现的有益效果:
41、本技术实施例提出的一种激光送粉分段成形方法,该方法包括:获取待成形零件结构参数;基于所述待成形零件结构参数,获得分段数量值和齿形界面参数;其中,所述待成形零件结构参数包括待成形零件截面突变数量值;基于所述分段数量值和所述齿形界面参数,对所述目标零件模型进行分割处理,获得第一零件段模型和第二零件段模型;其中,所述第一零件段模型和所述第二零件段模型之间通过齿形连接;基于所述第一零件段模型进行激光送粉成形处理,获得第一零件段;基于所述第二零件段模型,将所述第一零件段作为打印基板进行激光送粉成形处理,获得目标零件。也即,本技术通过将两个相邻零件段的结合面均设计成齿形界面,使得两个零件段通过齿形界面的结合形成齿形连接,相比于平面连接,能够有效增加两个相邻零件段的结合面积,同时使得两个相邻零件段之间的结合区域的应力呈齿形分布,有效优化了应力分布情况,增强各个零件段之间的结合强度,降低了开裂风险。
- 还没有人留言评论。精彩留言会获得点赞!