一种消失模铸造流水线的制作方法
本发明涉及铸造的,尤其是一种消失模铸造流水线。
背景技术:
1、消失模铸造,又称为实型铸造,是一种新型的铸造工艺。其基本流程是将与铸件尺寸形状相似的泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂或宝珠砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件。该工艺具有高精度、环保和自动化的特点,被誉为铸造史上的“革命”。
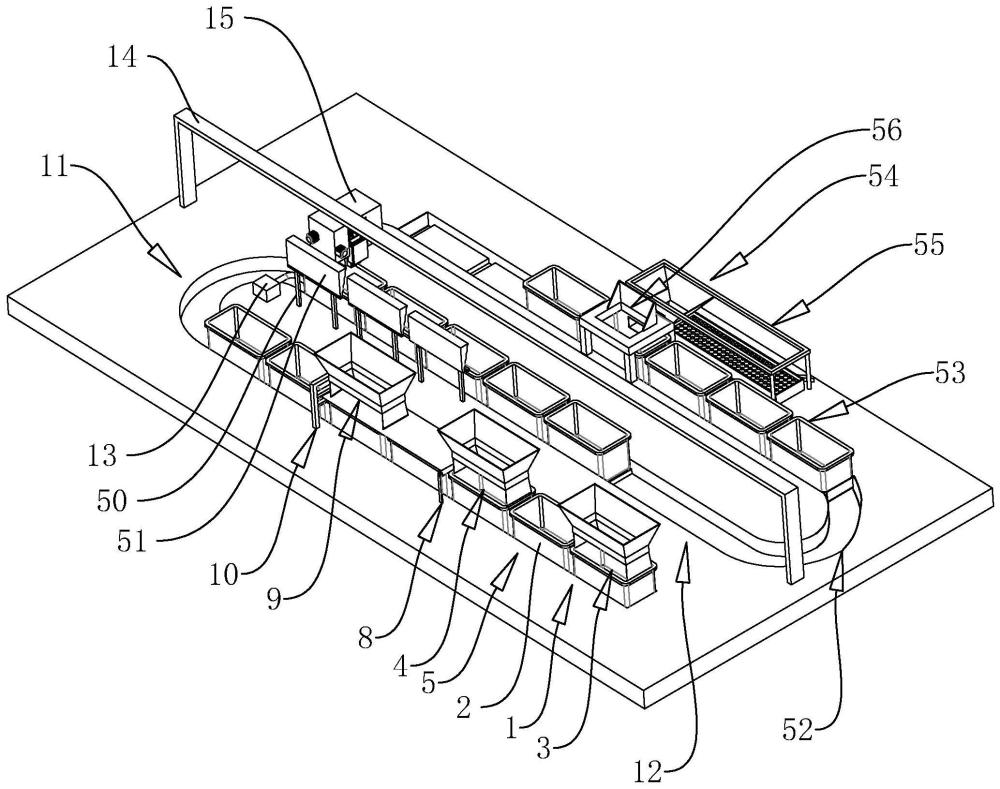
2、相关技术中的消失模铸造流水线,包括运输轨道,运输轨道上滑移设置有若干个砂箱,运输轨道上按照顺序依次设置有底砂铺设装置、填满铺设装置、覆膜装置、顶砂铺设装置以及薄膜切断装置,当第一运输轨道的砂箱位于底砂铺设装置时,底砂铺设装置对砂箱内铺设底砂;然后工作人员将模具放至底砂的上方;当砂箱位于填满铺设装置时,填满铺设装置对砂箱内铺设型砂,直至与模具位于同一高度;当砂箱位于覆膜装置时,覆膜装置将薄膜覆盖于砂箱的顶部;当砂箱位于顶砂铺设装置时,顶砂铺设装置第一运输对薄膜的顶部铺设顶砂;同时轨道上设置有二维震动装置和三维震动装置,二维震动装置用于对经过底砂铺设装置的砂箱进行二维震动;三维震动装置用于对位于填满铺设装置的砂箱进行三维震动;运输轨道上设置有抽负压装置,抽负压装置用于对砂箱内的进行抽负压处理;工作人员通过调取装置将铁水容器吊至砂矿上,再将铁水容器的铁水倒入至模具内;铁水的高温能够迅速将模具熔化和燃烧殆尽,在铸造完成后,模具已经不存在,只剩下需要的金属铸件;运输轨道上设置有翻转装置,翻转装置的一侧设置有分砂装置;当砂箱位于翻转装置时,翻转装置将砂箱内的型砂和金属铸件倒入至分砂装置内,通过分砂装置将型砂与金属铸件分开。
3、然后,通过人工将铁水容器内部的铁水朝向砂箱内的模具倒入,不仅容易烫伤工作人员,且无法对铁水容器在多方位进行调整,从而无法确保金属铸件铸造的质量。
技术实现思路
1、为了改善的通过人工将铁水容器内部的铁水朝向砂箱内的模具倒入,不仅容易烫伤工作人员,且无法对铁水容器在多方位进行调整,从而无法确保金属铸件铸造的质量的现象,本技术提供一种消失模铸造流水线。
2、本技术提供的一种消失模铸造流水线采用如下的技术方案:
3、一种消失模铸造流水线,包括第二运输轨道,所述第二运输轨道滑移设置有若干个砂箱,所述第二运输轨道的上方设置有龙门架,所述龙门架上滑移设置有滑移架,所述滑移架上转动设置有转动板,所述转动板的两端分别对应设置有驱动轴和从动杆,所述驱动轴和所述从动杆分别对应转动设置于所述滑移架的两个相对内侧,所述滑移架上设置有驱动所述驱动轴转动的驱动转动组件,所述驱动轴背离所述转动板的一侧设置有转动杆,所述转动杆上滑移设置有延伸套,所述延伸套转动套设有轴承,所述轴承固定套设有横向调节块,所述横向调节块背离所述延伸套的一端固定设置于所述驱动轴,所述滑移架内设置有用于驱动所述横向调节块相对于所述转动杆的长度方向滑移的横向调节组件,所述转动板上滑移设置有铁水容器,所述转动板上设置有用于驱动所述铁水容器相对于所述转动板滑移的竖直调节件。
4、通过采用上述技术方案,工作人员通过遥控控制龙门架朝向第二云水轨道上砂箱的方向滑移,通过转动驱动组件令转动杆转动,转动杆转动的同时带动延伸套转动,延伸套转动的同时带动驱动轴转动,驱动轴转动的同时带动转动板转动,此时从动杆随至转动;当铁水容器在横向方向与模具出现偏差时,可通过横向调节组件驱动横向调节块相对于转动杆的长度方向滑移,从而带动驱动轴相对于转动杆的长度方向滑移,进而实现转动板相对于转动杆的长度方向滑移,铁水容器随转动板的滑移而滑移。当需要调节铁水容器与模具之间的距离时,可通过竖直调节件铁水容器相对于转动板滑移,从而改变铁水容器与模具之间的距离;铁水容器的铁水倒入至模具后,铁水的高温能够迅速将模具熔化和燃烧殆尽,在铸造完成后,模具已经不存在,只剩下需要的金属铸件。通过上述方式,解决了通过人工将铁水容器内部的铁水朝向砂箱内的模具倒入的问题,从而减小烫伤工作人员的情况,且能够对铁水容器在多方位进行调整,从而确保金属铸件铸造的质量。
5、优选的,所述转动驱动组件包括设置于所述滑移架上的驱动电机和用于限制所述转动板转动时所述转动杆随之转动的自锁组件,所述驱动电机的输出端与所述转动杆远离所述驱动轴的一端连接。
6、通过采用上述技术方案,启动驱动电机,驱动电机的输出端带动驱转动杆转动,从而实现驱动转动杆转动的目的;通过自锁组件限制转动板转动时转动杆随之转动的情况,从而提高整体结构的稳定性。
7、优选的,所述自锁组件包括滑移套设于所述转动杆的蜗轮套、转动设置于所述驱动电机的输出端的蜗杆,所述蜗杆与所述蜗轮套啮合,所述蜗轮套的一端固定设置于所述延伸套背离所述驱动轴的一侧,所述蜗轮套与所述转动杆之间设置有驱动所述蜗轮套随所述转动杆转动的同步转动组件。
8、通过采用上述技术方案,当驱动电机启动时,其输出端转动的同时带动蜗杆转动,由于蜗杆与蜗轮套的啮合,且通过同步转动组件驱动蜗轮套随转动杆转动,因此转动杆转动的同时带动蜗轮套转动,蜗轮套转动的同时带动延伸套同时转动;当转动驱动轴时,通过蜗杆与蜗轮套具有自锁性,从而无法通过转动驱动轴令转动杆转动,从而确保因铁水容器的重量过重导致驱动轴发生转动的情况。
9、优选的,所述同步转动组件包括设置于所述蜗轮套的滑移块和开设于所述转动杆上的滑移槽,所述滑移块与所述滑移槽滑移配合,所述滑移块的大小与所述滑移槽的大小相适配。
10、通过采用上述技术方案,通过滑移块与滑移槽的滑移配合,从而可控制对蜗轮套相对于转动杆的长度方向滑移的距离,从而减小蜗轮套滑移时超出转动杆而造成脱落的问题。
11、优选的,所述横向调节组件包括设置于滑移架内的调节架、设置于所述滑移架一侧的横向调节电机、转动设置于所述调节架两个相对侧的横向调节螺杆、螺纹连接于所述横向调节螺杆的连动块、限制所述连动块随所述横向调节螺杆转动的限制件以及设置于所述调节架上的第一安装块和第二安装块,所述蜗杆转动穿设于所述第一安装块和所述第二安装块,所述横向调节电机的输出轴与所述横向调节螺杆连接,所述连动块固定设置于所述横向调节块的一侧。
12、通过采用上述技术方案,当横向调节电机启动时,其输出轴带动横向调节螺杆转动,且通过限制件限制连动块随横向调节螺杆转动,从而令连动块相对于调节螺杆的长度方向滑移,从而带动延伸套相对于转动杆的长度方向滑移,进而实现转动板相对于转动杆的长度方向滑移,实现铁水容器随转动板的滑移而滑移的目的。当连动块滑移的同时带动第一安装块和第二安装块滑移,第一安装块和第二安装块滑移的同时带动蜗杆滑移,以此确保蜗杆与蜗轮持续保持啮合。
13、优选的,所述限制件为引导杆,所述引导杆的两端分别固定设置于所述调节架的两个相对内侧,所述连动块滑移穿设于所述引导杆。
14、通过采用上述技术方案,通过连动块滑移穿设于引导杆,且当横向调节螺杆转动时,引导杆同时对连动块在横向调节螺杆转动的方向进行限位,限制连动块相对于横向调节螺杆转动而转动的目的,从而实现连动块相对于横向调节螺杆的长度方向滑移的目的。
15、优选的,所述竖直调节件为直线电机,所述直线电机包括设置于所述竖直轨道背离所述转动板一侧的定子和滑移设置于所述定子背离所述竖直轨道一侧的动子,所述铁水容器设置于所述动子背离所述定子的一侧。
16、通过采用上述技术方案,当直线电机启动时,其动子相对于定子的长度方向滑移,动子滑移的同时带动铁水容器滑移;由于定子的长度方向与竖直轨道的长度方向一致,从而实现铁水容器相对于竖直轨道的方向滑移的目的。
17、优选的,所述铁水容器背离所述动子的一侧设置有回收罩,所述回收罩开设有回收槽,所述回收槽内转动设置有翻转板,所述翻转板上设置有驱动所述翻转板随所述转动板转动的驱动连动组件。
18、通过采用上述技术方案,铁水容器在转动时,铁水容器内的铁水容易沿铁水容器的外壁流下,回收罩的回收槽对铁水容器的外壁的铁水进行回收;通过驱动连动组件,在铁水容器转动时,翻转板同时转动,翻转板翻转时与铁水容器之间存在缝隙,铁水容器的外壁的铁水从缝隙中流入回收槽内,当铁水容器转动回初始位置时,翻转板与铁水容器之间未存在缝隙,减小铁水从缝隙中溢出的情况;从而减小造成铁水掉落至施工现场的情况,进而减小对工作人员和施工设备等造成影响。
19、优选的,所述驱动连动组件包括设置于所述翻转板上的连动柱、铰接于所述连动柱的第一连杆、铰接于所述第一连杆远离所述连动柱一端的第二连杆,铰接于所述第二连杆远离所述第一连杆的第二连杆,所述第二连杆远离第一连杆的一端铰接于所述驱动轴。
20、通过采用上述技术方案,当驱动轴转动时,则带动第二连杆转动,第二连杆转动的同时带动第一连杆转动,第一连杆转动的同时带动连动柱转动,连动柱转动的同时带动翻转板翻转,从而实现驱动翻转板随驱动轴同时转动的目的。
21、优选的,所述第二运输轨道上设置有支撑架,所述支撑架设置有吸烟板,所述吸烟板的一侧呈弧形设置,所述吸烟板的弧面背离所述第二运输轨道。
22、通过采用上述技术方案,当铁水与模具接触时,会造成黑烟,吸烟板用于对黑烟进行吸附,从而减小施工现场的空气污染。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、1.解决了通过人工将铁水容器内部的铁水朝向砂箱内的模具倒入的问题,从而减小烫伤工作人员的情况,且能够对铁水容器在多方位进行调整,从而确保金属铸件铸造的质量;
25、2.减小造成铁水掉落至施工现场的情况,进而减小对工作人员和施工设备等造成影响。
- 还没有人留言评论。精彩留言会获得点赞!