一种WC增强MoCoB基复合材料的制备方法与流程
一种wc增强mocob基复合材料的制备方法
技术领域
1.本发明涉及一种wc增强mocob基复合材料的制备方法,属于结构功能材料领域。
背景技术:
2.金属陶瓷是由金属和陶瓷原料制成的复合材料,兼有金属和陶瓷的某些优点,如前者的韧性和抗弯性,后者的耐高温、高强度和抗氧化性等,可用作导弹喷管衬套、熔炼金属的坩埚和金属切削刀具等。其中,mocob基金属陶瓷由mocob硬质相和co粘结相组成,具有高硬度、高强度、耐磨耐蚀等优点,受到众多研究者青睐。
3.mocob基金属陶瓷的综合力学性能较好,可满足常规服役工况条件。但是在恶劣工况环境下长时间服役时,其性能仍受到一定的挑战,不仅需要较高的硬度,也需要较高的强度。因此,需要更进一步提高mocob基金属陶瓷的综合力学性能。《一种碳纤维增强mocob金属陶瓷及制备方法》[zl 202110663350.6]专利中在mocob基金属陶瓷添加碳纤维来提高其力学性能,使硬度和强度得到一定程度改善。但是碳纤维属于连续纤维增强相,增强金属陶瓷时其排布具有方向性,因而利用其制备的复合材料的性能有明显的各向异性,沿纤维轴向(纵向)的力学性能要明显高于沿横向的力学性能。此外,在使用碳纤维增强mocob基金属陶瓷时,要充分考虑纤维的排布、含量、分布等,制造过程难度大。
技术实现要素:
[0004]
针对现有技术的缺陷或不足,本发明提供了一种wc增强mocob基复合材料的制备方法。
[0005]
为此,本发明所提供的制备方法包括:将mo、co、b和wc粉的混合粉料依次进行球磨、压制成型制得坯体,之后将坯体在真空碳管炉进行烧结,制备wc增强mocob基复合材料;
[0006]
按质量百分比计:mo为33.0%~51.0%,co为36.0%~52.0%,b为4.0%~8.0%,wc粉为4.0%~12.0%。
[0007]
可选的,所述烧结工艺参数为:将温度自室温以5~15℃/min的升温速率升至1370~1470℃,并保温0~80min,之后炉冷至室温。
[0008]
进一步,所述wc增强mocob基复合材料中包含三相:mocob硬质相,co基粘结相,wc增强相。所述wc增强mocob基复合材料的硬度为88.5~90.1hra,抗弯强度为1712.5~1922.8mpa。
[0009]
与现有技术相比,
①
本发明工艺过程简单,成本较低,制成的wc增强mocob基复合材料中包含mocob硬质相、co基粘结相和wc增强相,而且复合材料性能各向同性;
②
本发明制备得到的wc增强mocob基复合材料具有晶粒细小,综合力学性能良好等优点。
附图说明
[0010]
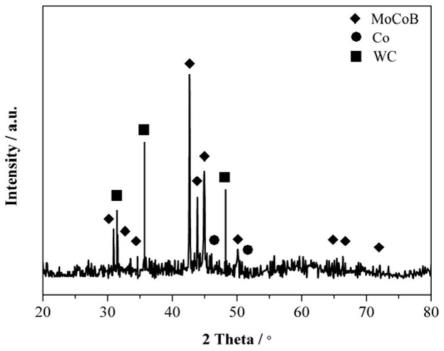
图1为本发明实施例2中wc增强mocob基复合材料的xrd图谱;
[0011]
图2为本发明实施例2中wc增强mocob基复合材料的显微组织照片。
具体实施方式
[0012]
除非有特殊说明,本文中的科学与技术术语及方法根据相关领域普通技术人员的认识理解或采用已有相关方法实现。还应理解,本文涉及的温度、保温时长是近似值,用于说明目的。虽然与本文描述的方法和材料相似或等价的方法和材料可以用于本公开的实施,但下文描述了部分适合的方法和材料。本文提到的出版物、专利申请、专利和其他参考文献以引用方式部分纳入本文,如出现冲突,以本文为准。另外,所述材料、方法、物料配比和实施例仅是示例性的,而并不意欲进行限制。具体方案中,本领域技术人员可以根据本发明所公开内容采用常规实验时段对方法中所涉及的物质配比、操作参数取值进行优化以实现本发明的目的。
[0013]
本发明所述压制成型的目的是使粉状原料初步致密化,所制得的坯体形状与大小取决于模具形状。现有陶瓷领域所用模具如容积尺寸大于3mm*3mm的模具均适用于本发明。
[0014]
本发明制备方法中所涉及的烧结在真空碳管炉中进行,本领域技术人员在本发明公开内容基础上,针对不同配方材料及本发明的效果,可以采用常规实验手段对具体烧结进行优化,以下实施例所采取的具体烧结工艺仅为一种具体示例,以对本发明的方案做解释说明,本发明的烧结工艺并不限于此。烧结工艺参数示例,将温度自室温以5~15℃/min的升温速率升至1370~1470℃,并保温0~80min,之后炉冷至室温。
[0015]
下面通过实施例对本发明作进一步详细说明。本发明实施例中所用原材料mo、co、b和wc粉均为市售的化学纯粉末试剂。球磨采用行星式球磨机(qm-3sp4)。但本发明并不限于这些具体设备。
[0016]
本发明中使用hrs-150型洛氏硬度计测量wc增强mocob基复合材料的硬度;参考国标gb/t6569-2006,采用三点弯曲试验法对wc增强mocob基复合材料试样的抗弯强度进行测试。
[0017]
实施例1:
[0018]
本实施例选用纯度不低于99.0%的mo、co、b和wc粉作为原料,按重量百分比为:mo为50.0%,co为38.0%,b为8.0%,wc为4.0%;
[0019]
将混合粉末进行球磨、压坯制成圆柱状(直径44mm,高度8~9mm)坯体;
[0020]
随后将坯体放入真空碳管炉中进行烧结,烧结工艺参数为:将温度自室温以5℃/min的升温速率升至1370℃,并保温0min,之后炉冷至室温。
[0021]
本实施例中制备得到的wc增强mocob基复合材料包含mocob硬质相、co基粘结相和wc增强相,其硬度为89.0hra,抗弯强度为1712.5mpa。
[0022]
实施例2:
[0023]
本实施例选用纯度不低于99.0%的mo、co、b和wc粉作为原料,按重量百分比为:mo为42.0%,co为44.0%,b为6.0%,wc为8.0%;
[0024]
将混合粉末进行球磨、压坯制成圆柱状(直径44mm,高度8~9mm)坯体;
[0025]
随后将坯体放入真空碳管炉中进行烧结,烧结工艺参数为:将温度自室温以10℃/min的升温速率升至1420℃,并保温40min,之后炉冷至室温。
[0026]
本实施例中制备得到的wc增强mocob基复合材料包含mocob硬质相、co基粘结相和wc增强相(xrd图谱见图1),显微组织见图2;复合材料的硬度为90.1hra,抗弯强度为1876.3mpa。
[0027]
实施例3:
[0028]
本实施例选用纯度不低于99.0%的mo、co、b和wc粉作为原料,按重量百分比为:mo为33.0%,co为51.0%,b为4.0%,wc为12.0%;
[0029]
将混合粉末进行球磨、压坯制成圆柱状(直径44mm,高度8~9mm)坯体;
[0030]
随后将坯体放入真空碳管炉中进行烧结,烧结工艺参数为:将温度自室温以15℃/min的升温速率升至1470℃,并保温80min,之后炉冷至室温。
[0031]
本实施例中制备得到的wc增强mocob基复合材料包含mocob硬质相、co基粘结相和wc增强相,其硬度为88.5hra,抗弯强度为1922.8mpa。
[0032]
对比例:
[0033]
该对比例与实施例2不同的是:原料中不包含wc粉。
[0034]
该对比例得到的mocob基金属陶瓷包含mocob硬质相和co基粘结相,其硬度为87.5hra,抗弯强度为1591.1mpa。
[0035]
上述实施例及对照例复合材料测试性能如表1所示。
[0036]
表1复合材料的力学性能
[0037]
样品硬度/hra抗弯强度/mpa对比例87.51591.1实施例189.01712.5实施例290.11876.3实施例388.51922.8
[0038]
从表1测试结果可以看出,与对比例相比,本发明制备得到的wc增强mocob基复合材料硬度和抗弯强度均增大,硬度最大突破90hra,抗弯强度最大提升约20.8%,综合力学性能得到较大幅度提升。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1