聚苯醚系树脂组合物和车辆用灯具延长件的制作方法
[0001]
本发明涉及聚苯醚系树脂组合物和由该组合物构成的车辆用灯具延长件。
背景技术:
[0002]
聚苯醚树脂具有机械物性、电特性、耐酸/耐碱性、耐热性优异;同时比重低、吸水性低、并且尺寸稳定性良好等诸多特性。因此,聚苯醚树脂作为家电产品、oa设备、办公设备、信息设备和汽车等的材料被广泛利用。
[0003]
尤其是由于其具有低比重、高耐热性这样的特性,因而在汽车用灯周边部件(例如外壳、反射镜、延长件)或各种照明器具等的光反射成型体用途中,也期待聚苯醚树脂组合物的应用。
[0004]
其中,车辆用灯具延长件等汽车用灯周边部件近年来对于轻量化、薄壁化、良好的表面外观的要求日益提高,在该用途中使用聚苯醚树脂组合物的情况下,进一步要求高耐热性和刚性、良好的成型流动性、高光反射特性、铝蒸镀性的简便性。另外,期待该成型品具有良好的表面外观和亮度感等。
[0005]
此处,作为使用聚苯醚系树脂组合物而成的汽车用灯周边部件的相关技术,例如专利文献1中公开了一种耐热性、成型加工性以及耐水解性优异的车辆用灯具用反射板,其是由以具有特定的加热变形温度和拉伸强度保持率的聚苯醚系树脂作为主体的热塑性树脂组合物成型而成的。
[0006]
专利文献2中公开了一种热塑性树脂组合物,其通过包含聚苯醚系树脂、具有特定的重均分子量和z平均分子量中的支化点数的聚苯乙烯系树脂以及任选的橡胶状聚合物而使流动性和所得到的成型品的外观优异。
[0007]
专利文献3中公开了一种耐热性、鲜锐度以及机械特性优异的灯反射罩,该灯反射罩具有金属反射板,该金属反射板由具有特定的粒度和热变形温度的聚苯醚系树脂成型材料所成型、且由干式法形成。
[0008]
专利文献4中公开了,在头灯等的反射部件中,在延长件的热塑性树脂层中适合使用改性聚苯醚树脂。
[0009]
专利文献5中公开了,通过使用含有特定比例的聚苯醚系树脂且具有特定成雾性的树脂组合物,可得到具有高耐热性、刚性和表面平滑性,进而铝蒸镀外观、高温条件下的成雾性也优异的车辆用灯具周边部件。
[0010]
专利文献6中公开了一种树脂组合物以及包含该树脂组合物的车辆用灯具延长件成型体,该树脂组合物通过含有特定含量的聚苯醚并具有特定的比重而使其比重低、耐热性与成型流动性的平衡良好、进而成型品光泽和亮度感优异。
[0011]
专利文献7中公开了一种高亮度、低气体性薄壁树脂反射镜,其由以特定的比例包含聚苯醚树脂、聚苯乙烯树脂、以及包含特定分子量的氢化嵌段共聚物的橡胶聚合物的树脂组合物形成,在进行了金属蒸镀、例如铝蒸镀的薄壁部分,热老化前后的外观、特别是表面反射率的保持优异。
[0012]
专利文献8中公开了一种注射成型品(汽车前灯遮光板),其由以特定比例包含聚芳醚、包含具有特定的体积平均粒径的橡胶颗粒的橡胶改性聚苯乙烯、包含特定量的聚(烯基芳香族)的特定重均分子量的氢化嵌段共聚物以及烃树脂的组合物所成型,比由矿物质填充和非填充聚酯制备的对应物品更轻,在不牺牲冲击强度、耐热性、光泽以及熔融流动特性的情况下有助于提高燃料效率。
[0013]
专利文献9中公开了一种黑色成型体和光反射成型体,其由以特定比例含有聚苯醚、苯乙烯系树脂和炭黑的树脂组合物所成型,通过使成型体表面的镜面部分的特定面积内存在的白斑为特定个数以下而使其比重低,成型体表面的白斑极少,铝蒸镀外观优异。
[0014]
专利文献10中公开了一种光反射部件用成型体,其由以特定比例含有聚苯醚以及包含特定量的丙烯腈的苯乙烯-丙烯腈树脂的树脂组合物所成型,铝蒸镀后的成型体表面的白斑极少,并且抑制了在高温滞留成型条件下在成型体表面产生银纹。
[0015]
现有技术文献
[0016]
专利文献
[0017]
专利文献1:日本特开平5-320495号公报
[0018]
专利文献2:日本特开平7-268151号公报
[0019]
专利文献3:日本特开平9-167511号公报
[0020]
专利文献4:日本特开平11-96805号公报
[0021]
专利文献5:国际公开第2010/134608号
[0022]
专利文献6:国际公开第2012/070592号
[0023]
专利文献7:日本特开2012-164577号公报
[0024]
专利文献8:日本特开2014-507537号公报
[0025]
专利文献9:日本特开2016-138200号公报
[0026]
专利文献10:日本特开2014-47343号公报
技术实现要素:
[0027]
发明所要解决的课题
[0028]
但是,在车辆用灯具延长件之类的薄壁(例如厚度2.5mm以下)的大型成型品中,在为了实现高强度化、高外观化而以满射进行注射成型时,上述现有技术文献中所公开的现有的聚苯醚系树脂组合物的流动性未必充分,在这方面还有改善的余地。另外,在车辆用灯具延长件的情况下要求优异的表面外观和亮度感,但由现有的聚苯醚系树脂组合物形成的成型品可能会由于热历史所致的变形、湿热环境下的膨胀等而产生外观不良。此外,车辆用灯具延长件大多在密闭结构内使用,并且尤其是在伴随照明的led化而使用吸水性高的树脂的情况下,在位于车辆用灯具的前面的透明罩的内表面会由于车辆用灯具的内部温度与外部气体的温度差而产生结露,可能使灯的照度降低。
[0029]
因此,本发明的目的在于提供具有优异的流动性和耐热性的聚苯醚系树脂组合物,以及由该树脂组合物形成的重量轻、外观和低吸水性优异的车辆用灯具延长件。
[0030]
用于解决课题的手段
[0031]
本发明人为了解决上述课题进行了深入研究,结果发现,通过以特定的含量包含比浓粘度不同的两种聚苯醚系树脂、包含乙烯基芳香族烃聚合物嵌段和氢化的共轭二烯聚
合物嵌段且具有特定分子量和分子量分布的嵌段共聚物、以及乙烯基芳香族烃的均聚物,可得到具有优异的流动性和耐热性的聚苯醚系树脂组合物,并且可由该树脂组合物得到重量轻且外观和低吸水性优异的车辆用灯具延长件,从而完成了本发明。
[0032]
即,本发明如下所述。
[0033]
[1]
[0034]
一种树脂组合物,其特征在于,其含有:
[0035]
42~57质量%的(a)比浓粘度(氯仿溶剂中,30℃)为0.39~0.43dl/g的聚苯醚系树脂,
[0036]
11~26质量%的(b)比浓粘度(氯仿溶剂中,30℃)为0.31~0.34dl/g的聚苯醚系树脂,
[0037]
9~15质量%的(c)包含乙烯基芳香族烃聚合物嵌段(c1)和氢化的共轭二烯聚合物嵌段(c2)的嵌段共聚物,以及
[0038]
15~23质量%的(d)乙烯基芳香族烃的均聚物,
[0039]
上述(c)嵌段共聚物包含62~70质量%的来自乙烯基芳香族烃的单体单元,重均分子量mw为50,000~70,000,分子量分布mw/mn(mn为数均分子量)为1.00~1.30。
[0040]
[2]
[0041]
如[1]所述的树脂组合物,其中,上述(c)成分为由聚苯乙烯和氢化的聚丁二烯构成的c1-c2-c1型嵌段共聚物。
[0042]
[3]
[0043]
如[1]或[2]所述的树脂组合物,其中,上述(d)成分是重均分子量mw为170,000~210,000、分子量分布mw/mn为2.0~3.0的聚苯乙烯。
[0044]
[4]
[0045]
如[1]~[3]中任一项所述的树脂组合物,其中,利用配备有宽度8mm、成型厚度2mm的螺旋状模具的注射成型机,以料筒温度330℃、模具温度120℃、注射压力100mpa(表压)、注射速度50mm/秒、注射时间/冷却时间=9秒/15秒进行成型时,所得到的成型品的距离浇口对应位置的流动长度l为400mm以上。
[0046]
[5]
[0047]
一种车辆用灯具延长件,其特征在于,其由[1]~[4]中任一项所述的树脂组合物形成。
[0048]
[6]
[0049]
如[5]所述的车辆用灯具延长件,其中,比重为1.10以下,并且在60℃、95%rh下使其吸水1,000小时后的吸水率为0.4质量%以下。
[0050]
[7]
[0051]
如[5]或[6]所述的车辆用灯具延长件,其中,在铝蒸镀后在155℃的环境中静置24小时的情况下,静置前后的表面粗糙度ra的变化(δra)为10nm以下。
[0052]
[8]
[0053]
如[5]~[7]中任一项所述的车辆用灯具延长件,其中,距离浇口对应位置的最大流动长度lmax与平均厚度t之比lmax/t为150以上。
[0054]
[9]
[0055]
如[5]~[8]中任一项所述的车辆用灯具延长件,其中,平均厚度t为3mm以下。
[0056]
发明的效果
[0057]
根据本发明,可以提供具有优异的流动性和耐热性的聚苯醚系树脂组合物、以及由该树脂组合物形成的重量轻、外观和低吸水性优异的车辆用灯具延长件。
具体实施方式
[0058]
以下对本发明的具体实施方式(下文中称为“本实施方式”)进行详细说明。需要说明的是,本发明并不限于以下的实施方式,可以在其要点的范围内进行各种变形来实施。
[0059]
<树脂组合物>
[0060]
本实施方式的树脂组合物的特征在于,其含有:42~57质量%的(a)比浓粘度(氯仿溶剂中,30℃)为0.39~0.43dl/g的聚苯醚系树脂;11~26质量%的(b)比浓粘度(氯仿溶剂中,30℃)为0.31~0.34dl/g的聚苯醚系树脂;9~15质量%的(c)包含乙烯基芳香族烃聚合物嵌段(c1)和氢化的共轭二烯聚合物嵌段(c2)的嵌段共聚物;以及15~23质量%的(d)乙烯基芳香族烃的均聚物,上述(c)嵌段共聚物包含62~70质量%的来自乙烯基芳香族烃的单体单元,重均分子量mw为50,000~70,000,分子量分布mw/mn(mn为数均分子量)为1.00~1.30。
[0061]
本实施方式的树脂组合物通过以特定的比例含有比浓粘度不同的两种聚苯醚系树脂,能够具有优异的流动性,可良好地成型出薄壁的成型品。另外,通过使聚苯醚系树脂和乙烯基芳香族烃的均聚物的含量为特定的范围,在成型品中能够保持灯具所需要的性能,并且能够实现轻量化和高外观化。进而,通过使嵌段共聚物的含量为特定的范围,能够防止成型品在湿热环境下的膨胀和成型时的脱模不良(破裂)。
[0062]
下面对本实施方式的树脂组合物的构成成分进行说明。
[0063]
《(a)聚苯醚系树脂》
[0064]
本实施方式的树脂组合物中,相对于树脂组合物100质量%,含有42~57质量%的(a)比浓粘度(氯仿溶剂中,30℃)为0.39~0.43dl/g的聚苯醚系树脂(本说明书中,有时将其称为“(a)ppe系树脂”或简称为“(a)成分”)。通过含有(a)成分,本实施方式的树脂组合物具有优异的湿热耐性、高dtul,并且能够实现成型品的轻量化。
[0065]
作为(a)聚苯醚系树脂没有特别限定,例如可以举出聚苯醚、改性聚苯醚以及两者的混合物等。(a)成分可以单独使用一种,也可以将两种以上组合来合用。
[0066]-聚苯醚-[0067]
作为聚苯醚没有特别限定,例如可以举出由下述式(1)所表示的重复单元结构构成的均聚物和/或具有下述式(1)所表示的重复单元结构的共聚物。
[0068]
[化1]
[0069]
[0070]
[式中,r1、r2、r3和r4各自独立地为选自由氢原子、卤原子、碳原子数1~7的伯烷基、碳原子数1~7的仲烷基、苯基、卤代烷基、氨基烷基、烃氧基、以及至少两个碳原子将卤原子与氧原子隔开的卤代烃氧基组成的组中的一价基团。]
[0071]
作为这样的聚苯醚没有特别限定,可以使用公知的聚苯醚。作为聚苯醚的具体例,例如可以举出聚(2,6-二甲基-1,4-亚苯基醚)、聚(2-甲基-6-乙基-1,4-亚苯基醚)、聚(2-甲基-6-苯基-1,4-亚苯基醚)、聚(2,6-二氯-1,4-亚苯基醚)等均聚物;2,6-二甲基苯酚与2,3,6-三甲基苯酚或2-甲基-6-丁基苯酚等其他苯酚类的共聚物等共聚物;等等。其中优选聚(2,6-二甲基-1,4-亚苯基醚)、2,6-二甲基苯酚与2,3,6-三甲基苯酚的共聚物,更优选聚(2,6-二甲基-1,4-亚苯基醚)。
[0072]
作为聚苯醚的制造方法没有特别限定,可以使用现有公知的方法。作为聚苯醚的制造方法的具体例,例如可以举出通过使用亚铜盐与胺的络合物作为催化剂将例如2,6-二甲苯酚氧化聚合来进行制造的美国专利第3306874号说明书等中记载的方法、美国专利第3306875号说明书、美国专利第3257357号说明书、美国专利第3257358号说明书、日本特公昭52-17880号公报、日本特开昭50-51197号公报、日本特开昭63-152628号公报等中记载的方法等。
[0073]-改性聚苯醚-[0074]
作为改性聚苯醚没有特别限定,例如可以举出在上述聚苯醚上接枝和/或加成苯乙烯系聚合物和/或其衍生物而得到的改性聚苯醚等。接枝和/或加成所带来的质量增加的比例没有特别限定,相对于改性聚苯醚100质量%,优选为0.01质量%以上,并且优选为10质量%以下、更优选为7质量%以下、特别优选为5质量%以下。
[0075]
作为改性聚苯醚的制造方法没有特别限定,例如可以举出在自由基引发剂的存在下或非存在下接枝和/或加成各种乙烯基化合物的方法。优选在熔融状态、溶液状态或浆料状态下,在80~350℃的条件下使上述聚苯醚与苯乙烯系聚合物和/或其衍生物反应的方法等。
[0076]
(a)成分为聚苯醚与改性聚苯醚的混合物的情况下,上述聚苯醚与上述改性聚苯醚的混合比例没有特别限定,可以为任意的比例。
[0077]
从树脂组合物的流动性、所得到的成型品的强度的方面出发,(a)成分的比浓粘度为0.39~0.43dl/g,优选为0.39~0.42dl/g、更优选为0.40~0.42dl/g。比浓粘度可以通过聚合时间、催化剂量进行控制。
[0078]
需要说明的是,(a)成分的比浓粘度可以使用η
sp
/c:0.5g/dl的氯仿溶液,在温度30℃的条件下利用乌氏粘度管进行测定。
[0079]
从树脂组合物的流动性、所得到的成型品的强度和轻量性的方面出发,本实施方式的树脂组合物中的(a)成分的含量相对于树脂组合物总量(100质量%)为42~57质量%,优选为48~56质量%、更优选为50~56质量%。
[0080]
《(b)聚苯醚系树脂》
[0081]
本实施方式的树脂组合物中,相对于树脂组合物100质量%,含有11~26质量%的(b)比浓粘度(氯仿溶剂中,30℃)为0.31~0.34dl/g的聚苯醚系树脂(本说明书中,有时将其称为“(b)ppe系树脂”或简称为“(b)成分”)。通过含有(b)成分,本实施方式的树脂组合物具有优异的湿热耐性、优异的成型流动性以及高dtul,并且能够实现成型品的轻量化。
[0082]
作为本实施方式中使用的(b)聚苯醚系树脂没有特别限定,可以使用与上述(a)聚苯醚系树脂同样的聚苯醚系树脂。
[0083]
从树脂组合物的流动性、所得到的成型品的强度的方面出发,(b)成分的比浓粘度为0.31~0.34dl/g,优选为0.32~0.33dl/g。比浓粘度可以通过聚合时间、催化剂量进行控制。
[0084]
需要说明的是,(b)成分的比浓粘度可以使用η
sp
/c:0.5g/dl的氯仿溶液,在温度30℃的条件下利用乌氏粘度管进行测定。
[0085]
从树脂组合物的流动性、所得到的成型品的强度和轻量性的方面出发,本实施方式的树脂组合物中的(b)成分的含量相对于树脂组合物总量(100质量%)为11~26质量%,优选为12~20质量%、更优选为12~18质量%。
[0086]
《(c)嵌段共聚物》
[0087]
本实施方式的树脂组合物中,相对于树脂组合物100质量%,含有9~15质量%的(c)包含乙烯基芳香族烃聚合物嵌段(c1)和氢化的共轭二烯聚合物嵌段(c2)的嵌段共聚物(本说明书中,有时简称为“(c)成分”)。本实施方式的树脂组合物通过含有(c)成分,与(a)成分和(b)成分的混合性、耐冲击性提高。
[0088]
作为(c)嵌段共聚物没有特别限定,例如可以举出未改性嵌段共聚物、改性嵌段共聚物以及它们的混合物等。(c)成分可以单独使用一种,也可以将两种以上组合来合用。
[0089]
需要说明的是,在(c)成分中可以以不妨碍本发明目的的程度少量包含除乙烯基芳香族烃聚合物嵌段(c1)和氢化的共轭二烯聚合物嵌段(c2)以外的嵌段。
[0090]-乙烯基芳香族烃聚合物嵌段(c1)-[0091]
作为构成乙烯基芳香族烃聚合物嵌段(c1)的乙烯基芳香族烃化合物没有特别限定,例如可以举出苯乙烯、α-甲基苯乙烯、乙烯基甲苯、对叔丁基苯乙烯、二苯基乙烯等,特别优选苯乙烯。上述乙烯基芳香族烃化合物可以单独使用一种,也可以将两种以上组合来合用。
[0092]
从与(a)成分和(b)成分的混合性的方面出发,(c)嵌段共聚物中的乙烯基芳香族烃聚合物嵌段(c1)的含量(来自乙烯基芳香族烃的单体单元的含量)为62~70质量%,优选为64~70质量%、更优选为64~68质量%。
[0093]-氢化的共轭二烯聚合物嵌段(c2)-[0094]
从热稳定性的方面出发,氢化的共轭二烯聚合物嵌段(c2)(本说明书中,有时记载为“氢化共轭二烯聚合物嵌段(c2)”、“加氢共轭二烯聚合物嵌段(c2)”)的氢化率优选为50%以上、更优选为80%以上、进一步优选为95%以上。
[0095]
需要说明的是,氢化率可以使用核磁共振装置(nmr)进行测定。
[0096]
作为构成共轭二烯聚合物嵌段(c2)的共轭二烯化合物,可以举出但不限于例如丁二烯、异戊二烯、1,3-戊二烯、2,3-二甲基-1,3-丁二烯以及它们的组合等,特别优选丁二烯。上述共轭二烯化合物可以单独使用一种,也可以将两种以上组合来合用。
[0097]
从机械强度的方面出发,(c)嵌段共聚物中的氢化的共轭二烯聚合物嵌段(c2)的含量优选为30~38质量%、更优选为30~36质量%、进一步优选为32~36质量%。
[0098]
构成(c)嵌段共聚物的重复单元的排列样式可以为线型,也可以为辐射型,优选为线型。具体而言,(c)嵌段共聚物可以举出上述乙烯基芳香族烃聚合物嵌段(c1)和上述共轭
二烯聚合物嵌段(c2)的结构为c1-c2、c1-c2-c1、c2-c1-c2-c1等的嵌段共聚物。其中,从防止在湿热环境下发生膨胀的方面出发,特别优选为由聚苯乙烯-氢化聚丁二烯-聚苯乙烯结构构成的c1-c2-c1型的嵌段共聚物。
[0099]
从树脂组合物的成型流动性、所得到的成型品的外观保持、与(a)成分和(b)成分的混合性的方面出发,(c)成分的重均分子量mw为50,000~70,000,优选为51,000~70,000、更优选为51,000~68,000。
[0100]
另外,从成型流动性的方面出发,(c)成分的分子量分布mw/mn(mn为数均分子量)为1.00~1.30,优选为1.05~1.20、更优选为1.05~1.15。
[0101]
需要说明的是,(c)成分的重均分子量mw、数均分子量mn以及分子量分布mw/mn为利用gpc(凝胶渗透色谱法)使流动相为氯仿而测定的聚苯乙烯换算的分子量,可以利用现有公知的方法求出。
[0102]
从防止所得到的成型品在湿热环境下的膨胀、成型品制造时的脱模不良(破裂)等的方面出发,本实施方式的树脂组合物中的(c)成分的含量相对于树脂组合物总量(100质量%)为9~15质量%,优选为9~13质量%、更优选为10~13质量%。
[0103]
作为(c)嵌段共聚物的制造方法没有特别限定,可以使用公知的制造方法。作为公知的制造方法的具体例,例如可以举出日本特开昭47-11486号公报、日本特开昭49-66743号公报、日本特开昭50-75651号公报、日本特开昭54-126255号公报、日本特开昭56-10542号公报、日本特开昭56-62847号公报、日本特开昭56-100840号公报、日本特开平2-300218号公报、英国专利第1130770号说明书、美国专利第3281383号说明书、美国专利第3639517号说明书、英国专利第1020720号说明书、美国专利第3333024号说明书以及美国专利第4501857号说明书中记载的方法等。
[0104]
《(d)乙烯基芳香族烃的均聚物》
[0105]
本实施方式的树脂组合物中,相对于树脂组合物100质量%,含有15~23质量%的(d)乙烯基芳香族烃的均聚物(本说明书中,有时简称为“(d)成分”)。本实施方式的树脂组合物通过含有(d)成分,可促进流动性,适当地调整耐热性。
[0106]
作为构成(d)成分的乙烯基芳香族烃化合物没有特别限定,例如可以举出苯乙烯、α-甲基苯乙烯、乙烯基甲苯、对叔丁基苯乙烯、二苯基乙烯等,特别优选苯乙烯。
[0107]
(d)成分的重均分子量mw优选为170,000~210,000、更优选为180,000~210,000、进一步优选为185,000~210,000。通过使重均分子量mw为170,000以上,可得到高强度的成型品,通过使重均分子量mw为210,000以下,树脂组合物的粘度良好,在成型品的注射成型时能够防止短射。
[0108]
另外,从成型流动性的方面出发,(d)成分的分子量分布mw/mn(mn为数均分子量)优选为2.0~3.0、更优选为2.2~2.8。
[0109]
需要说明的是,(d)成分的重均分子量mw、数均分子量mn以及分子量分布mw/mn为利用gpc(凝胶渗透色谱法)使移动相为氯仿而测定的聚苯乙烯换算的分子量,可以利用现有公知的方法求出。
[0110]
从所得到的成型品的耐热性和树脂组合物的成型流动性的方面出发,本实施方式的树脂组合物中的(d)成分的含量相对于树脂组合物总量(100质量%)为15~23质量%,优选为15~22质量%。
[0111]
《(e)其他添加剂》
[0112]
作为在本实施方式中任选使用的其他添加剂(e)没有特别限定,例如可以举出(c)成分以外的乙烯基芳香族烃聚合物-共轭二烯聚合物的嵌段共聚物、抗氧化剂、金属惰化剂、热稳定剂、阻燃剂、氟系聚合物、增塑剂、三氧化锑等阻燃助剂、耐候(光)性改良剂、滑动剂、炭黑等各种着色剂、脱模剂、混合剂等。
[0113]
尤其是作为炭黑,优选一次平均粒径为8~50nm的炭黑,更优选一次平均粒径为10~40nm、进一步优选一次平均粒径为10~30nm。从树脂组合物的流动性的方面出发,优选一次平均粒径为8nm以上。另外,一次平均粒径为50nm以下时,能够避免因粒径大的碳在表面突出所致的外观不良,因而优选。
[0114]
从所得到的成型品的高外观性的方面出发,树脂组合物中的炭黑的含量相对于树脂组合物总量(100质量%)优选为0.05~2.0质量%、更优选为0.05~1.0质量%。
[0115]
从所得到的成型品的长期老化特性和高外观性的方面出发,本实施方式的树脂组合物中的其他添加剂的含量相对于树脂组合物总量(100质量%)优选分别为1.0质量%以下。另外,以其他添加剂的总量计,相对于树脂组合物总量(100质量%)优选为5.0质量%以下、更优选为3.0质量%以下,可以为2.0质量%以下。
[0116]
关于本实施方式的树脂组合物的成型流动性,可以利用配备有宽度8mm、成型厚度2mm、长度500mm的螺旋状模具的注射成型机(例如东芝机械公司制、ec-40n),将树脂组合物以料筒温度330℃、模具温度120℃、注射压力100mpa(表压)、注射速度50mm/秒、注射时间/冷却时间=9秒/15秒进行成型,通过成型后所得到的成型品的距离浇口对应位置(与模具的浇口相对应的位置)的流动长度l(mm)来评价成型流动性。
[0117]
流动长度l优选为400mm以上、更优选为420mm以上、进一步优选为430mm以上。流动长度l为上述范围时,能够通过浇口个数少的注射成型容易地制造出薄壁、高外观的成型品。
[0118]
需要说明的是,流动长度l(mm)是对10个成型品进行测定的值的平均值,具体而言,可以通过后述实施例中记载的方法求出。
[0119]
<树脂组合物的制造方法>
[0120]
本实施方式的树脂组合物可以通过将聚苯醚系树脂(a)和(b)、嵌段共聚物(c)、乙烯基芳香族烃的均聚物(d)、以及作为任选成分的其他材料(e)等原材料与聚苯醚(a)的制造方法中的熔融混炼同样地进行熔融混炼来制造。关于用于制造上述树脂组合物的上述成分(a)~(e)等的熔融混炼的条件没有特别限制,从大量且稳定地得到能够充分发挥出本实施方式所期望的效果的树脂组合物的方面出发,优选使用螺杆直径25~90mm的双螺杆挤出机。作为一例,在使用tem58ss双螺杆挤出机(东芝机械公司制、机筒数13、螺杆直径58mm、l/d=53;具有2个捏合盘l、14个捏合盘r以及2个捏合盘n的螺旋模式)的情况下,可以举出在料筒温度270~330℃、螺杆转速150~700rpm、挤出速率150~600kg/h以及排气口真空度11.0~1.0kpa的条件下进行熔融混炼的方法。
[0121]
关于挤出树脂温度,优选在250~380℃的范围内进行。挤出树脂温度的更优选的范围为270~360℃、进而更优选的范围为300~350℃。从充分体现本申请用途所要求的效果和挤出性的方面出发,挤出树脂温度优选为250℃以上,从挤出性和防止树脂组合物的分解的方面出发,挤出树脂温度优选为380℃以下。
[0122]
在使用大型(螺杆直径40~90mm)的双螺杆挤出机来制造本实施方式中使用的树脂组合物时应该注意的是,挤出时所产生的、由上述(a)成分生成的凝胶或碳化物会混入到挤出树脂粒料中,由此可能成为使成型品的表面外观或层积成型品的表面反射率降低的原因。因此,优选从最上游(顶部加料)的原料投入口投入上述(a)成分,并将最上游投入口处的注射装置内部的氧浓度设定为15容量%以下,该氧浓度更优选为8容量%以下、进而更优选为1容量%以下。
[0123]
氧浓度的调节可以如下进行:对储料仓内充分进行氮气置换,在按照从储料仓到挤出机原料投入口为止的进料管线中没有空气进出的方式密封的基础上,进行氮气投入量的调节、排气口开度的调节,由此进行氧浓度的调节。
[0124]
<成型品>
[0125]
本实施方式的成型品可以通过将上述树脂组合物成型而得到。
[0126]
作为本实施方式的成型品的用途没有特别限制,例如可以举出投影仪或各种照明器具等的光源反射部件、汽车的灯反射罩、以成型品为基体并在表面进行铝蒸镀而得到的车辆用灯具延长件等。其中,本实施方式的成型品优选用作车辆用灯具反射镜或车辆用灯具延长件,特别优选用作车辆用灯具延长件。
[0127]
此处,车辆用灯具延长件是存在于反射镜(其是位于汽车的前照灯的光源束的后方的光反射部件)与灯前罩之间的比较大型的光反射部件。车辆用灯具延长件不需要反射镜那么高的耐热性,但以更高的水平要求成型品光泽面的良好的亮度感和铝蒸镀后的表面外观、耐热性与成型流动性的充分的平衡特性、轻量性(为低比重的材料)等。
[0128]
从轻量性的方面出发,本实施方式的成型品的比重优选为1.15以下、更优选为1.00~1.15、进一步优选为1.00~1.10。
[0129]
需要说明的是,成型品的比重具体而言可以通过后述实施例所记载的方法进行测定。
[0130]
另外,从防止结露的方面出发,本实施方式的成型品在60℃、95%rh下吸水1,000小时时的吸水率优选为0.4质量%以下、更优选为0.35质量%以下、进一步优选为0.30质量%以下。上述吸水率的下限没有特别限定,可以为0质量%以上。
[0131]
需要说明的是,成型品的吸水率具体而言可以通过后述实施例所记载的方法进行测定。
[0132]
另外,从在铝蒸镀后也维持良好的外观的方面出发,本实施方式的成型品在155℃的环境中静置24小时的情况下,静置前后的表面粗糙度ra的变化(δra)优选为10nm以下、更优选为8nm以下、进一步优选为5nm以下。
[0133]
需要说明的是,成型品的表面粗糙度ra的变化(δra)具体而言可以通过后述实施例所记载的方法进行观察。
[0134]
从应用于车辆用灯具延长件、车辆用灯具反射镜等用途的方面出发,本实施方式的成型品优选为薄壁形状。
[0135]
作为薄壁形状的评价指标,可以举出成型品的距离浇口对应位置(与模具的浇口相对应的位置)的最大流动长度lmax与平均厚度t之比lmax/t,lmax/t优选为150以上、更优选为155以上、进一步优选为160以上。
[0136]
需要说明的是,最大流动长度lmax和平均厚度t具体而言可以通过后述实施例所
记载的方法进行观察。
[0137]
另外,从轻量性的方面出发,本实施方式的车辆用灯具延长件的平均厚度t优选为3.0mm以下、更优选为2.4mm以下、进一步优选为1.8mm以下、特别优选为1.5mm以下。
[0138]
需要说明的是,平均厚度t具体而言可以通过后述实施例所记载的方法进行观察。
[0139]
〈成型品的制造方法〉
[0140]
作为本实施方式的成型品的制造方法,可以优选举出但不限于例如注射成型、挤出成型、真空成型和气压成型,尤其是从成型外观和亮度感的方面出发,更优选使用注射成型。
[0141]
成型品制造时的成型温度优选为机筒设定最高温度250~340℃的范围内,更优选为270~330℃、进而更优选为280~320℃。从充分的成型加工性的方面出发,成型温度优选为250℃以上,从抑制树脂的热劣化的方面出发,成型温度优选为340℃以下。
[0142]
关于成型品制造时的模具温度,优选在40~170℃的范围内进行,更优选为80~150℃、进而更优选为80~130℃的范围内。从保持充分的成型品外观的方面出发,模具温度优选为40℃以上,从成型稳定性的方面出发,模具温度优选为170℃以下。
[0143]
[实施例]
[0144]
以下举出实施例对本发明的实施方式进行说明,但本发明并不限于这些实施例。
[0145]
实施例和比较例的树脂组合物以及成型品中使用的原材料如下所示。
[0146]
[原材料]
[0147]-(a)聚苯醚系树脂
[0148]
将2,6-二甲苯酚氧化聚合而得到的比浓粘度0.41dl/g的聚苯醚。
[0149]-(b)聚苯醚系树脂
[0150]
与上述(a)聚苯醚系树脂同样地得到的比浓粘度0.31dl/g的聚苯醚。
[0151]
需要说明的是,聚苯醚(a)和(b)的比浓粘度(η
sp
/c)是将聚苯醚制成0.5g/dl的氯仿溶液,使用乌氏粘度管在30℃进行测定的。
[0152]-(c)嵌段共聚物
[0153]
使乙烯基芳香族烃聚合物嵌段(c1)由聚苯乙烯形成,使氢化的共轭二烯聚合物嵌段(c2)由氢化聚丁二烯形成,合成出未改性的嵌段共聚物。所得到的嵌段共聚物的物性如下所示。
[0154]
●
sebs(c)-1
[0155]
重均分子量mw为52,000、分子量分布mw/mn为1.09、结合苯乙烯量为65质量%的、具有聚苯乙烯嵌段和氢化率98%的氢化丁二烯嵌段的c1-c2-c1型的氢化嵌段共聚物。
[0156]
●
sebs(c)-2
[0157]
重均分子量mw为72,000、分子量分布mw/mn为1.10、结合苯乙烯量为32质量%的、具有聚苯乙烯嵌段和氢化率98%的氢化丁二烯嵌段的c1-c2-c1型的氢化嵌段共聚物。
[0158]-(d)乙烯基芳香族烃的均聚物
[0159]
重均分子量mw:200,000、分子量分布mw/mn:2.4的通用聚苯乙烯(gpps)。
[0160]
需要说明的是,(c)嵌段共聚物、(d)乙烯基芳香族烃的均聚物的重均分子量(mw)和分子量分布mw/mn通过下述条件求出。
[0161]
装置名:tosho ecosec hlc-8320gpc
[0162]
柱:shodex k-806h、shodex k-803l
[0163]
溶剂:氯仿
[0164]
流量:1.0ml/分钟
[0165]
柱温:35℃
[0166]
检测器:uv(254nm)、ri(30℃)
[0167]
试样浓度:0.1w/v%
[0168]
用于计算重均分子量mw、分子量分布mw/mn的校正曲线使用聚苯乙烯制作。
[0169]-(e)其他添加剂
[0170]
●
炭黑(cb)
[0171]
使用一次粒径为15nm的碳,使用将该碳与上述gpps熔融混炼而得到的母料(mb)。
[0172]
需要说明的是,相对于碳和gpps的合计100质量%,碳的浓度为45质量%。
[0173]-其他原料
[0174]
●
聚碳酸酯(pc)(商品名:panlite[注册商标]l-1225l、帝人株式会社制造)
[0175]
●
聚对苯二甲酸丁二醇酯(pbt)/聚对苯二甲酸乙二醇酯(pet)(pbt/pet)(商品名:valox[注册商标]eh7020hf sabic公司制造)
[0176]
[物性的测定方法]
[0177]
1.比重
[0178]
依据iso1183,测定树脂组合物(实施例1~5、比较例1~6)、pc(比较例7)以及pet/pbt(比较例8)在23℃的比重。
[0179]
2.负荷变形温度(dtul)
[0180]
将所得到的树脂组合物的粒料(实施例1~5、比较例1~6)在120℃的热风干燥机中干燥3小时。
[0181]
利用配备有iso物性试验片模具的注射成型机(东芝机械公司制、is-80epn)以料筒温度330℃、模具温度120℃、注射压力50mpa(表压)、注射速度200mm/秒、注射时间/冷却时间=20秒/20秒的条件由干燥后的树脂组合物成型出iso3167多用途试验片a型的哑铃形成型片。
[0182]
对所得到的成型片进行切割,使用所制作的80mm
×
10mm
×
4mm的试验片,依据iso75以平拉法、0.45mpa测定负荷变形温度(dtul)。
[0183]
值越大,判定为耐热性越优异。
[0184]
3.吸水性
[0185]
将所得到的树脂组合物的粒料(实施例1~5、比较例1~6)在120℃的热风干燥机中干燥3小时。
[0186]
利用配备有iso物性试验片模具的注射成型机(东芝机械公司制、is-80epn)以料筒温度330℃、模具温度120℃、注射压力50mpa(表压)、注射速度200mm/秒、注射时间/冷却时间=20秒/20秒的条件由干燥后的树脂组合物成型出iso3167多用途试验片a型的哑铃形成型片。
[0187]
对所得到的成型片进行切割,制作80mm
×
10mm
×
4mm的试验片。
[0188]
需要说明的是,关于聚碳酸酯(比较例7)的试验片,使用在120℃的热风干燥机中干燥5小时后的粒料,在上述注射成型机中使料筒温度为320℃、模具温度为80℃,除此以外
与树脂组合物的试验片同样地制作。
[0189]
关于pet/pbt(比较例8)的试验片,使用在120℃的热风干燥机中干燥5小时后的粒料,在上述注射成型机中使料筒温度为280℃、模具温度为80℃,除此以外与树脂组合物的试验片同样地制作。
[0190]
将各试验片在120℃的热风干燥机中干燥5小时。
[0191]
使各试验片恢复至室温,将该初始干燥后的试验片的重量作为(i)。
[0192]
接着,将试验片放入烧杯中,放入调整为60℃、湿度95%的恒湿恒温槽中,静置1,000小时。将所取出的试验片利用压缩空气轻吹后的试验片的重量作为(ii)。以吸水率=(ii)-(i)/(i)求出吸水率。
[0193]
4.成型性
[0194]
将所得到的树脂组合物的粒料(实施例1~5、比较例1~6)在120℃的热风干燥机中干燥3小时后,利用配备有将模具表面以#8000进行了抛光的60mm
×
60mm
×
2mm厚度的模具的注射成型机(东芝机械公司制、40t),以料筒温度330℃、模具温度120℃、注射压力100mpa(表压)、注射速度50mm/秒、注射时间/冷却时间=0.25秒/20秒的条件进行成型,得到成型品。
[0195]
将能够良好地成型的情况评价为
○
,将发生了短射或脱模时发生了表层剥离、破裂等的情况评价为
×
。
[0196]
5.成型流动性(流动长度l)
[0197]
利用配备有将模具表面以#8000进行了抛光的宽度8mm、成型厚度2mm、长度500mm的螺旋状模具的注射成型机(东芝机械公司制、ec-40n、40t),将所得到的树脂组合物的粒料(实施例1~5、比较例1~6)以料筒温度330℃、模具温度120℃、注射压力100mpa(表压)、注射速度50mm/秒、注射时间/冷却时间=9秒/15秒进行成型,分别制造出10个成型品。测定各成型品的距离浇口对应位置的流动长度并进行平均,求出流动长度l(mm)。
[0198]
6.成型品的吸水+热老化后的外观
[0199]
对上述4.成型性中得到的成型品(实施例1~5、比较例1~6)进行初始外观的观察。
[0200]
之后放入调整为60℃、湿度95%的恒湿恒温槽中,静置24小时,进一步在155℃的热风干燥机中静置24小时,目视评价成型品的外观。
[0201]
将与初始为同等的外观的成型品评价为
○
,将与初始相比较发生了膨胀的成型品评价为
×
。
[0202]
7.蒸镀成型品的热老化后的外观
[0203]
对上述4.成型性中得到的成型品(实施例1~5、比较例1~6)进行铝蒸镀,制作蒸镀成型品。铝蒸镀的方法如下所述。
[0204]
向真空状态下的蒸镀装置内导入惰性气体和氧气,使腔室内为等离子体状态,对于成型品进行使成型品表面活化的等离子体处理,在真空下的蒸镀装置内进行铝蒸镀,由此得到蒸镀成型品。铝膜厚为约20nm。
[0205]
将所得到的蒸镀成型品在调整为155℃的烘箱中静置24小时。
[0206]
之后恢复到室温,目视观察所取出的蒸镀成型品的外观。
[0207]
将外观没有问题的蒸镀成型品评价为
○
,将蒸镀面观察到彩虹色的成型品、因成
型品发生膨胀而观察到蒸镀层的变形的成型品评价为
×
。
[0208]
8.蒸镀成型品的热老化前后的表面粗糙度的变化(δra)
[0209]
对于上述7.蒸镀成型品的热老化后的外观中制作的蒸镀成型品,测定热老化前后的表面粗糙度的变化(δra)(nm)。
[0210]
对于热老化前的蒸镀成型品,使用表面形状测定装置(ulvac公司制、dektak60m),测定3个部位的表面粗糙度ra1。
[0211]
之后将蒸镀成型品在调整为155℃的烘箱中静置24小时。
[0212]
对于热老化后的蒸镀成型品,测定与热老化前相同的测定部位的表面粗糙度ra2,计算表面粗糙度ra的变化(δra=ra2-ra1),求出其平均值。
[0213]
[实施例和比较例]
[0214]
下面记述各实施例和比较例。
[0215]
●
实施例1~5、比较例1~8
[0216]
在各实施例和各比较例的树脂组合物的制造中,作为熔融混炼机,使用双螺杆挤出机(东芝机械公司制、tem58ss)。设定机筒数为13、螺杆直径为58mm、l/d为53。
[0217]
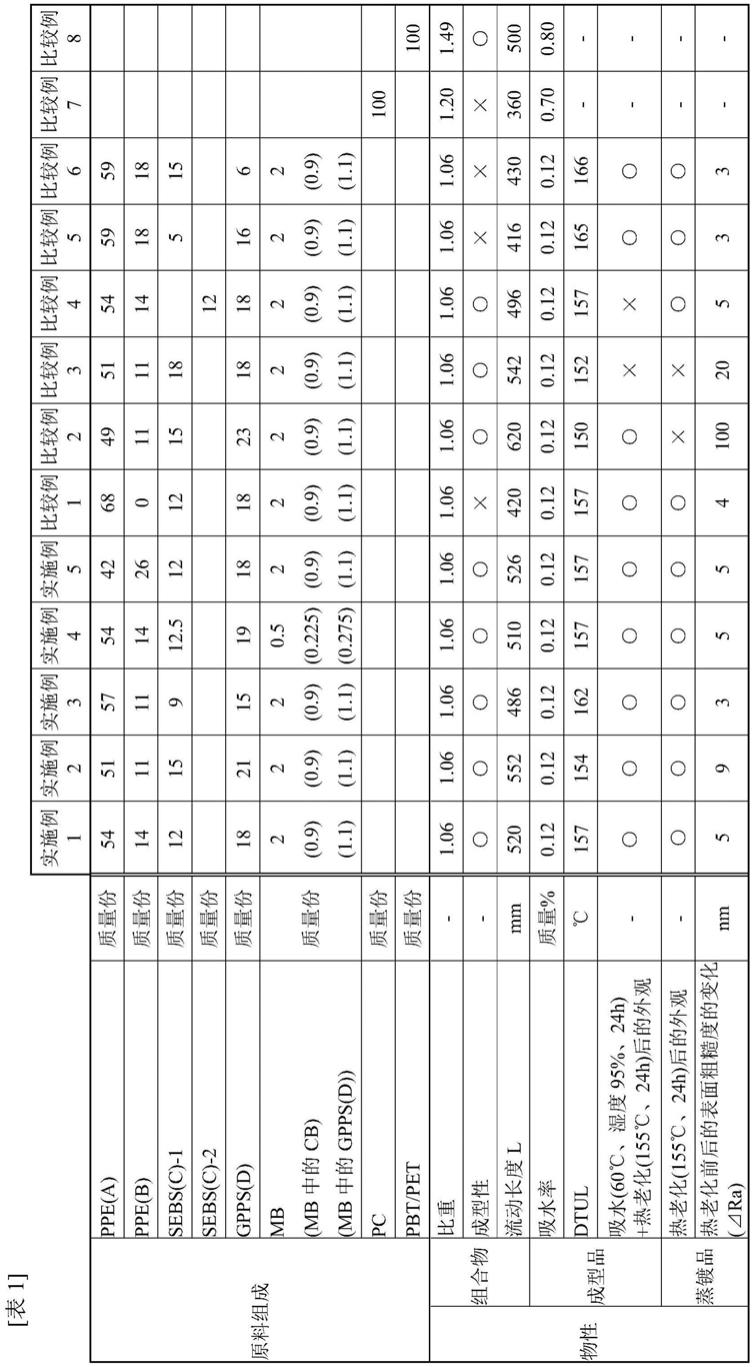
将(a)聚苯醚系树脂、(b)聚苯醚系树脂、(c)嵌段共聚物、(d)乙烯基芳香族烃的均聚物以及(e)其他添加剂(碳母料)分别以表1所示的组成由双螺杆挤出机的最上游部(顶部加料)进行供给,在料筒温度300℃、螺杆转速450rpm、挤出速率400kg/hr、排气口真空度7.998kpa(60torr)的条件下进行熔融混炼,得到树脂组合物。
[0218]
将所得到的树脂组合物和成型品的各物性示于表1。
[0219]
●
实施例6
[0220]
使用实施例1的组合物,利用注射成型机(东芝机械公司制、650t)成型出距离浇口对应位置的最大流动长度lmax与平均厚度t之比lmax/t为160、平均厚度t为1.8mm的车辆用灯具延长件。使成型条件为料筒温度330℃、模具温度120℃、注射压力150mpa(表压)、注射速度50mm/秒、注射时间/冷却时间=2秒/60秒,在该成型条件下进行成型,结果良好地进行了成型。
[0221]
需要说明的是,最大流动长度lmax是根据由显微镜观察到的树脂流动的状况,将最远离浇口对应位置的流动部分确定为流动前端,测量从浇口对应位置到流动前端为止的流动方向上的长度而得到的值。另外,平均厚度t是测量从浇口到最大流动长度末端的5处的厚度而得到的平均值。
[0222]
将该成型品作为评价样品,进行上述6~8的评价。吸水后的热老化后无膨胀,蒸镀后的热老化后的外观也良好,热老化前后的表面粗糙度的变化(δra)为5nm。
[0223][0224]
工业实用性
[0225]
本发明的树脂组合物具有优异的流动性和耐热性,由该树脂组合物形成的车辆用
灯具延长件的重量轻,外观和低吸水性优异,因此能够有助于汽车等车辆的轻量化、高外观化以及高耐久化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1