一种LED灯具用聚碳酸酯塑料母粒及其制备和使用方法与流程
一种led灯具用聚碳酸酯塑料母粒及其制备和使用方法
技术领域
1.本发明属于led灯具制造的技术领域,涉及一种led灯具用聚碳酸酯塑料母粒及其制备和使用方法。
背景技术:
2.目前,制造led灯具的材料广泛使用聚碳酸酯(pc)。为了获得更好的遮光性能,需要在聚碳酸酯原料中添加大量钛白粉。但是,在添加大量钛白粉后,生产出的聚碳酸酯的其他物理性能,如拉伸强度、弯曲模量、缺口冲击强度,都相应的减低很多,严重者甚至无法达到led灯具制品要求,而且其遮光效果也不甚理想。当led灯具需要其他性能如阻燃性能时,还需要在聚碳酸酯原料中加入其他原料如阻燃剂,阻燃剂等其他原料的添加会进一步加剧这种不良效果的恶化。
技术实现要素:
3.本发明针对现有技术的不同,提供了一种灯具用聚碳酸酯塑料母粒及其制备和使用方法,可以获得更均匀的混色,更好的遮光效果及更佳的物理性能。
4.为解决上述技术问题,本发明的目的通过下述技术方案得以实现:
5.一种led灯具用聚碳酸酯塑料母粒,所述母粒包括以质量计的以下各组分:
6.聚碳酸酯40-45份;
7.钛白粉45-50份;
8.颜色粉5-6份;
9.增韧剂5-15份;
10.抗氧剂1-1.2份;
11.分散剂1-1.5份。
12.在上述的一种led灯具用聚碳酸酯塑料母粒中,所述增韧剂选自本领域所公知的增韧剂,优选的,所述增韧剂选自甲基丙烯酸甲酯-丁二烯-苯乙烯三元共聚物、有机硅、苯乙烯-丙烯腈-丁二烯橡胶中的一种或多种。
13.在上述的一种led灯具用聚碳酸酯塑料母粒中,所述抗氧剂选自本领域所公知的抗氧剂,优选的,所述抗氧剂选自亚磷酸酯、丙酸十八碳醇酯、四季戊四醇酯中的一种或多种。
14.在上述的一种led灯具用聚碳酸酯塑料母粒中,所述分散剂选自本领域所公知的分散剂,优选的,所述分散剂选自季戊四醇硬脂酸酯,乙撑双硬脂酰胺、硅酮粉中一种或多种。
15.在上述的一种led灯具用聚碳酸酯塑料母粒中,所述颜色份依据要生产的产品颜色而定。
16.本发明还提供了上述led灯具用聚碳酸酯塑料母粒的制备方法,所述方法包括以下步骤:
17.(1)在聚碳酸酯中加入白油于高速混合机中混合3-5分钟至均匀;
18.(2)在步骤(1)所得到的混合物料中加入对应份数的增韧剂、钛白粉、润滑剂、抗氧剂混合5-10分钟至均匀;
19.(3)将高速混合机中预混好的原料混合物加入到双螺杆挤出机料斗中,进行熔融、混炼、挤出、冷却、干燥、切粒。
20.在上述的一种led灯具用聚碳酸酯塑料母粒的制备方法中,步骤(3)中挤出机的工艺条件为:所述双螺杆挤出机的第一段为加料段,第二段为混合压缩段,第三、四段为熔融段,以后段为均化段;双螺杆挤出机加料段的温度为230-250℃,混合压缩段的温度为250-270℃,熔融段的温度为260-280℃,均化段的温度为240-270℃,机头温度为250-270℃,螺杆转速为300-400转/分钟。
21.本发明还提供了上述led灯具用聚碳酸酯塑料母粒的使用方法,所述聚碳酸酯塑料母粒与制作灯具的聚碳酸酯原料混合使用,所述聚碳酸酯塑料母粒与聚碳酸酯原料的混合比例为1:5-1:10。优选的,所述聚碳酸酯塑料母粒与聚碳酸酯原料的混合比例为1:5。进一步的,所述led灯具采用模具注射成型,其成型工艺条件是:螺杆温度为270-310℃;压力为100-130mpa;注射速度为20%-95%之间;注射时间为:3-10秒。
22.本发明和现有技术相比,具有如下有益效果:
23.1、本发明新研发了一种聚碳酸酯塑料母粒,制成后的母粒可根据产品需求与聚碳酸酯原料混合使用。相比于现有技术中各种原料直接混合的工艺,母粒的库存及使用更加方便,混色更加均匀,遮光效果更好,性能完全达到led灯具的各项要求。同时还具有更低的成本。
24.2、相比于原工艺制备的产品,本发明提供的聚碳酸酯塑料母粒可以极大增强产品的物理性能,例如拉伸强度、弯曲模量、缺口冲击强度等。
25.3、本发明通过聚碳酸酯与钛白粉的协同作用,使得产品具有良好的阻燃效果,在不添加阻燃剂的情况下阻燃等级可以到达v2标准。
26.4、本产品具有极强的泛用性,几乎可以和市场上所有的主流聚碳酸酯原料混合使用并达到优良的效果,具有非常好的使用价值和市场前景。
具体实施方式
27.下面通过具体实施方式的描述对本发明作进一步说明,但这并非是对本发明的限制,本领域技术人员根据本发明的基本思想,可以做出各种修改或者改进,但是只要不脱离本发明的基本思想,均在本发明的范围之内。
28.第一组实施例
29.本组实施例采用的基础树脂颗粒为:牌号2200r;生产厂商沙伯基础。本组实施例采用的其他原料同样为市售购买。
30.实施例1
31.(1)制备母粒:
32.取以下各组分的原料:钛白粉45份;聚碳酸酯原料40份;颜色粉5份;增韧剂(甲基丙烯酸甲酯-丁二烯-苯乙烯三元共聚物)5份;抗氧剂(亚磷酸酯)1份;分散剂(季戊四醇硬脂酸酯)1份。
33.在聚碳酸酯原料中加入适量白油混合3-5分钟,再加入对应份数的增韧剂、钛白粉、分散剂、抗氧剂等混合5-10分钟,混合均匀,将高速混合机中预混好的原料混合物加入到双螺杆挤出机料斗中,进行熔融、混炼、挤出、冷却、干燥、切粒。
34.挤出机工艺条件为:采用双螺杆挤出机,第一段为加料段,第二段为混合压缩段,第三、四段为熔融段,以后段为均化段;双螺杆挤出机加料段的温度为230-250℃,混合压缩段的温度为250-270℃,熔融段的温度为260-280℃,均化段的温度为240-270℃,机头温度为250-270℃,螺杆转速为300-400转/分钟。
35.(2)母粒与聚碳酸酯原料的混合运用
36.取母粒1份,聚碳酸酯原料颗粒10份,充分搅拌,混合均匀,将混合好的原料混合物,加入注塑成型机,通过某种模具注射成型。
37.成型工艺条件为:螺杆温度为270-310℃;压力为100-130mpa;注射速度为20%-95%之间;注射时间为:3-10秒。
38.对比实施例1:
39.取以下各组分的原料:钛白粉15份,聚碳酸酯原料70份,增韧剂(甲基丙烯酸甲酯-丁二烯-苯乙烯三元共聚物)0.5份,颜色粉8份,抗氧剂(亚磷酸酯)0.5份,阻燃剂1份。
40.在聚碳酸酯原料中添加了对应份数的钛白粉、增韧剂、颜色粉、抗氧剂和阻燃剂,混合均匀;加入注塑成型机,通过某种模具注射成型。成型工艺条件为:螺杆温度为270-310℃;压力为100-130mpa;注射速度为20%-95%之间;注射时间为:3-10秒。
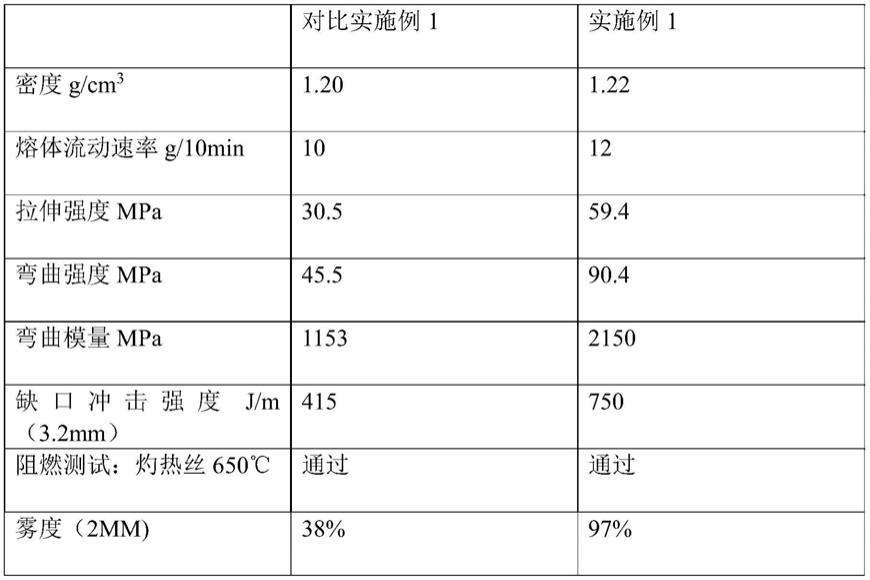
41.表1第一组实施例产品性能对照表
[0042][0043]
由上表可知,实施例1中的产品具备了良好的遮光效果,具有很好的抗老化、抗紫外线效果,提升了其阻燃效果,增强了原料的物理性能,改善了冲击强度差,弯曲模量低,遮光效果差等现象,充分的满足了led灯具制品的要求,综合性能相当优越,很好的满足市场需求。实施例1中制得的产品遮光度及各项物理参数均大大优于对比实施例1中制得的产
品。
[0044]
第二组实施例
[0045]
本组实施例采用的基础树脂颗粒为:牌号1000r;生产厂商沙伯基础。本组实施例采用的其他原料同样为市售购买。
[0046]
实施例2
[0047]
(1)制备母粒:
[0048]
取以下各组分的原料:钛白粉50份;聚碳酸酯原料45份;颜色粉6份;增韧剂(甲基丙烯酸甲酯-丁二烯-苯乙烯三元共聚物与有机硅1:1混合)15份;抗氧剂(亚磷酸酯与丙酸十八碳醇酯1:1混合)1.2份;分散剂(季戊四醇硬脂酸酯与乙撑双硬脂酰胺1:1混合)1.5份。
[0049]
在聚碳酸酯原料中加入适量白油混合3-5分钟,再加入对应份数的增韧剂、钛白粉、分散剂、抗氧剂等混合5-10分钟,混合均匀,将高速混合机中预混好的原料混合物加入到双螺杆挤出机料斗中,进行熔融、混炼、挤出、冷却、干燥、切粒。
[0050]
挤出机工艺条件为:采用双螺杆挤出机,第一段为加料段,第二段为混合压缩段,第三、四段为熔融段,以后段为均化段;双螺杆挤出机加料段的温度为230-250℃,混合压缩段的温度为250-270℃,熔融段的温度为260-280℃,均化段的温度为240-270℃,机头温度为250-270℃,螺杆转速为300-400转/分钟。
[0051]
(2)母粒与聚碳酸酯原料的混合运用
[0052]
取母粒1份,聚碳酸酯原料颗粒5份,充分搅拌,混合均匀,将混合好的原料混合物,加入注塑成型机,通过某种模具注射成型。
[0053]
成型工艺条件为:螺杆温度为270-310℃;压力为100-130mpa;注射速度为20%-95%之间;注射时间为:3-10秒。
[0054]
对比实施例2:
[0055]
取以下各组分的原料:钛白粉15份,聚碳酸酯原料70份,增韧剂(甲基丙烯酸甲酯-丁二烯-苯乙烯三元共聚物与有机硅1:1混合)0.5份,颜色粉8份,抗氧剂(亚磷酸酯与丙酸十八碳醇酯1:1混合)0.5份,阻燃剂1份。
[0056]
在聚碳酸酯原料中添加了对应份数的钛白粉、增韧剂、颜色粉、抗氧剂和阻燃剂,混合均匀;加入注塑成型机,通过某种模具注射成型。成型工艺条件为:螺杆温度为270-310℃;压力为100-130mpa;注射速度为20%-95%之间;注射时间为:3-10秒。
[0057]
表2第二组实施例产品性能对照表
95%之间;注射时间为:3-10秒。
[0070]
对比实施例3:
[0071]
取以下各组分的原料:钛白粉15份,聚碳酸酯原料70份,增韧剂(有机硅)0.5份,颜色粉8份,抗氧剂(丙酸十八碳醇酯)0.5份,阻燃剂1份。
[0072]
在聚碳酸酯原料中添加了对应份数的钛白粉、增韧剂、颜色粉、抗氧剂和阻燃剂,混合均匀;加入注塑成型机,通过某种模具注射成型。成型工艺条件为:螺杆温度为270-310℃;压力为100-130mpa;注射速度为20%-95%之间;注射时间为:3-10秒。
[0073]
表3第三组实施例产品性能对照表
[0074][0075]
由上表可知,实施例3中的产品具备了良好的遮光效果,具有很好的抗老化、抗紫外线效果,提升了其阻燃效果,增强了原料的物理性能,改善了冲击强度差,弯曲模量低,遮光效果差等现象,充分的满足了led灯具制品的要求,综合性能相当优越,很好的满足市场需求。实施例3中制得的产品遮光度及各项物理参数均大大优于对比实施例3中制得的产品。
[0076]
第四组实施例
[0077]
本组实施例采用的基础树脂颗粒为:牌号a1225;生产厂商万华化学。本组实施例采用的其他原料同样为市售购买。
[0078]
实施例3
[0079]
(1)制备母粒:
[0080]
取以下各组分的原料:钛白粉50份;聚碳酸酯原料45份;颜色粉6份;增韧剂(苯乙烯-丙烯腈-丁二烯橡胶)15份;抗氧剂(四季戊四醇酯)1.2份;分散剂(硅酮粉)1.5份。
[0081]
在聚碳酸酯原料中加入适量白油混合3-5分钟,再加入对应份数的增韧剂、钛白粉、分散剂、抗氧剂等混合5-10分钟,混合均匀,将高速混合机中预混好的原料混合物加入到双螺杆挤出机料斗中,进行熔融、混炼、挤出、冷却、干燥、切粒。
[0082]
挤出机工艺条件为:采用双螺杆挤出机,第一段为加料段,第二段为混合压缩段,第三、四段为熔融段,以后段为均化段;双螺杆挤出机加料段的温度为230-250℃,混合压缩段的温度为250-270℃,熔融段的温度为260-280℃,均化段的温度为240-270℃,机头温度为250-270℃,螺杆转速为300-400转/分钟。
[0083]
(2)母粒与聚碳酸酯原料的混合运用
[0084]
取母粒1份,聚碳酸酯原料颗粒5份,充分搅拌,混合均匀,将混合好的原料混合物,加入注塑成型机,通过某种模具注射成型。
[0085]
成型工艺条件为:螺杆温度为270-310℃;压力为100-130mpa;注射速度为20%-95%之间;注射时间为:3-10秒。
[0086]
对比实施例3:
[0087]
取以下各组分的原料:钛白粉15份,聚碳酸酯原料70份,增韧剂(苯乙烯-丙烯腈-丁二烯橡胶)0.5份,颜色粉8份,抗氧剂(四季戊四醇酯)0.5份,阻燃剂1份。
[0088]
在聚碳酸酯原料中添加了对应份数的钛白粉、增韧剂、颜色粉、抗氧剂和阻燃剂,混合均匀;加入注塑成型机,通过某种模具注射成型。成型工艺条件为:螺杆温度为270-310℃;压力为100-130mpa;注射速度为20%-95%之间;注射时间为:3-10秒。
[0089]
表4第四组实施例产品性能对照表
[0090][0091]
由上表可知,实施例4中的产品具备了良好的遮光效果,具有很好的抗老化、抗紫外线效果,提升了其阻燃效果,增强了原料的物理性能,改善了冲击强度差,弯曲模量低,遮光效果差等现象,充分的满足了led灯具制品的要求,综合性能相当优越,很好的满足市场需求。实施例4中制得的产品遮光度及各项物理参数均大大优于对比实施例4中制得的产品。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1