一种降噪聚碳酸酯组合物及其制备方法与流程
1.本发明属于高分子材料技术领域,特别是涉及一种降噪聚碳酸酯组合物及其制备方法。
背景技术:
2.pc/abs合金是一种广泛应用于汽车的高分子材料,伴随着汽车行走是的振动,pc/abs合金制成的内饰部件之间或者该部件和其他材质的部件接触而相互摩擦碰撞,有时发生吱嘎声响。随着公众环境意识和自我保护意识提高,乘客对于驾乘体验及车内环境舒适健康的要求愈发严格。提高车辆噪声控制水平以及降低车内气味散发已成为新的竞争焦点、技术发展方向和重要的市场卖点。
3.为了降低噪音,常见的解决方式是在汽车装配过程中在部件连接处涂覆油脂,或者在家用电器中贴绒布或者海绵。虽然有一定的改善效果,但是无法做到永久防异响,且在高温下长时间放置时效果不持续。目前汽车行业内尚无可降噪的低气味pc/abs合金,相关行业内降噪材料多采用填充及多层复合,不利于制品部件的加工性及美观要求。
4.经查阅诸多文献专利后总结针对该问题材料端常见的改性思路如下:
5.1、通过增加润滑助剂来降低制件表面的摩擦系数从而消除或减弱异响,但是多数润滑剂和pc/abs体系不相容,长期使用仍然会析出,从而防异响效果消失。
6.2、通过提升材料的阻尼性能,将摩擦振动产生的能量通过内能形式耗散掉,达到防异响的目的。如cn107177156a和cn107325514a中均引入tpu来提高材料的阻尼效果以达到降噪的目的,结果表明效果是十分显著的,但是引入过量的tpu会明显的恶化材料的物理性能,但注塑过程中材料容易分层。另外,cn 111303580a中引入了片层石墨来增强材料的储能模量,从而提高材料的阻尼性,但是20份的石墨不仅会对材料的冲击韧性有负面影响,而且黑色的石墨会影响浅色内饰部件的配色,从而限制了其广泛应用。
7.3、再例如郭少云等人在cn102501504a专利中,通将两种不同的高分子材料投入挤出机进行多层挤出,从而达到降噪的效果;徐波等人在cn102967042b专利中,通过将双面胶置于聚氨酯海绵与三聚氰胺海绵之间,然后进行热压复合达到吸声的效果。但是,采用这种多层挤出或者热压复合的方式会受到制品外形的制约,尤其是现在车内结构设计多样化的情况下,这些方法对于复杂结构的部品就没法得到很好的应用。
8.德国巴斯夫公司商业化的tpu 1180是一种非常独特的tdi与mdi共聚型聚氨酯树脂,具有极高的减震和阻尼特性。将该结构引入到pc/abs体系中在理论上也会提高材料的阻尼性能。但是常用的三嵌段共聚物例如sbs(苯乙烯-丁二烯-苯乙烯),sebs(氢化sbs)和sis(苯乙烯-异戊二烯-苯乙烯)均和pc/abs体系相容性差。因此会造成pc/abs/tpu体系会有分层的情况出现。本发明采用的相容剂为马来酸酐接枝abs及甲基丙烯酸-丁二烯-苯乙烯三元共聚物中的一种或几种,可以有效改善几种基体树脂之间的相容性问题。
技术实现要素:
9.基于此,本发明的目的之一在于提供一种降噪聚碳酸酯组合物,所述组合物在具有降噪性能的同时,还具有优良的力学性能、流动性、及低气味,可应用汽车内外饰等行业。
10.实现上述发明目的的具体技术方案包括如下:
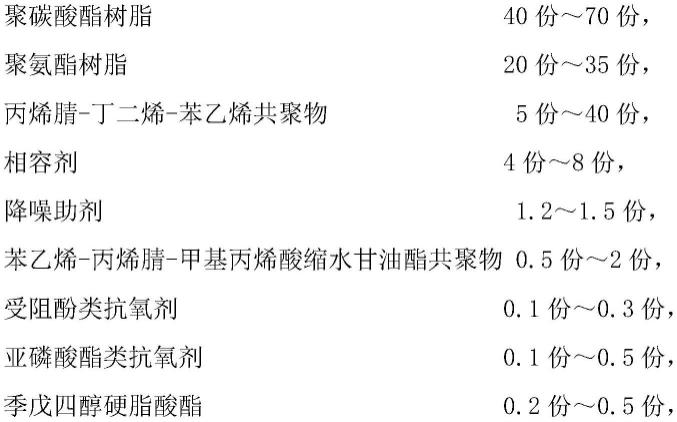
11.一种降噪聚碳酸酯组合物,由包括以下重量份的原料制备而成:
[0012][0013]
其中,所述聚碳酸酯树脂、聚氨酯树脂和丙烯腈-丁二烯-苯乙烯共聚物的重量份总和为100份;
[0014]
在其中一些实施例,所述降噪聚碳酸酯组合物,由以下重量份的原料制备而成:
[0015][0016][0017]
在其中一些实施例中,所述聚碳酸酯组合物更优选的是由以下重量份的原料制备而成:
[0018][0019]
在其中一些实施例中,相容剂为马来酸酐接枝abs、甲基丙烯酸-丁二烯-苯乙烯三元共聚物中的至少一种。
[0020]
本发明中相容剂选择分子中有极性官能团的聚合物型相容剂,是为了增强pc与abs的界面结合,提高材料的力学性能。
[0021]
所述苯乙烯-丙烯腈-甲基丙烯酸缩水甘油酯共聚物为反应型,其中甲基丙烯酸缩水甘油酯的质量分数为2wt%~4wt%。
[0022]
在其中一些实施例中,所述聚碳酸酯树脂为双酚a型聚碳酸酯,其熔指在300℃/1.2kg条件下为10g/10min~12g/10min。
[0023]
在其中一些实施例中,所述聚氨酯树脂为tdi与mdi共聚型tpu。
[0024]
在其中一些实施例中,所述降噪助剂为gm-100硅酮母粒。
[0025]
在其中一些实施例中,所述受阻酚类抗氧剂为β-(3,5-二叔丁基-4-羟基苯基)丙酸十八醇酯,和/或所述亚磷酸酯类抗氧剂为双(2,6-二叔丁基-4-甲基苯基)季戊四醇二磷酸酯。
[0026]
本发明的另一目的是提供上述降噪聚碳酸酯组合物的制备方法,其包括以下步骤:
[0027]
(1)将干燥后的聚碳酸酯树脂、聚氨酯树脂、丙烯腈-丁二烯-苯乙烯共聚物和相容剂、降噪助剂和苯乙烯-丙烯腈-甲基丙烯酸缩水甘油酯共聚物混合,得混合物a;
[0028]
(2)将受阻酚类抗氧剂、亚磷酸酯类抗氧剂和季戊四醇硬脂酸酯混合,得混合物b;
[0029]
(3)将混合物a和混合物b再次进行混合,得混合物c;
[0030]
(4)将混合物c经喂料器加入平行双螺杆挤出机中,熔融挤出造粒,即得降噪聚碳酸酯组合物。
[0031]
在其中一些实施例中,所述熔融挤出造粒的工艺参数包括:一区温度为210℃~240℃,二区温度为230℃~260℃,三区温度为235℃~260℃,四区温度为220℃~260℃,五区温度为220℃~260℃,六区温度为220℃~260℃,七区温度为220℃~260℃,八区温度为220℃~260℃,模头温度为240℃~275℃,螺杆转速为200rpm~600rpm。
[0032]
在其中一些实施例中,所述熔融挤出造粒的工艺参数包括:一区温度为225℃~235℃,二区温度为235℃~245℃,三区温度为245℃~255℃,四区温度为245℃~255℃,五
区温度为245℃~255℃,六区温度为245℃~255℃,七区温度为240℃~250℃,八区温度为240℃~250℃,模头温度为255℃~265℃,螺杆转速为350rpm~500rpm。
[0033]
在其中一些实施例中,步骤(1)中所述干燥的条件包括:温度为80℃~110℃,时间为4小时~8小时。
[0034]
在其中一些实施例中,步骤(1)中所述干燥的条件包括:温度为100℃~110℃,时间为4小时~6小时。
[0035]
在其中一些实施例中,步骤(1)中所述混合的搅拌速度为400转/分~600转/分。
[0036]
在其中一些实施例中,步骤(2)中所述混合的搅拌速度为400转/分~600转/分。
[0037]
在其中一些实施例中,步骤(3)中所述混合的搅拌速度为400转/分~600转/分,搅拌时间为8min~12min。
[0038]
在其中一些实施例中,所述平行双螺杆挤出机的螺杆形状为单线螺纹。
[0039]
在其中一些实施例中,所述平行双螺杆挤出机的螺杆长度l和直径d之比l/d为35~50;所述螺杆上设有1个以上的啮合块区和1个以上的反螺纹区。
[0040]
在其中一些实施例中,所述螺杆长度l和直径d之比l/d为35~45;所述螺杆上设有2个啮合块区和1个反螺纹区。
[0041]
与传统pc/abs合金不同,本发明选用了tdi与mdi型共聚聚氨酯(tpu)与降噪助剂硅酮母粒复配降噪,其中tpu做为绿色低阻尼材料可以有效改善材料的阻尼系数,但只有大量使用才能有效降低材料的阻尼系数,与此同时又因tpu与pc,abs树脂基体制件相容性较差,过多的tpu树脂的加入会使得材料力学性能恶化,耐温降低以及注塑分层等问题。故本技术中加入相容剂来改善,由于相容剂马来酸酐接枝abs或甲基丙烯酸-丁二烯-苯乙烯三元共聚物相较传统的甲基丙烯酸甲酯-苯乙烯-丁二烯共聚物,其经过马来酸酐或者硅烷偶联剂进行过表面改性,可以有效协调配方中不同基体间的相容性,从而达到改善材料力学性能的目的,可以使得聚碳酸酯组合物具有更高的韧性,使得材料可以更长期应用于更严苛的环境而不发生形变。尽管相容剂的加入可以有效改善材料的力学性能,但是过量的tpu树脂的加入依然会使得材料的整体耐温性能下降,所以本发明采用降噪助剂与tpu树脂的复配既可以达到进一步降噪的效果,又可以有效减少tpu树脂的用量,从而使得材料整体耐温性能下降幅度降低。降噪助剂硅酮母粒属于硅烷系列润滑剂的引入使得材料表面摩擦系数降低,减少制品在相互接触中因摩擦而产生噪音。
[0042]
本发明中抗氧剂β-(3,5-二叔丁基-4-羟基苯基)丙酸十八醇酯,其在聚碳酸酯组合物共混过程中的热稳定性好,且该抗氧剂的受阻哌啶基可以提供抗氧化作用和提高共聚物的染色性;双(2,6-二叔丁基-4-甲基苯基)季戊四醇二磷酸酯的熔点为239℃、热分解温度超过350℃,具有良好的耐热性和抗水解性,可以为改性聚碳酸酯材料在高速共混过程中提供优越的颜色稳定性和熔融稳定性,同时可防止聚碳酸酯,阻燃剂及其他小分子助剂在高温过程中的热降解,并且可以抑制由于长时间而引起的热氧变色,其还提供了于氮氧化物(no
x
)气体的环境下的颜色稳定性,防止气薰变色。
[0043]
本发明采用季戊四醇硬脂酸酯兼具提升材料脱膜性和增加热稳定性的作用,其单独作为润滑剂时,可有效减弱螺杆对材料的剪切力以及减小材料受物理剪切的性能损伤。
[0044]
与现有技术相比,本发明具有以下有益效果:
[0045]
本发明通过采用低阻尼材料tdi与mdi共聚型tpu和降噪助剂硅酮母粒复配,有效
降低了材料的阻尼系数与表面摩擦系数;通过加入经过接枝改性的马来酸酐接枝abs及甲基丙烯酸-丁二烯-苯乙烯三元共聚物改善聚碳酸酯组合物的力学性能的同时又改善其不同树脂基体之间的相容性,使得材料注塑过程中不会因为三项不同树脂的存在而导致产品分层。此外tpu树脂以及丙烯腈-丁二烯-苯乙烯共聚物的加入相较聚碳酸酯材料,两者的低熔融温度更使得改性后的材料具有更低的加工温度,使得改善后的聚碳酸酯组合物具有更优良的加工性。
[0046]
本发明各原料组分相互配合使所得到的降噪聚碳酸酯组合物具有优异的低阻尼性能、表面摩擦系数、力学性能、加工性能,适用于汽车产品中。
[0047]
本发明提供的降噪聚碳酸酯组合物的制备方法,工艺简单,易于控制,对设备要求不高,所使用的设备均为通用的聚合物加工设备,投资不高,有利于工业化生产。
具体实施方式
[0048]
为了便于理解本发明,下面将对本发明进行更全面的描述。本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明公开内容的理解更加透彻全面。
[0049]
除非另有定义,本发明所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不用于限制本发明。本发明所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
[0050]
本发明实施例和对比例所使用的原料如下:
[0051]
聚碳酸酯树脂,重均分子量为17000-19000,熔指为10g/10min,选自日本帝人有限公司;
[0052]
丙烯腈-丁二烯-苯乙烯共聚物,包括质量百分比含量为5~30%的丙烯腈、10~30%的丙烯腈,40~70%的苯乙烯;所述abs树脂的数均分子量为80000~150000g/mol,选自上海高桥。
[0053]
聚氨酯树脂,tdi与mdi共聚型tpu,选自德国巴斯夫;
[0054]
降噪助剂硅酮母粒选自gm-100,选自四川晨光化工;
[0055]
相容剂em-500,选自韩国lg化学;
[0056]
苯乙烯-丙烯腈-甲基丙烯酸缩水甘油酯共聚物,甲基丙烯酸缩水甘油酯(gma)的质量分数为3wt%,选自西格玛奥德里奇(上海)贸易有限公司;
[0057]
β-(3,5-二叔丁基-4-羟基苯基)丙酸十八醇酯,选自如德国巴斯夫有限公司;
[0058]
双(2,6-二叔丁基-4-甲基苯基)季戊四醇二磷酸酯,选自上海点耀精细化工有限公司;
[0059]
季戊四醇硬脂酸酯,选自肇庆市森德利化工实业有限公司;
[0060]
以下结合具体实施例来详细说明本发明。
[0061]
实施例1
[0062]
本实施例的一种降噪聚碳酸酯组合物,由如下重量份的原料制备而成:
[0063][0064]
本实施例的降噪聚碳酸酯组合物的制备方法,包括以下步骤:
[0065]
(1)将所述聚碳酸酯树脂、聚氨酯树脂、丙烯腈-丁二烯-苯乙烯共聚物分别置于120℃,70℃以及80℃的温度下干燥,4小时后,冷却,与相容剂以及降噪助剂和苯乙烯-丙烯腈-甲基丙烯酸缩水甘油酯共聚物一起加入到搅拌机(转速为500转/分)中进行混合。
[0066]
(2)将β-(3,5-二叔丁基-4-羟基苯基)丙酸十八醇酯、双(2,6-二叔丁基-4-甲基苯基)季戊四醇二磷酸酯、季戊四醇硬脂酸酯加入到另一台搅拌机(转速为500转/分)中进行混合。
[0067]
(3)将步骤(1)和步骤(2)混合好的混合料倒在同一个高速搅拌机中(转速为500转/分),混合10min。
[0068]
(4)将步骤(3)混合好的混合料经喂料器加入平行双螺杆挤出机中,并在平行双螺杆挤出机(共八区)中进行熔融挤出造粒,工艺参数包括:一区温度为230℃,二区温度为240℃,三区温度为250℃,四区温度为250℃,五区温度为250℃,六区温度为250℃,七区温度为245℃,八区温度为245℃,模头温度为260℃,螺杆转速为500rpm;所述平行双螺杆挤出机的螺杆形状为单线螺纹,螺杆长度l和直径d之比l/d为35,所述螺杆上设有2个啮合块区和1个反螺纹区。
[0069]
实施例2
[0070]
本实施例的一种降噪聚碳酸酯组合物,由如下重量份的原料制备而成:
[0071][0072]
本实施例的降噪聚碳酸酯组合物的制备方法,包括以下步骤:
[0073]
(1)将所述聚碳酸酯树脂、聚氨酯树脂、丙烯腈-丁二烯-苯乙烯共聚物分别置于120℃,70℃以及80℃的温度下干燥,4小时后,冷却,与相容剂以及降噪助剂和苯乙烯-丙烯腈-甲基丙烯酸缩水甘油酯共聚物一起加入到搅拌机(转速为500转/分)中进行混合。
[0074]
(2)将β-(3,5-二叔丁基-4-羟基苯基)丙酸十八醇酯、双(2,6-二叔丁基-4-甲基苯基)季戊四醇二磷酸酯、季戊四醇硬脂酸酯加入到另一台搅拌机(转速为500转/分)中进行混合。
[0075]
(3)将步骤(1)和步骤(2)混合好的混合料倒在同一个高速搅拌机中(转速为500转/分),混合10min。
[0076]
(4)将步骤(3)混合好的混合料经喂料器加入平行双螺杆挤出机中,并在平行双螺杆挤出机(共八区)中进行熔融挤出造粒,工艺参数包括:一区温度为230℃,二区温度为240℃,三区温度为250℃,四区温度为250℃,五区温度为250℃,六区温度为250℃,七区温度为245℃,八区温度为245℃,模头温度为260℃,螺杆转速为500rpm;所述平行双螺杆挤出机的螺杆形状为单线螺纹,螺杆长度l和直径d之比l/d为35,所述螺杆上设有2个啮合块区和1个反螺纹区。
[0077]
实施例3
[0078]
本实施例的一种降噪聚碳酸酯组合物,由如下重量份的原料制备而成:
[0079]
[0080][0081]
本实施例的降噪聚碳酸酯组合物的制备方法,包括以下步骤:
[0082]
(1)将所述聚碳酸酯树脂、聚氨酯树脂、丙烯腈-丁二烯-苯乙烯共聚物分别置于120℃,70℃以及80℃的温度下干燥,4小时后,冷却,与相容剂以及降噪助剂和苯乙烯-丙烯腈-甲基丙烯酸缩水甘油酯共聚物一起加入到搅拌机(转速为500转/分)中进行混合。
[0083]
(2)将β-(3,5-二叔丁基-4-羟基苯基)丙酸十八醇酯、双(2,6-二叔丁基-4-甲基苯基)季戊四醇二磷酸酯、季戊四醇硬脂酸酯加入到另一台搅拌机(转速为500转/分)中进行混合。
[0084]
(3)将步骤(1)和步骤(2)混合好的混合料倒在同一个高速搅拌机中(转速为500转/分),混合10min。
[0085]
(4)将步骤(3)混合好的混合料经喂料器加入平行双螺杆挤出机中,并在平行双螺杆挤出机(共八区)中进行熔融挤出造粒,工艺参数包括:一区温度为230℃,二区温度为240℃,三区温度为250℃,四区温度为250℃,五区温度为250℃,六区温度为250℃,七区温度为245℃,八区温度为245℃,模头温度为260℃,螺杆转速为500rpm;所述平行双螺杆挤出机的螺杆形状为单线螺纹,螺杆长度l和直径d之比l/d为35,所述螺杆上设有2个啮合块区和1个反螺纹区。
[0086]
实施例4
[0087]
本实施例的一种降噪聚碳酸酯组合物,由如下重量份的原料制备而成:
[0088][0089]
[0090]
本实施例的降噪聚碳酸酯组合物的制备方法,包括以下步骤:
[0091]
(1)将所述聚碳酸酯树脂、聚氨酯树脂、丙烯腈-丁二烯-苯乙烯共聚物分别置于120℃,70℃以及80℃的温度下干燥,4小时后冷却,然后与相容剂以及降噪助剂和苯乙烯-丙烯腈-甲基丙烯酸缩水甘油酯共聚物一起加入到搅拌机(转速为500转/分)中进行混合。
[0092]
(2)将β-(3,5-二叔丁基-4-羟基苯基)丙酸十八醇酯、双(2,6-二叔丁基-4-甲基苯基)季戊四醇二磷酸酯、季戊四醇硬脂酸酯加入到另一台搅拌机(转速为500转/分)中进行混合。
[0093]
(3)将步骤(1)和步骤(2)混合好的混合料倒在同一个高速搅拌机中(转速为500转/分),混合10min。
[0094]
(4)将步骤(3)混合好的混合料经喂料器加入平行双螺杆挤出机中,并在平行双螺杆挤出机(共八区)中进行熔融挤出造粒,工艺参数包括:一区温度为230℃,二区温度为240℃,三区温度为250℃,四区温度为250℃,五区温度为250℃,六区温度为250℃,七区温度为245℃,八区温度为245℃,模头温度为260℃,螺杆转速为500rpm;所述平行双螺杆挤出机的螺杆形状为单线螺纹,螺杆长度l和直径d之比l/d为35,所述螺杆上设有2个啮合块区和1个反螺纹区。
[0095]
实施例5
[0096]
本实施例的一种降噪聚碳酸酯组合物,由如下重量份的原料制备而成:
[0097][0098][0099]
本实施例的降噪聚碳酸酯组合物的制备方法,包括以下步骤:
[0100]
(1)将所述聚碳酸酯树脂、聚氨酯树脂、丙烯腈-丁二烯-苯乙烯共聚物分别置于120℃,70℃以及80℃的温度下干燥,4小时后,冷却,与相容剂以及降噪助剂和苯乙烯-丙烯腈-甲基丙烯酸缩水甘油酯共聚物一起加入到搅拌机(转速为500转/分)中进行混合。
[0101]
(2)将β-(3,5-二叔丁基-4-羟基苯基)丙酸十八醇酯、双(2,6-二叔丁基-4-甲基苯基)季戊四醇二磷酸酯、季戊四醇硬脂酸酯加入到另一台搅拌机(转速为500转/分)中进行混合。
[0102]
(3)将步骤(1)和步骤(2)混合好的混合料倒在同一个高速搅拌机中(转速为500转/分),混合10min。
[0103]
(4)将步骤(3)混合好的混合料经喂料器加入平行双螺杆挤出机中,并在平行双螺杆挤出机(共八区)中进行熔融挤出造粒,工艺参数包括:一区温度为230℃,二区温度为240
℃,三区温度为250℃,四区温度为250℃,五区温度为250℃,六区温度为250℃,七区温度为245℃,八区温度为245℃,模头温度为260℃,螺杆转速为500rpm;所述平行双螺杆挤出机的螺杆形状为单线螺纹,螺杆长度l和直径d之比l/d为35,所述螺杆上设有2个啮合块区和1个反螺纹区。
[0104]
实施例6
[0105]
本实施例的一种降噪聚碳酸酯组合物,由如下重量份的原料制备而成:
[0106][0107]
(1)将所述聚碳酸酯树脂、聚氨酯树脂、丙烯腈-丁二烯-苯乙烯共聚物分别置于120℃,70℃以及80℃的温度下干燥,4小时后,冷却,与相容剂以及降噪助剂和苯乙烯-丙烯腈-甲基丙烯酸缩水甘油酯共聚物一起加入到搅拌机(转速为500转/分)中进行混合。
[0108]
(2)将β-(3,5-二叔丁基-4-羟基苯基)丙酸十八醇酯、双(2,6-二叔丁基-4-甲基苯基)季戊四醇二磷酸酯、季戊四醇硬脂酸酯加入到另一台搅拌机(转速为500转/分)中进行混合。
[0109]
(3)将步骤(1)和步骤(2)混合好的混合料倒在同一个高速搅拌机中(转速为500转/分),混合10min。
[0110]
(4)将步骤(3)混合好的混合料经喂料器加入平行双螺杆挤出机中,并在平行双螺杆挤出机(共八区)中进行熔融挤出造粒,工艺参数包括:一区温度为230℃,二区温度为240℃,三区温度为250℃,四区温度为250℃,五区温度为250℃,六区温度为250℃,七区温度为245℃,八区温度为245℃,模头温度为260℃,螺杆转速为500rpm;所述平行双螺杆挤出机的螺杆形状为单线螺纹,螺杆长度l和直径d之比l/d为35,所述螺杆上设有2个啮合块区和1个反螺纹区。
[0111]
实施例7
[0112]
本实施例的一种降噪聚碳酸酯组合物,由如下重量份的原料制备而成:
[0113][0114]
本实施例的降噪聚碳酸酯组合物的制备方法,包括以下步骤:
[0115]
(1)将所述聚碳酸酯树脂、聚氨酯树脂、丙烯腈-丁二烯-苯乙烯共聚物分别置于120℃,70℃以及80℃的温度下干燥,4小时后,冷却,与相容剂以及降噪助剂和苯乙烯-丙烯腈-甲基丙烯酸缩水甘油酯共聚物一起加入到搅拌机(转速为500转/分)中进行混合。
[0116]
(2)将β-(3,5-二叔丁基-4-羟基苯基)丙酸十八醇酯、双(2,6-二叔丁基-4-甲基苯基)季戊四醇二磷酸酯、季戊四醇硬脂酸酯加入到另一台搅拌机(转速为500转/分)中进行混合。
[0117]
(3)将步骤(1)和步骤(2)混合好的混合料倒在同一个高速搅拌机中(转速为500转/分),混合10min。
[0118]
(4)将步骤(3)混合好的混合料经喂料器加入平行双螺杆挤出机中,并在平行双螺杆挤出机(共八区)中进行熔融挤出造粒,工艺参数包括:一区温度为230℃,二区温度为240℃,三区温度为250℃,四区温度为250℃,五区温度为250℃,六区温度为250℃,七区温度为245℃,八区温度为245℃,模头温度为260℃,螺杆转速为500rpm;所述平行双螺杆挤出机的螺杆形状为单线螺纹,螺杆长度l和直径d之比l/d为35,所述螺杆上设有2个啮合块区和1个反螺纹区。
[0119]
实施例8
[0120]
本实施例的一种降噪聚碳酸酯组合物,由如下重量份的原料制备而成:
[0121][0122]
本实施例的降噪聚碳酸酯组合物的制备方法,包括以下步骤:
[0123]
(1)将所述聚碳酸酯树脂、聚氨酯树脂、丙烯腈-丁二烯-苯乙烯共聚物分别置于120℃,70℃以及80℃的温度下干燥,4小时后,冷却,与相容剂以及降噪助剂和苯乙烯-丙烯腈-甲基丙烯酸缩水甘油酯共聚物一起加入到搅拌机(转速为500转/分)中进行混合。
[0124]
(2)将β-(3,5-二叔丁基-4-羟基苯基)丙酸十八醇酯、双(2,6-二叔丁基-4-甲基苯基)季戊四醇二磷酸酯、季戊四醇硬脂酸酯加入到另一台搅拌机(转速为500转/分)中进行混合。
[0125]
(3)将步骤(1)和步骤(2)混合好的混合料倒在同一个高速搅拌机中(转速为500转/分),混合10min。
[0126]
(4)将步骤(3)混合好的混合料经喂料器加入平行双螺杆挤出机中,并在平行双螺杆挤出机(共八区)中进行熔融挤出造粒,工艺参数包括:一区温度为230℃,二区温度为240℃,三区温度为250℃,四区温度为250℃,五区温度为250℃,六区温度为250℃,七区温度为245℃,八区温度为245℃,模头温度为260℃,螺杆转速为500rpm;所述平行双螺杆挤出机的螺杆形状为双线螺纹,螺杆长度l和直径d之比l/d为50,所述螺杆上设有2个啮合块区和1个反螺纹区。
[0127]
对比例1
[0128]
本实施例的一种降噪聚碳酸酯组合物,由如下重量份的原料制备而成:
[0129][0130]
本实施例的降噪聚碳酸酯组合物的制备方法,包括以下步骤:
[0131]
(1)将所述聚碳酸酯树脂、聚氨酯树脂、丙烯腈-丁二烯-苯乙烯共聚物分别置于120℃,70℃以及80℃的温度下干燥,4小时后,冷却,与相容剂以及降噪助剂和苯乙烯-丙烯腈-甲基丙烯酸缩水甘油酯共聚物一起加入到搅拌机(转速为500转/分)中进行混合。
[0132]
(2)将β-(3,5-二叔丁基-4-羟基苯基)丙酸十八醇酯、双(2,6-二叔丁基-4-甲基苯基)季戊四醇二磷酸酯、季戊四醇硬脂酸酯加入到另一台搅拌机(转速为500转/分)中进行混合。
[0133]
(3)将步骤(1)和步骤(2)混合好的混合料倒在同一个高速搅拌机中(转速为500转/分),混合10min。
[0134]
(4)将步骤(3)混合好的混合料经喂料器加入平行双螺杆挤出机中,并在平行双螺杆挤出机(共八区)中进行熔融挤出造粒,工艺参数包括:一区温度为230℃,二区温度为240℃,三区温度为250℃,四区温度为250℃,五区温度为250℃,六区温度为250℃,七区温度为245℃,八区温度为245℃,模头温度为260℃,螺杆转速为500rpm;所述平行双螺杆挤出机的螺杆形状为单线螺纹,螺杆长度l和直径d之比l/d为35,所述螺杆上设有2个啮合块区和1个反螺纹区。
[0135]
对比例2
[0136]
本实施例的一种降噪聚碳酸酯组合物,由如下重量份的原料制备而成:
[0137][0138]
本实施例的降噪聚碳酸酯组合物的制备方法,包括以下步骤:
[0139]
(1)将所述聚碳酸酯树脂、聚氨酯树脂、丙烯腈-丁二烯-苯乙烯共聚物分别置于120℃,70℃以及80℃的温度下干燥,4小时后,冷却,与相容剂以及降噪助剂和苯乙烯-丙烯腈-甲基丙烯酸缩水甘油酯共聚物一起加入到搅拌机(转速为500转/分)中进行混合。
[0140]
(2)将β-(3,5-二叔丁基-4-羟基苯基)丙酸十八醇酯、双(2,6-二叔丁基-4-甲基苯基)季戊四醇二磷酸酯、季戊四醇硬脂酸酯加入到另一台搅拌机(转速为500转/分)中进行混合。
[0141]
(3)将步骤(1)和步骤(2)混合好的混合料倒在同一个高速搅拌机中(转速为500转/分),混合10min。
[0142]
(4)将步骤(3)混合好的混合料经喂料器加入平行双螺杆挤出机中,并在平行双螺杆挤出机(共八区)中进行熔融挤出造粒,工艺参数包括:一区温度为230℃,二区温度为240℃,三区温度为250℃,四区温度为250℃,五区温度为250℃,六区温度为250℃,七区温度为245℃,八区温度为245℃,模头温度为260℃,螺杆转速为500rpm;所述平行双螺杆挤出机的螺杆形状为单线螺纹,螺杆长度l和直径d之比l/d为35,所述螺杆上设有2个啮合块区和1个反螺纹区。
[0143]
对比例3
[0144]
本实施例的一种降噪聚碳酸酯组合物,由如下重量份的原料制备而成:
[0145][0146]
本实施例的降噪聚碳酸酯组合物的制备方法,包括以下步骤:
[0147]
(1)将所述聚碳酸酯树脂、聚氨酯树脂、丙烯腈-丁二烯-苯乙烯共聚物分别置于120℃,70℃以及80℃的温度下干燥,4小时后,冷却,与相容剂以及降噪助剂和苯乙烯-丙烯腈-甲基丙烯酸缩水甘油酯共聚物一起加入到搅拌机(转速为500转/分)中进行混合。
[0148]
(2)将β-(3,5-二叔丁基-4-羟基苯基)丙酸十八醇酯、双(2,6-二叔丁基-4-甲基苯基)季戊四醇二磷酸酯、季戊四醇硬脂酸酯加入到另一台搅拌机(转速为500转/分)中进行混合。
[0149]
(3)将步骤(1)和步骤(2)混合好的混合料倒在同一个高速搅拌机中(转速为500转/分),混合10min。
[0150]
(4)将步骤(3)混合好的混合料经喂料器加入平行双螺杆挤出机中,并在平行双螺杆挤出机(共八区)中进行熔融挤出造粒,工艺参数包括:一区温度为230℃,二区温度为240℃,三区温度为250℃,四区温度为250℃,五区温度为250℃,六区温度为250℃,七区温度为245℃,八区温度为245℃,模头温度为260℃,螺杆转速为500rpm;所述平行双螺杆挤出机的螺杆形状为单线螺纹,螺杆长度l和直径d之比l/d为35,所述螺杆上设有2个啮合块区和1个反螺纹区。
[0151]
对比例4
[0152]
本实施例的一种降噪聚碳酸酯组合物,由如下重量份的原料制备而成:
[0153][0154]
本实施例的降噪聚碳酸酯组合物的制备方法,包括以下步骤:
[0155]
(1)将所述聚碳酸酯树脂、聚氨酯树脂、丙烯腈-丁二烯-苯乙烯共聚物分别置于120℃,70℃以及80℃的温度下干燥,4小时后,冷却,与相容剂以及降噪助剂和苯乙烯-丙烯腈-甲基丙烯酸缩水甘油酯共聚物一起加入到搅拌机(转速为500转/分)中进行混合。
[0156]
(2)将β-(3,5-二叔丁基-4-羟基苯基)丙酸十八醇酯、双(2,6-二叔丁基-4-甲基苯基)季戊四醇二磷酸酯、季戊四醇硬脂酸酯加入到另一台搅拌机(转速为500转/分)中进行混合。
[0157]
(3)将步骤(1)和步骤(2)混合好的混合料倒在同一个高速搅拌机中(转速为500转/分),混合10min。
[0158]
(4)将步骤(3)混合好的混合料经喂料器加入平行双螺杆挤出机中,并在平行双螺杆挤出机(共八区)中进行熔融挤出造粒,工艺参数包括:一区温度为230℃,二区温度为240℃,三区温度为250℃,四区温度为250℃,五区温度为250℃,六区温度为250℃,七区温度为245℃,八区温度为245℃,模头温度为260℃,螺杆转速为500rpm;所述平行双螺杆挤出机的螺杆形状为单线螺纹,螺杆长度l和直径d之比l/d为35,所述螺杆上设有2个啮合块区和1个反螺纹区。
[0159]
对比例5
[0160]
本实施例的一种降噪聚碳酸酯组合物,由如下重量份的原料制备而成:
[0161]
[0162][0163]
本实施例的降噪聚碳酸酯组合物的制备方法,包括以下步骤:
[0164]
(1)将所述聚碳酸酯树脂、聚氨酯树脂、丙烯腈-丁二烯-苯乙烯共聚物分别置于120℃,70℃以及80℃的温度下干燥,4小时后,冷却,与相容剂以及降噪助剂和苯乙烯-丙烯腈-甲基丙烯酸缩水甘油酯共聚物一起加入到搅拌机(转速为500转/分)中进行混合。
[0165]
(2)将β-(3,5-二叔丁基-4-羟基苯基)丙酸十八醇酯、双(2,6-二叔丁基-4-甲基苯基)季戊四醇二磷酸酯、季戊四醇硬脂酸酯加入到另一台搅拌机(转速为500转/分)中进行混合。
[0166]
(3)将步骤(1)和步骤(2)混合好的混合料倒在同一个高速搅拌机中(转速为500转/分),混合10min。
[0167]
(4)将步骤(3)混合好的混合料经喂料器加入平行双螺杆挤出机中,并在平行双螺杆挤出机(共八区)中进行熔融挤出造粒,工艺参数包括:一区温度为230℃,二区温度为240℃,三区温度为250℃,四区温度为250℃,五区温度为250℃,六区温度为250℃,七区温度为245℃,八区温度为245℃,模头温度为260℃,螺杆转速为500rpm;所述平行双螺杆挤出机的螺杆形状为单线螺纹,螺杆长度l和直径d之比l/d为35,所述螺杆上设有2个啮合块区和1个反螺纹区。
[0168]
表1实施例与对比例中主要原料组成重量份一览表
[0169]
[0170][0171]
注:(a)螺杆结构变更;pc是聚碳酸酯树脂;abs是丙烯腈-丁二烯-苯乙烯共聚物;tpu是聚氨酯树脂;em-500是相容剂;gm-100是降噪助剂;sag-001是苯乙烯-丙烯腈-甲基丙烯酸缩水甘油酯共聚物。
[0172]
将上述实施例和对比例制备得到的聚碳酸酯组合物进行以下性能测试:
[0173]
降噪性能:将各样品制作为200*200*200的正方形敞口盒子,垂直放于夹具上,用200g的钢球在垂直上方1m处自由落体撞击盒子底部,通过放置在盒子内部的分贝测试仪测试下方的声音强度判断材料的降噪效果,数值越小越好。
[0174]
熔融指数:按gb/t 3682-2000标准测试,测试温度为260℃,负载为5kg。
[0175]
冲击性能:按gb/t 1843-2008标准测试,样条厚度为4mm,数值越高越好。
[0176]
热变形温度:按gb/t 1634-2004标准测试,样条厚度为4mm,,负载为0.45mpa,数值越高越好。
[0177]
性能测试结果如表2所示。
[0178]
表2实施例与对比例的聚碳酸酯组合物的性能一览表
[0179]
[0180][0181]
实施例1~7为调整聚碳酸酯、聚氨酯树脂、丙烯腈-丁二烯-苯乙烯共聚物、相容剂、苯乙烯与甲基丙烯酸缩水甘油酯共聚物的添加量,制备得到的聚碳酸酯组合物。
[0182]
在本发明的聚碳酸酯组合物的制备原料中,降噪体系为低阻尼材料mdi与tdi共聚型聚氨酯和硅酮母粒复配,其中mdi与tdi共聚型聚氨酯的重量份为20~35份,硅酮母粒的重量份为1.2~1.5份;基于材料应用于场景为汽车内外饰塑胶件考虑配方体系基础为pc/abs体系,当配方中pc/abs两项占比较高,tpu含量占比较低时,尽管相比纯的pc/abs体系降噪有一定程度的提升,但提升效果有限,但当配方中tpu含量占比达到一个极大值时降噪效果也达到一个极大值,但此时由于tpu树脂本身耐热性能差,过量的tpu会导致pc/abs材料分层的特性会导致改性后的聚碳酸酯组合物冲击强度和热变形温度过低(如实施例1~4)。当低阻尼材料mdi与tdi共聚型聚氨酯和硅酮母粒在适当的添加量下两者通过不同的途径起作用时,其对聚碳酸酯组合物的降噪效果得到更大的提升,可使得噪声分贝达到8,由此表明尽管低阻尼材料mdi与tdi共聚型聚氨酯和硅酮母粒在聚碳酸酯组合物中降噪机理并不相同但是却可以叠加提升材料的降噪效果。当mdi与tdi共聚型聚氨酯和硅酮母粒添加量分别为25份、1.5份时,聚碳酸酯组合物的降噪效果达到一个极优值,且此时材料的韧性以及加工性也极好。
[0183]
abs材料在配方中含量越大,聚碳酸酯组合物的熔融指数越大,但聚碳酸酯聚合物的冲击强度越低,与此同时由于tpu添加量的会导致组合物的降噪性能降低,而减少聚碳酸酯含量则更会减少材料的耐热性能;然而当abs材料在配方中含量逐渐减少时,材料的熔融指数缺逐渐降低,导致材料在生产使用过程中存在问题,尤其在做汽车内饰此类大尺寸产品中难以注塑,从而使得聚碳酸酯组合物使用受限。主要是因为abs本身分子量低,尽管其耐热与降噪效果均不突出但其在加工性方面存在得天独厚的优势。
[0184]
通过对比实施例1~7制备的聚碳酸酯组合物的各项性能数据发现,在各种因素的
综合作用下,实施例7制备的聚碳酸酯组合物的综合性能最佳,各原料的配比最佳。
[0185]
实施例7与实施例8相比,实施例8用的平行双螺杆挤出机的螺杆形状为双线螺纹,螺杆长度l和直径d之比l/d为50,实施例7用的平行双螺杆挤出机螺杆形状为单线螺纹,螺杆长度l和直径d之比l/d为35,通过对比可以发现,采用实施例7所述的平行双螺杆挤出机的螺杆参数,其制备得到的聚碳酸酯组合物的冲击性能和加工性更好。
[0186]
对比例1与实施例7相比,对比例1未添加tpu,只是加入了降噪助剂的传统pc/abs合金,所得到的聚碳酸酯组合物的耐热性能相对优异,但熔体流动速率,冲击强度,降噪性能均差于对比例1,这是由于tpu树脂本身耐热性能要差于abs树脂,由于其引入整体降低了材料的热变形温度,但tpu树脂本身加工性优异且对于pc/abs体系而言适量的tpu的加入可以起到增韧效果,从而使得材料整体宏观表现为耐温降低,熔体流动速率及冲击强度增加。
[0187]
对比例2与实施例7相比,对比例2为pc/tpu合金,未添加abs树脂,所得到的聚碳酸酯组合物降噪效果明显增强,但材料整体耐温性能更低,且由于过量tpu树脂的引入使得材料冲击强度下降显著,且由于pc与tpu树脂之间相容性更差,生产造粒所得粒子分层明显,由此表明abs树脂的加入不仅可以改善材料整体的流动性,更在pc与tpu树脂之间起到协调作用,三项树脂共存,从而使得聚碳酸酯组合物整体性能得以平衡。
[0188]
对比例3与实施例7相比,对比例3中没有添加相容剂em-500,所得到的聚碳酸酯组合物冲击强度下降明显,这表明了相容剂对聚碳酸酯组合物中各项的相容性与冲击强度提升是不可或缺的。
[0189]
对比例4与对比例3相比,对比例4中添加了更多的降噪助剂gm-100所得到的聚碳酸酯组合物各项性能均无明显变化,尤其降噪性能并未随着gm-100的添加而提升,且由于硅酮母粒也是外部润滑剂的一种,过量添加会导致材料在注塑过程使得注塑机螺杆打滑,生产困难。
[0190]
对比例5与实施例7相比,对比例5中未添加了苯乙烯-丙烯腈-甲基丙烯酸缩水甘油酯共聚物sag-001,所得到的聚碳酸酯组合物冲击强度和熔融指数都略微降低,材料降噪性能并无变化,表明sag-001在改善聚碳酸酯组合物各项相容性方面有明显效果,从而达到提升材料综合性能的目的。
[0191]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0192]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1