一种烧结机台车轮不停机更换系统及更换方法与流程
本发明涉及烧结机,具体涉及一种烧结机台车轮不停机更换系统及更换方法。
背景技术:
1、烧结机台车由机头传动装置带动头部星轮将其由下部轨道经头部弯道抬升到上部水平轨道,并推动前面的台车沿着轨道向机尾方向移动,混合料随着台车运动向风箱区域移动,到达点火器下方时,同时进行点火、抽风,烧结过程从此开始。烧结矿在临近机尾处,达到烧结终点,台车在机尾弯道处开始翻转卸料,同时台车被转动着的尾部星轮咬入,转入下部水平轨道,台车运转一周,完成一个工作循环,如此反复进行。
2、烧结机台车轮总成由台车轮外壳、双列圆锥滚子、垫圈、透盖、透盖油封、挡盖、o型密封圈、u型油封和定距环等备件组成,其内部结构复杂。现场烧结机长时间运行,台车轮与自润滑轴套之间,由于长期磨损存在一定的间隙,机械迷宫密封失效,灰尘和小颗粒烧结矿从缝隙中进入密封圈。台车轮设计上后部无骨架油封开口方向向右,厚唇密封面也在右侧,有限避免灰尘进入,原设计采用普通丁腈橡胶,经过机尾200℃温度,丁腈橡胶迅速老化、密封圈失效,轴承滚子内经常进入细料和其他杂质,造成轴承磨损加剧,烧结机台车轮总损坏。
3、随着烧结设备大型化发展,台车的数量和重量逐渐增加。以500㎡烧结机为例,烧结机装机为173部台车,692个台车轮装配,一旦其中一个台车轮轴承故障,将会导致整列烧结机停机准备更换台车。若出现台车轮卡入机头、机尾弯轨等问题,将导致长时间停机,设备抢修复原时间超过4小时,烧结矿的产量和质量都会受到影响。
4、因此,需要设计一种烧结机台车轮不停机更换系统及更换方法,以解决目前烧结机台车轮出现问题后必须停机更换台车所带来的停机停产困境的问题。
技术实现思路
1、针对现有技术中存在的问题,本发明的目的在于提供一种烧结机台车轮不停机更换系统及更换方法,实现烧结机不停机在线全自动更换台车轮,更换过程无需人工参与,自动化程度高,在整个更换过程中,烧结机正常运行,无需减产或停机。
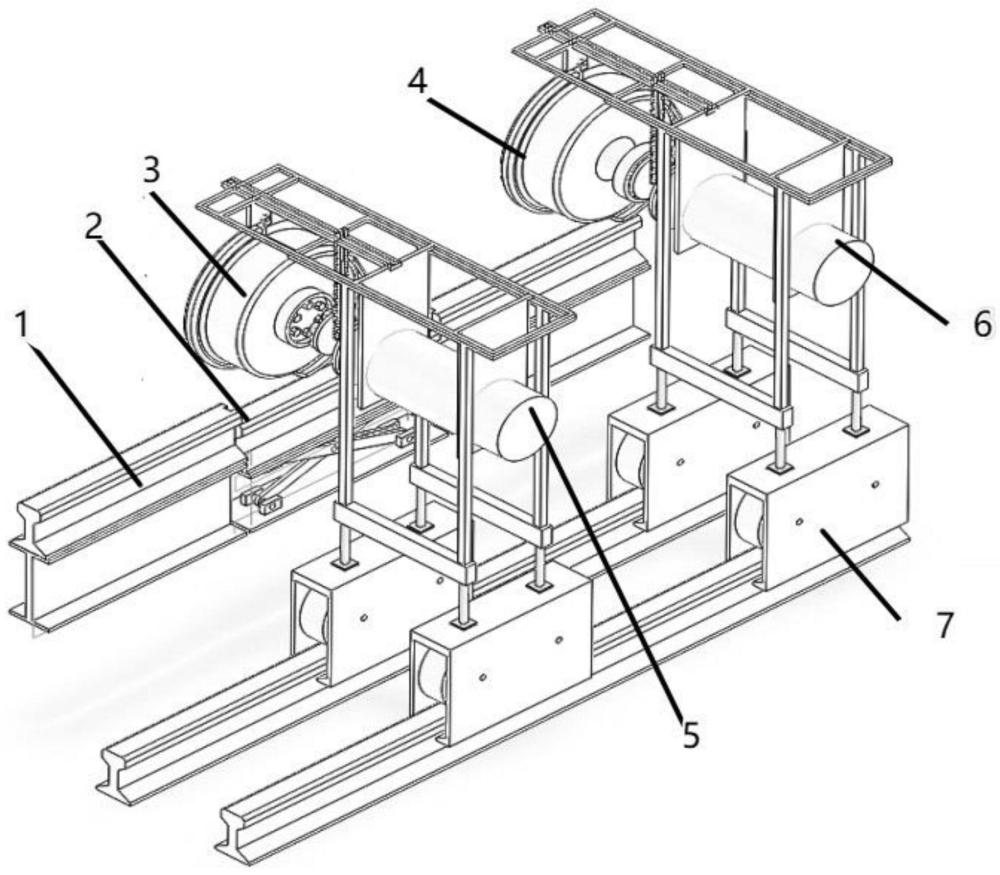
2、本发明解决其技术问题所采用的技术方案是:一种烧结机台车轮不停机更换系统,包括烧结机台车轨道、导轨升降平台、台车轮拆卸装置、台车轮安装装置、升降行走装置、台车运行位置检测设备、台车轮位置检测设备、导轨升降平台检测设备以及设备控制系统,所述烧结机台车的台车轮运行在烧结机台车轨道上,烧结机台车轨道上设有一段空当,空当处安装导轨升降平台,导轨升降平台设有升降导轨、叉剪、锁紧机构和液压动力机构,液压动力机构通过叉剪控制升降导轨上下移动;
3、所述升降行走装置设有行走轨道、行走轮和行走支撑架,行走轨道水平铺设与烧结机台车轨道平行,行走轮在行走轨道上移动,行走轮安装在行走轮护板内,行走轮护板上部通过升降丝杠安装行走支撑架;
4、台车轮拆卸装置和台车轮安装装置均设有台车轮夹具、端盖拆装机构、台车轮更换支撑架和液压千斤顶,台车轮夹具为竖直分为两半的圆筒型结构,台车轮夹具夹住台车轮,台车轮夹具安装在台车轮更换支撑架上,台车轮更换支撑架底部通过滑槽连接行走支撑架,台车轮更换支撑架上还安装端盖拆装机构和液压千斤顶,液压千斤顶的活塞缸前段设有一圈卡槽,卡槽内连接台车轮夹具;
5、台车运行位置检测设备安装在烧结机台车轨道的外侧,台车运行位置检测设备的信号输出端连接导轨升降平台控制柜、台车轮拆卸装置控制柜和台车轮安装装置控制柜,台车运行位置检测设备用于在线检测需要拆装台车轮的台车到达指定位置时,按照先后顺序发送导轨升降信号、台车轮拆卸信号和台车轮回装准备信号;
6、台车轮位置检测设备安装到台车轮夹具上,台车轮位置检测设备用于检测台车轮到达指定区域后,发送精准对位信号给台车轮拆卸装置控制柜或者台车轮安装装置控制柜;
7、导轨升降平台检测设备安装到导轨平台起升最高点和最低点,导轨升降平台检测设备的信号输出端连接平台液压站控制系统,导轨升降平台起升或者降落到指定位置时,发送液压站停止工作信号,升降平台锁紧在该位置。
8、具体的是,所述叉剪中部通过销轴铰接,叉剪的一侧上部通过销轴转动连接升降平台的固定块,叉剪的一侧下部通过销轴转动连接固定基座的固定块,固定块分别固定在升降平台底部和固定基座上部,叉剪的另一侧上部通过销轴转动连接升降平台的活动滑块,叉剪的另一侧下部通过销轴转动连接固定基座的活动滑块,活动滑块滑动连接在升降平台底部和固定基座上部的滑槽内,叉剪的一侧支臂底部连接液压动力机构的活塞杆,液压动力机构控制叉剪升降并驱动升降导轨升降,升降导轨的行程最高点与烧结机台车轨道处于同一水平面。
9、具体的是,所述行走轨道采用工字钢并水平铺设,行走轨道与烧结机台车轨道平行,行走轮在行走轨道上行走;行走支撑架顶部与台车轮更换支撑架底部采用滑槽连接,台车轮更换支撑架在滑槽内滑动,带动台车轮夹具和液压千斤顶在轴向前后移动;行走支撑架的竖直架下部为升降丝杠,行走支撑架中部为丝杠滑块,行走支撑架上部分为中空圆管或中空方管;中空圆管或中空方管内径大于升降丝杠外径,中空圆管或中空方管与丝杠滑块采用螺栓连接或铆钉连接或焊接固定;各升降丝杠通过电机、分速器驱动同速转动,行走支撑架在竖直方向升高或降低,带动台车轮更换支撑架竖直方向的运动;行走支撑架的底部安装行走轮,行走轮两侧安装半楔形行走轮护板,行走轮护板顶部安装在行走支撑架上,行走轮护板底部半楔形结构卡入行走轨道的工字钢凹槽内,用于对整体形成防倾倒保护。
10、具体的是,所述台车轮夹具为圆筒型,台车轮夹具整体内部中空且内部尺寸大于台车轮直径0.1~5mm;台车轮夹具竖直分为两半,台车轮夹具通过液压缸、气缸或电机控制其完成张开和闭合动作;台车轮夹具夹具每半边底部边缘安装轴承,轴承直径等于台车轮夹具底部壁厚;台车轮夹具两侧均有侧壁,一侧侧壁贴靠台车轮内侧,另一侧侧壁卡入液压千斤顶活塞缸的外圈卡槽;台车轮夹具夹持台车轮侧的侧壁厚度为5~20mm、长度为20~60mm;台车轮夹具卡入活塞缸卡槽的侧壁厚度为5~20mm、长度为20~40mm。
11、具体的是,所述液压千斤顶的活塞缸卡槽深度为台车轮夹具侧壁长度+2~5mm、宽度为台车轮夹具侧壁厚度+1~3mm,液压千斤顶连接液压系统,液压系统提供压力为0~10mpa,液压千斤顶安装在台车轮更换支撑架上,用于形成相对静止的运动整体。
12、具体的是,所述台车运行位置检测设备包括第一光电限位开关,第一光电限位开关沿着台车轮运行的竖直方向安装,第一光电限位开关与导轨升降平台控制系统连锁;
13、第一光电限位开关检测设备得到检测信号,发送导轨升降平台启动信号给平台控制柜,液压油缸启动收缩,导轨升降平台下降将需要拆卸的台车轮处于悬空状态,同时给台车轮拆卸装置发送启动信号,台车轮拆卸装置进入拆卸位置准备进行拆卸作业,并且给台车轮安装装置发送台车轮回装准备信号,台车安装装置进入安装准备位置,烧结机仍处于正常运行状态。
14、具体的是,所述台车轮位置检测设备包括第二光电限位开关,第二光电限位开关安装到台车轮夹具上,台车轮位置检测设备用于检测台车轮拆卸和安装过程中,夹具中心对中台车轮轴,发送精准对位信号给台车轮拆卸装置或者台车轮安装装置控制柜。
15、具体的是,所述台车轮拆卸装置和台车轮安装装置采用四轴或者工业机器人,台车轮拆卸装置用于纵向、横向和垂直三维方向运行,其中纵向运行最大速度高于烧结机运行速度;台车轮安装装置用于纵向、横向和垂直三维方向运行,其中纵向运行速度与烧结机运行速度相同。
16、一种烧结机台车轮不停机更换系统的台车轮自动更换方法,包括以下步骤:
17、s1、损坏的台车轮到达初始拆卸位置a,导轨升降平台关闭锁止机构并开始下降,台车轮拆卸装置将台车轮夹具中心对准台车轮轴中心,其升降行走装置带动跟随台车同向同速运动,保持两个中心始终对中;
18、s2、导轨升降平台下降至下限位,台车轮夹具向两侧打开,台车轮夹具沿台车轮轴方向移动至夹具内侧壁平面与台车轮内侧壁平面重合,台车轮夹具闭合,夹紧损坏的台车轮,台车轮夹具一端内侧壁接触台车轮内侧壁,台车轮夹具另一端卡入另一端卡入液压千斤顶的卡槽;
19、s3、端盖拆装机构进入台车轮夹具内,套筒对准紧固的螺栓进行拆卸作业,取出端盖及螺栓,退出端盖拆卸位置,上提至台车轮夹具移动行程之外;
20、s4、液压千斤顶启动工作,液压杆顶住台车轮轴,液压缸带动卡入卡槽的台车轮夹具向外移动,台车轮跟随台车轮夹具轴向外移,脱离台车轮轴;
21、s5、台车轮拆卸装置的升降行走装置向台车运动的反方向行走,退出拆卸位置a;
22、s6、台车轮安装装置通过台车轮夹具夹持新台车轮,其升降行走装置向台车轴方向靠近,由安装准备位置进入安装位置,将新台车轮中心,即台车轮夹具中心,对准台车轮轴中心,其升降行走装置带动跟随台车同向同速运动,保持两个中心始终对中;
23、s7、新台车轮安装至台车轮轴工作位置;
24、s8、端盖拆装机构进入台车轮夹具内,将端盖压至台车轮外侧,端盖螺栓孔与台车轴上螺栓孔对齐,套筒内的端盖螺栓对准端盖上的螺栓孔进行安装作业,紧固螺栓后端盖拆装机构退出台车轮夹具内部,上提至台车轮夹具移动行程之外;
25、s9、台车轮安装装置退出安装位置,台车轮夹具收回至台车轮工作界面外;
26、s10、导轨升降平台上升,升至升降导轨与烧结机台车轨道平齐位置,开启导轨升降平台的锁止机构。
27、具体的是,所述步骤s1中的初始拆卸位置a为烧结机台车运行位置检测设备的第一光电限位开关触发位置;
28、台车轮夹具设置有激光测距传感器,激光测距传感器用于检测激光测距传感器至车轮端面的距离,并将距离数据信号发送至台车轮拆卸装置控制柜和台车轮安装装置控制柜,台车轮夹具夹持对接位置由台车轮拆卸装置控制柜和台车轮安装装置控制柜根据接收到的激光测距传感器至车轮端面的距离、台车运行速度以及台车轮夹具前伸速度计算得到。
29、本发明具有以下有益效果:
30、本发明设计的烧结机台车轮不停机更换系统及更换方法通过对运行过程中损坏的烧结机台车轮在线进行更换,避免停机更换整部台车,降低了原有人工更换台车的作业风险和劳动强度,提高了现场设备作业的自动化、智能化,对于推进钢铁厂工业4.0智能化生产有现实意义。
31、本发明设计的烧结机台车轮不停机更换系统及更换方法,避免烧结机台车更换导致烧结机停机超过10分钟,甚至停机半小时以上,整个过程中的停机作业、台车更换作业和开机恢复作业,对设备运行产生较大安全风险,同时引起烧结矿产量、质量波动,实现烧结机损坏台车轮不停机自动更换,消除了各种风险。
- 还没有人留言评论。精彩留言会获得点赞!