订书针盒自动装箱设备的制作方法
1.本实用新型涉及自动化装箱设备技术领域,具体为一种订书针盒自动装箱设备。
背景技术:
2.现有的订书针包装方式,通常采用人工分拣、人工装配码钉、人工外包装盒制作和人工码盒的方式进行包装,其各项工序需要大量的人力物力,采用人工方式,劳动强度大、工作效率较低。而目前订书针盒自动装箱设备较少,如专利号为201721056291.1,公开了一种全自动订书针包装设备,但该设备包装完一盒订书针后,将订书针盒移出至收盒平台,待收盒平台具有一定量的订书针盒后,需人工将订书针盒整齐放入回收箱内,该过程需要单独安排一个人工来完成,不利于生产成本的降低。其次,订书针装订成盒后,由于空纸箱的尺寸问题,在放置订书针盒于回收箱内码放的过程比较繁琐,尤其是放置一排的边缘处时,空隙小不易摆放,且摆放容易倾倒乱序,费时费力,不利于生产效率的提高,因此将单个订书针盒依次整理装箱放置到位,装箱合格后进入下一工序。目前暂无相关全自动化设备达能够高效装箱。
3.为了解决上述问题,本案由此而生。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本实用新型提供了一种订书针盒自动装箱设备,解决了上述背景技术中提出的问题。
6.(二)技术方案
7.为实现以上目的,本实用新型通过以下技术方案予以实现:一种订书针盒自动装箱设备,用于对订书针盒进行装箱,包括机架,所述机架的一侧衔接有用于传导订书针盒的传导线、纸箱的上料线及下料线,所述机架上设有码垛机构,传导线将订书针盒一一传导至码垛机构处,码垛机构将多个导入订书针盒成排排列,所述码垛机构前方设有订书针的装箱机构,订书针的装箱机构的下方设有暂存道,其中成排排列的订书针盒下落至暂存道,由装箱机构转移至上料线上的空纸箱内。
8.优选的,所述码垛机构包括平台、位于平台相邻两外侧的气缸一、气缸二,所述气缸一和气缸二的输出端分别连接有推块,其中初始状态下气缸二通过推块先对订书针盒抵合定位,工作时向外侧移动,使得订书针盒之间留有间隙。
9.优选的,所述平台的前侧设有向上拱起的斜坡,斜坡的一侧开设有通槽,订书针盒被推至斜坡时接触倾倒而从一侧的通槽下落。
10.优选的,还包括气缸三和气缸四,所述气缸四位于气缸二的相对侧,用于横推以将下落的订书针盒之间贴合而消除空隙,所述气缸三位于气缸一的正下方,用于将下落的订书针盒前推,直至形成4x5阵列后装箱机构运行装箱。
11.优选的,所述订书针盒的装箱机构包括横向的由电机驱动的传送带,传送带上连
接有气缸五,所述气缸五的下侧输出端连接有电磁铁。
12.优选的,所述上料线和下料线平行布设,两者端部垂直位置设有气缸六,所述气缸六的输出端连接有凹型架,凹型架内凹处形成缺口,缺口与纸箱尺寸适配,实现将纸箱从上料线切换至下料线。
13.优选的,所述传导线的一侧通有多个间隔布设的订书针盒的进料槽,所述订书针盒落入传导线上时由传导线上的皮带统一传导至码垛机构处。
14.优选的,每个所述进料槽处设置有升降限位座一,同时在传导线靠近每个进料槽位置处设有升降限位座二,且升降限位座一和升降限位座二上均设置有接近开关。
15.(三)有益效果
16.采用上述技术方案后,本实用新型与现有技术相比,具备以下优点:本实用新型一种订书针盒自动装箱设备,整体分为订书针出料口、订书钉送料线、订书钉码垛机构,订书钉装箱机构,纸箱上料线,成品下料线,各机构之间相互配合,有效提高装箱精度,以及避免人工装箱疲劳导致的装箱最终结果相对不准确的问题,又能够自动码垛整理,极大程度提高工作效率、降低人工成本。
附图说明
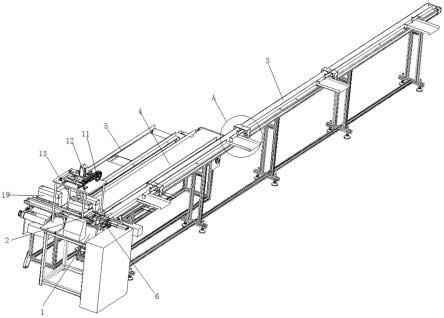
17.图1为本实用新型示意图;
18.图2为本实用新型图1中a处局部结构放大图;
19.图3为本实用新型中码垛机构处示意图;
20.图4为本实用新型图3中b处局部结构放大图;
21.图5为本实用新型中装箱机构处示意图。
22.图中:1、机架;2、订书针盒;3、传导线;4、上料线;5、下料线;6、码垛机构;61、平台;62、气缸一;63、气缸二;64、推块;65、斜坡;66、通槽;8、暂存道;9、气缸三;10、气缸四;11、传送带;12、气缸五;13、电磁铁;14、气缸六;15、凹型架;16、进料槽;17、升降限位座一;18、升降限位座二;19、纸箱。
具体实施方式
23.下面通过附图和实施例对本实用新型作进一步详细阐述。
24.如图1-5所示:一种订书针盒自动装箱设备,用于订书针已装入盒的订书针盒2进行装箱,包括机架1,机架1的一侧衔接有用于传导订书针盒2的传导线3、纸箱19的上料线4及下料线5,机架1上设有码垛机构6,传导线3将订书针盒2一一传导至码垛机构6处,码垛机构6将多个导入订书针盒2成排排列,具体以5个订书针盒2为一排。码垛机构6前方设有订书针的装箱机构,订书针的装箱机构的下方设有暂存道8。
25.传导线3、纸箱19的上料线4及下料线5均通过常规的电机、皮带结构进行传导。在传导线3的一侧设有多个订书针盒2进料槽16,订书针盒2落入至传导线3上时由传导线3上的皮带统一传导至码垛机构6处。
26.码垛机构6在将成排的订书针盒2侧翻下落至下方的暂存道8后,通过气缸推移直至订书针盒2形成4x5阵列。
27.参见附图3所示,码垛机构6包括平台61、位于平台61相邻两外侧的气缸一62、气缸
二63,气缸一62和气缸二63的输出端分别连接有推块64,平台61的前侧设有向上拱起的斜坡65,斜坡65的一侧开设有通槽66,其中气缸二63通过推块64先对订书针盒2抵合定位,工作时向外侧移动(小行程),使得订书针盒2之间松散/留有间隙,此时气缸一62工作时带动成排的订书针盒2向前推,进而能够在订书针盒2被推至斜坡65时接触倾倒而从一侧的通槽66下落。
28.还包括气缸三9和气缸四10,气缸四10位于气缸二63的相对侧,用于横推以将下落的订书针盒2之间贴合而消除空隙。气缸三9位于气缸一62的正下方,用于将下落的订书针盒2前推,在气缸四10横推后,将该排订书针盒2前推,直至形成4x5阵列时,后续的订书针的装箱机构运行装箱。
29.需说明的是,将订书针盒2倾斜下落并装箱为装箱的尺寸以及装箱空间利用最大化所需设计。
30.订书针的装箱机构将位于暂存道8上4x5阵列的订书针盒2横向转移至上料线4端部的空纸箱19内。订书针的装箱机构包括横向的由电机驱动的传送带11(起到横移作用即可),传送带11上连接有气缸五12,气缸五12的下侧输出端连接有电磁铁13,电磁铁13通电时具有磁性,断电时消磁,以将4x5阵列的订书针盒2进行转移。
31.电磁铁13的尺寸尽可能适配4x5阵列的订书针盒2,以更好的吸附订书针盒2内的订书针。
32.机架1主体采用板材及方管焊接而成,结构强度高,稳定性好。通过皮带运输将三台设备的订书针汇总到一起,运输过程中平稳、快速、定位偏差小且噪音小,移动到位后,气缸传感器进行信号反馈,接收信号后再进行下一动作。
33.还包括气缸六14,其中气缸六14位于气缸一62的相对侧,气缸六14的输出端连接有凹型架15,凹型架15内凹处形成缺口,该缺口与纸箱19尺寸适配,进而在气缸六14的带动下,实现将纸箱19从上料线4切换至下料线5。
34.进一步的,为了在订书针盒2能够在传导线3上有序传导,参见附图2,本方案在每个进料槽16处设置有升降限位座一17(通过微型气缸控制升降),同时在传导线3靠近每个进料槽16位置处设有升降限位座二18,且均设置有接近开关(常规设备),当对应处的两个接近开关均感应到有订书针接近时,则其中一个升降限位座下移阻滞订书针盒2传导,形成有序的传导,自动化程度更高。
35.纸箱19上料线4及下料线5:
36.1、由人工将纸箱19开箱并封住底部,放置在上料线4上,通过皮带传送,将纸箱19送至装箱机构。
37.2、产品装箱后由气缸推动将产品推到下料线5,后续由工人将成品取下,并封顶部胶带。
38.订书钉码垛机构6:
39.1、通过气缸活动,将将零散订书针整齐排列成4x5阵列,等待抓取装箱。
40.订书针装箱机构:
41.1、采用气缸推动将空纸箱19推入装箱机构,并采用气缸将纸箱19定位。
42.2、采用电磁铁13吸附完成订书钉取放料。
43.3、通过气缸和步进电机完成订书钉的装箱动作。
44.4、装箱完成后,由气缸推动,将产品推到成品下料线5上后,放下。操作流程:(针对已装入盒的订书针盒2进行装箱)
45.(1)由人工将纸箱19开箱并封住底部,放置在上料线4上,通过皮带传送,将纸箱19送至装箱机构;
46.(2)气缸推动将空纸箱19推入装箱机构,并采用气缸、压块将纸箱19定位;
47.(3)按下启动按钮,产品订书针盒2导入上料输送带,启动推送至码垛机构6;码垛机构6将由平躺的5个订书针盒2侧通过斜坡65槽侧立,落入下侧暂存道8。
48.(4)通过气缸活动,将零散订书针整齐排列成4x5阵列,等待抓取装箱;
49.(5)通过气缸和步进电机带动磁铁的方式吸附,完成订书针盒2取料,并放入一侧上料线4端部的空纸箱19处完成放料;
50.(6)装箱完成后,由气缸推动,将产品推到成品下料线5上。
51.以上所述依据实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明思想的范围内,进行多样的变更以及修改。本项使用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1