一种打包线活动板链机控制方法和系统与流程
本发明涉及打包生产线,特别涉及一种打包线活动板链机控制方法和系统。
背景技术:
1、当前打包线的活动板链机的控制技术方案中,活动板链机采用定速电机控制,在生产线与存储线之间时,多采用手动选择存储线,采用限位开关进行检测的模式进行判断是否到达选择的存储线,到达存储线后人工选择确认需要存储的位置。因此上述技术方案存在如下技术问题:1、对于装载物料的活动板链机,存在较大的惯性,会导致停止位置不准,需要手动反复调整的状况;2、控制中为避免活动小车停止位置过头,多采用活动小车较低速度前进同时增加电机抱闸的方式,限定了活动小车的效率;3、活动小车的输送链条与存储线的输送链条之间的同步控制需要手动选择和确认,限制了整线的生产效率。
技术实现思路
1、本发明其中一个发明目的在于提供一种打包线活动板链机控制方法和系统,所述方法和系统对所述活动板链机针对不同存取模式执行高速和低速交替的运输模式,最后在不降低活动板链机运输效率的基础上有效地平衡活动板链机上的物料,使得对应物料可以有效地克服惯性作用保持准确的停止位置。
2、本发明另一个发明目的在于提供一种打包线活动板链机控制方法和系统,所述方法和系统利用包括生产线或存储线上的检测开关判断物料的运输位置和速度,结合上位机的对所述板链机的电机控制,实现生产线和存储线上的自动化的取包和存包模式的自动调整,提高打包线的自动化水平。
3、本发明另一个发明目的在于提供一种打包线活动板链机控制方法和系统,所述方法和系统实时检测包括生产线存储线板链机和活动板链机自身的位置和运行速度,并根据活动板链机的位置,确定所述活动板链机接续上对应打包线板链机后执行同步控制操作,从而可以同步执行对应存储线上的后续操作,提高打包整线的效率。
4、为了实现至少一个上述发明目的,本发明进一步提供一种打包线活动板链机控制方法,所述方法包括:
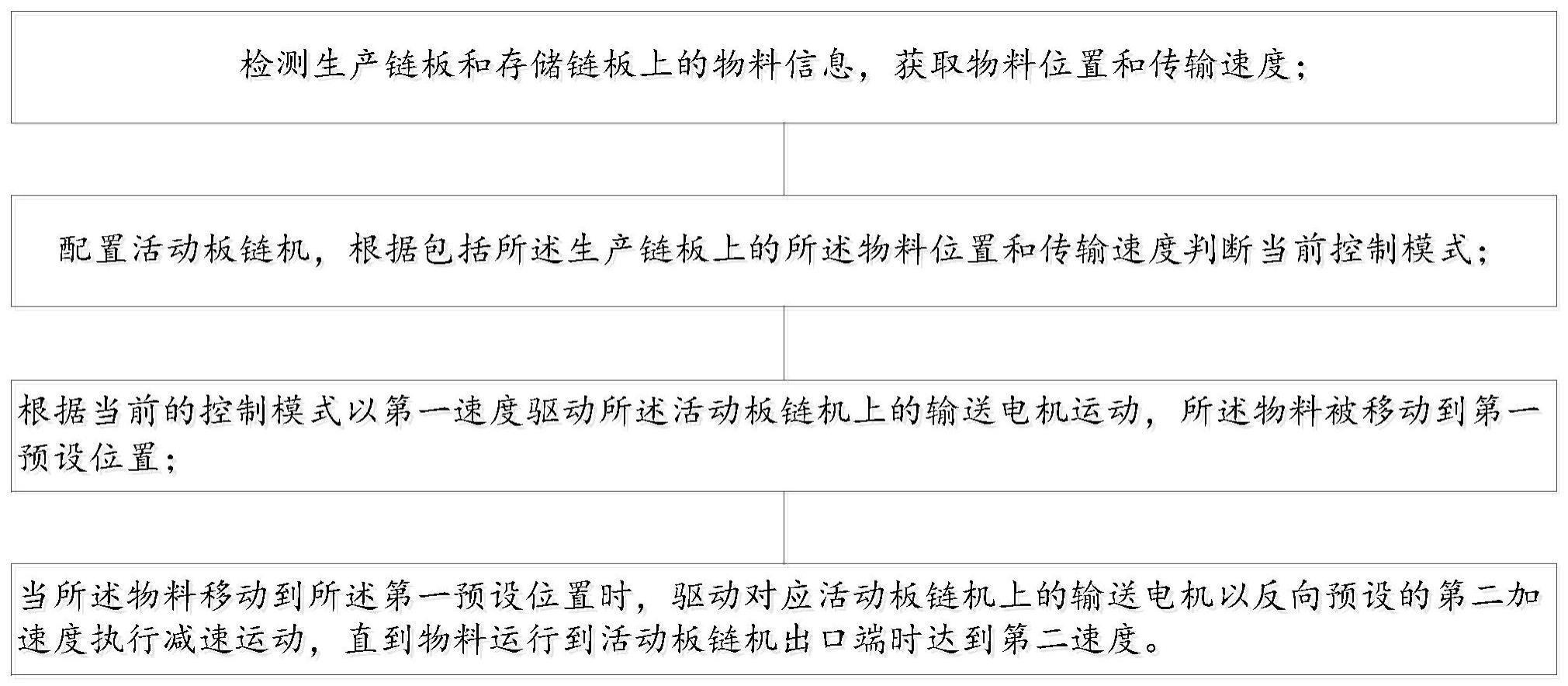
5、检测生产和存储链板上的物料信息,获取物料位置和传输速度;
6、配置活动板链机,根据包括所述生产链上的所述物料位置和传输速度判断当前控制模式;
7、根据当前的控制模式以第一速度驱动所述活动板链机上的输送电机运动,所述物料被移动到第一预设位置;
8、当所述物料移动到所述第一预设位置时,驱动对应活动板链机上的输送电机以反向预设的第二加速度执行减速运动,直到物料运行到活动板链机出口端时达到第二速度。
9、根据本发明其中一个较佳实施例,所述控制模式包括取包模式和存包模式,其中当所述活动板链机上的物料检测结果为空时,且对应生产线的板链机上存在对应物料,则将当前所述活动板链机设定为取包模式,并同时驱动所述活动板链机的移动电机,使得所述活动板链机入口移动到具有物料的生产线对应的出口处。
10、根据本发明另一个较佳实施例,当所述活动板链机上的物料检测结果不为空时,且所述存储线对应的板链机上检测无物料时,则将所述活动板链机设定为存包模式,驱动所述活动板链机的移动电机,使得所述活动板链机的出口处到对应的存储线板链机入口处。
11、根据本发明另一个较佳实施例,所述活动板链机的预设位置到活动板链机入口处的直线路径距离为s1,所述第一速度为v1,所述预设的第二加速度为a2,其中所述活动板链机的总长度为s,对应的预设位置到活动板链机出口处的直线路径距离为s2,其中s=s1+s2,且所述物料从活动板链机入口处移动到所述预设位置的时间为t1,物料从所述预设位置移动到活动板链机出口处的时间为t2,所述第二速度为v2,其中v1*t2-0.5*a2*(t2)2≤s2。
12、根据本发明另一个较佳实施例,其中所述v1-a2*t2=v2,且所述第二速度v2小于等于所述存储线上对应板链机的传输速度v3,当对应所述存储线上对应板链机入口位置的检测开关检测到存在物料时,向上位机发送自身的物料检测信号,所述上位机接收到所述第一检测信号后,分别同时向所述存储线上对应板链机和活动板链机发送同步控制信号,所述存储线上对应板链机和活动板链机实施同步操作。
13、根据本发明另一个较佳实施例,所述活动板链的预设位置到活动板链机入口处的直线路径距离为s1,所述第一速度为v1,且所述活动板链机入口处连接所述生产线对应的板链机出口处,所述生产线对应的板链机的传输速度为v0,v0为所述活动板链的初始速度,且v0<v1;预设和活动板链机传动方向同向的第一加速度a1,其中所述s1=v0*t1+0.5*a1(t1)2,且v0+a1*t1=v1。
14、根据本发明另一个较佳实施例,所述活动板链的预设位置到活动板链机入口处的直线路径距离为s1,所述第一速度为v1,且所述活动板链机入口处连接所述生产线对应的板链机出口处,所述活动板链机入口处初始传输速度为0,当所述活动板链机入口检测到对应的物料后,控制所述活动板链机传输电机,以预设和活动板链机传动方向同向的第一加速度a1控制所述物料运动到a1*t1=v1。此时0.5*a1(t1)2=s1。
15、根据本发明另一个较佳实施例,所述控制模式包括节能模式,当所述生产线上对应的板链机上未检测到物料信息,且在自身和存储线的板链机上也未检测到对应的物料信息,则控制自身、存储线和生产线的板链机停止运行。
16、为了实现至少一个上述发明目的,本发明仅一步提供一种打包线活动板链机控制系统,所述系统执行上述一种打包线活动板链机控制方法。
17、本发明进一步提供一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行上述一种打包线活动板链机控制方法。
技术特征:
1.一种打包线活动板链机控制方法,其特征在于,所述方法包括:
2.根据权利要求1所述的一种打包线活动板链机控制方法,其特征在于,所述控制模式包括取包模式和存包模式,其中当所述活动板链机上的物料检测结果为空时,且对应生产线的板链机上存在对应物料,则将当前所述活动板链机设定为取包模式,并同时驱动所述活动板链机的移动电机,使得所述活动板链机入口移动到具有物料的生产线对应的出口处。
3.根据权利要求2所述的一种打包线活动板链机控制方法,其特征在于,当所述活动板链机上的物料检测结果不为空时,且所述存储线对应的板链机上检测无物料时,则将所述活动板链机设定为存包模式,驱动所述活动板链机的移动电机,使得所述活动板链机的出口处到对应的存储线板链机入口处。
4.根据权利要求1所述的一种打包线活动板链机控制方法,其特征在于,所述活动板链机的预设位置到活动板链机入口处的直线路径距离为s1,所述第一速度为v1,所述预设的第二加速度为a2,其中所述活动板链机的总长度为s,对应的预设位置到活动板链机出口处的直线路径距离为s2,其中s=s1+s2,且所述物料从活动板链机入口处移动到所述预设位置的时间为t1,物料从所述预设位置移动到活动板链机出口处的时间为t2,所述第二速度为v2,其中v1*t2-0.5*a2*(t2)2≤s2。
5.根据权利要求1所述的一种打包线活动板链机控制方法,其特征在于,其中v1-a2*t2=v2,且所述第二速度v2小于等于所述存储线上对应板链机的传输速度v3,当对应所述存储线上对应板链机入口位置的检测开关检测到存在物料时,向上位机发送自身的物料检测信号,所述上位机接收到所述第一检测信号后,分别同时向所述存储线上对应板链机和活动板链机发送同步控制信号,所述存储线上对应板链机和活动板链机实施同步操作。
6.根据权利要求1所述的一种打包线活动板链机控制方法,其特征在于,所述活动板链的预设位置到活动板链机入口处的直线路径距离为s1,所述第一速度为v1,且所述活动板链机入口处连接所述生产线对应的板链机出口处,所述生产线对应的板链机的传输速度为v0,v0为所述活动板链的初始速度,且v0<v1;预设和活动板链机传动方向同向的第一加速度a1,其中所述s1=v0*t1+0.5*a1(t1)2,且v0+a1*t1=v1。
7.根据权利要求1所述的一种打包线活动板链机控制方法,其特征在于,所述活动板链的预设位置到活动板链机入口处的直线路径距离为s1,所述第一速度为v1,且所述活动板链机入口处连接所述生产线对应的板链机出口处,所述活动板链机入口处初始传输速度为0,当所述活动板链机入口检测到对应的物料后,控制所述活动板链机传输电机,以预设和活动板链机传动方向同向的第一加速度a1控制所述物料运动到a1*t1=v1。此时0.5*a1(t1)2=s1。
8.根据权利要求1所述的一种打包线活动板链机控制方法,其特征在于,所述控制模式包括节能模式,当所述生产线上对应的板链机上未检测到物料信息,且在自身和存储线的板链机上也未检测到对应的物料信息,则控制自身、存储线和生产线的板链机停止运行。
9.一种打包线活动板链机控制系统,其特征在于,所述系统执行上述一种打包线活动板链机控制方法。
10.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行上述一种打包线活动板链机控制方法。
技术总结
本发明公开了一种打包线活动板链机控制方法和系统,所述方法包括:检测生产链板和存储链板上的物料信息,获取物料位置和传输速度;配置活动板链机,根据所述生产链上的所述物料位置和传输速度判断当前控制模式;根据当前的控制模式以第一速度驱动所述活动板链机上的输送电机运动,所述物料被移动到第一预设位置;当所述物料移动到所述第一预设位置时,驱动对应活动板链机上的输送电机以反向预设的第二加速度执行减速运动,直到物料运行到活动板链机出口端时达到第二速度。
技术研发人员:鄢来朋,于慧勇,李念,倪锋,黄建平,石傲,朱春梅
受保护的技术使用者:浙江华章科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!