一种用于组装定制家居的柚木板材的全自动生产线的制作方法
本发明涉及板材生产线,尤其是一种用于组装定制家居的柚木板材的全自动生产线。
背景技术:
1、柚木由于其耐用、稳定性高、美观性好以及易于加工的特性而非常适合用于组装定制家居。柚木板材的加工过程是将原始板材切断呈形状、大小不一的板材,并进行砂光、打孔、涂料处理、封边、铣槽和包装等多道工序。
2、在现有的柚木板材的全自动生产线中,前一工序与后一工序之间可设置传送装置和叠板装置对柚木板材进行传送和叠板,然而,现有柚木板材的全自动生产线中的传送装置与叠板装置之间难以根据柚木板材的厚度而进行自动调整,往往还需要人工介入来输入板材的厚度数据及调整装置的工作参数,导致柚木板材的全自动生产线自动化程度仍有待提升。
技术实现思路
1、为了使得柚木板材的全自动生产线中的传送装置与叠板装置之间能够根据柚木板材的厚度而进行自动调整,本申请提供一种用于组装定制家居的柚木板材的全自动生产线。
2、本发明提供一种用于组装定制家居的柚木板材的全自动生产线,采用如下的技术方案:
3、一种用于组装定制家居的柚木板材的全自动生产线,包括传送装置和叠板装置,所述传送装置设置有传送带,所述传送带的出料端对接所述叠板装置,所述叠板装置包括底座,所述底座上设置有丝杆组件和受所述丝杆组件控制而进行升降的承接板,所述承接板用于承接所述传送带送出的板材;所述传送装置架设有横跨所述传送带的架杆,所述架杆内设置有可升降的横杆,所述横杆的底部转动设置有滚轮,所述横杆与所述丝杆组件之间依次传动连接有齿轮齿条组件和棘轮组件,所述齿轮齿条组件用于将所述横杆的直线运动转换为旋转运动,所述棘轮组件用于仅将所述横杆上升时转换的旋转运动向后传递至所述丝杆组件,使所述丝杆组件带动所述承接板进行下降,所述棘轮组件与所述丝杆组件之间设置有齿轮箱,所述齿轮箱用于使所述横杆的单次上升高度与所述承接板的单次下降高度的比例为1:1。
4、优选的,所述底座竖向设置有抵挡结构,所述承接板升降设置在所述抵挡结构的朝向所述传送带的一面,所述抵挡结构包括两块间隔设置的挡板和设置在所述挡板之间的方筒,两块所述挡板与所述方筒之间朝向所述传送带的一面共面,所述丝杆组件竖向设置在所述方筒内,所述方筒朝向所述承接板的一面开设有竖向的条形孔。
5、优选的,所述齿轮齿条组件包括齿条和齿轮,所述传送装置设置有第一安装块和第二安装块,所述齿条活动连接在所述第一安装块上,所述齿条与所述横杆固定连接,所述齿轮转动设置在所述第二安装块上,所述齿轮与所述齿条啮合,所述横杆上升时通过所述齿条带动所述齿轮顺时针转动;所述棘轮组件为滚子内接棘轮机构,所述棘轮组件包括内圈的主动星轮以及外圈的从动套筒,所述主动星轮与所述齿轮同轴固定连接,所述主动星轮的圆周外壁与所述从动套筒之间开设有楔形空隙,所述楔形空隙往逆时针方向缩小、往顺时针方向增大,所述楔形空隙的大端设置有第一弹簧并通过所述第一弹簧连接有滚柱。
6、优选的,所述齿轮箱设置在所述叠板装置的所述抵挡结构上,所述齿轮箱包括输入轴和输出轴,所述齿轮箱的输入轴同轴固定连接有第一同步轮、输出轴同轴固定连接有第二同步轮,所述第一同步轮与所述从动套筒连接有第一同步带;所述丝杆组件包括绕竖向线转动设置在所述方筒内的螺杆和沿竖向线滑动设置在所述方筒内的滑块,所述螺杆与所述滑块之间螺纹连接,所述方筒的顶部还设置有锥齿轮箱,所述锥齿轮箱内转动设置有两个相互啮合的锥齿轮,其中一个所述锥齿轮与所述螺杆同轴固定连接,另一个所述锥齿轮同轴固定连接有第三同步轮,所述第三同步轮与所述第二同步轮之间连接有第二同步带。
7、优选的,所述传送带的表面还设置有凸缘,所述凸缘用于在所述传送带的传送过程中向前推动柚木板材,所述凸缘与所述滚轮在传送方向上相互避让。
8、优选的,所述底座的顶部设置有可伸缩的支撑组件,所述支撑组件包括固定设置在所述底座顶部的支撑柱和套设在所述支撑柱顶部的支撑套筒,所述支撑柱与所述支撑套筒之间连接有第二弹簧。
9、优选的,所述底座的顶部还设置有立板,所述立板位于所述承接板的前侧,所述立板朝向所述承接板的一面水平伸缩设置有压板,所述立板背向承接板的一面设置有驱动所述压板进行水平伸缩的驱动件,所述压板用于对平叠在所述承接板上的柚木板材进行整板;所述压板的高度高于所述支撑套筒,所述支撑套筒的顶面设置有压力传感器,所述压力传感器与所述驱动件之间连接有控制器,所述压力传感器在感应到压力后使所述驱动件驱动压板进行整板。
10、优选的,所述第二安装块上设置有计米器,所述计米器与所述从动套筒接触并记录所述从动套筒旋转的距离。
11、优选的,所述架杆和所述第一安装块沿所述传送带的传送方向滑动设置在所述传送装置上,所述架杆和所述第一安装块滑动后通过螺栓进行固定,所述第三同步轮所连接的轴还同轴固定连接有手轮。
12、优选的,两所述挡板朝向所述传送带的一面还嵌设有橡胶垫,所述橡胶垫嵌设后凸出于所述挡板的面上,所述橡胶垫的底面与所述传送带的上表面位于同一高度。
13、本发明的有益效果为:
14、承接板能够根据横杆的顶升高度而自动调整下降高度,无需人工介入来调整承接板的单次下降高度,最终使得柚木板材的全自动生产线中的传送装置与叠板装置之间能够根据柚木板材的厚度而进行自动调整,进一步提高柚木板材的全自动生产线的自动化程度。
技术特征:
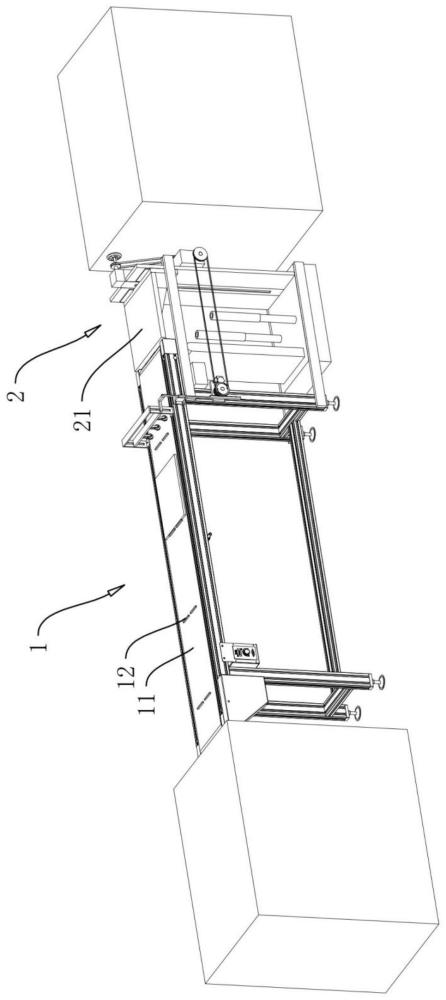
1.一种用于组装定制家居的柚木板材的全自动生产线,其特征在于:包括传送装置(1)和叠板装置(2),所述传送装置(1)设置有传送带(11),所述传送带(11)的出料端对接所述叠板装置(2),所述叠板装置(2)包括底座(22),所述底座(22)上设置有丝杆组件和受所述丝杆组件控制而进行升降的承接板(21),所述承接板(21)用于承接所述传送带(11)送出的板材;所述传送装置(1)架设有横跨所述传送带(11)的架杆(31),所述架杆(31)内设置有可升降的横杆(32),所述横杆(32)的底部转动设置有滚轮(33),所述横杆(32)与所述丝杆组件之间依次传动连接有齿轮齿条组件和棘轮组件,所述齿轮齿条组件用于将所述横杆(32)的直线运动转换为旋转运动,所述棘轮组件用于仅将所述横杆(32)上升时转换的旋转运动向后传递至所述丝杆组件,使所述丝杆组件带动所述承接板(21)进行下降,所述棘轮组件与所述丝杆组件之间设置有齿轮箱(7),所述齿轮箱(7)用于使所述横杆(32)的单次上升高度与所述承接板(21)的单次下降高度的比例为1:1。
2.根据权利要求1所述的一种用于组装定制家居的柚木板材的全自动生产线,其特征在于:所述底座(22)竖向设置有抵挡结构,所述承接板(21)升降设置在所述抵挡结构的朝向所述传送带(11)的一面,所述抵挡结构包括两块间隔设置的挡板(23)和设置在所述挡板(23)之间的方筒(24),两块所述挡板(23)与所述方筒(24)之间朝向所述传送带(11)的一面共面,所述丝杆组件竖向设置在所述方筒(24)内,所述方筒(24)朝向所述承接板(21)的一面开设有竖向的条形孔(241)。
3.根据权利要求2所述的一种用于组装定制家居的柚木板材的全自动生产线,其特征在于:所述齿轮齿条组件包括齿条(61)和齿轮(62),所述传送装置(1)设置有第一安装块(13)和第二安装块(14),所述齿条(61)活动连接在所述第一安装块(13)上,所述齿条(61)与所述横杆(32)固定连接,所述齿轮(62)转动设置在所述第二安装块(14)上,所述齿轮(62)与所述齿条(61)啮合,所述横杆(32)上升时通过所述齿条(61)带动所述齿轮(62)顺时针转动;所述棘轮组件为滚子内接棘轮机构,所述棘轮组件包括内圈的主动星轮(41)以及外圈的从动套筒(42),所述主动星轮(41)与所述齿轮(62)同轴固定连接,所述主动星轮(41)的圆周外壁与所述从动套筒(42)之间开设有楔形空隙(43),所述楔形空隙(43)往逆时针方向缩小、往顺时针方向增大,所述楔形空隙(43)的大端设置有第一弹簧(44)并通过所述第一弹簧(44)连接有滚柱(45)。
4.根据权利要求3所述的一种用于组装定制家居的柚木板材的全自动生产线,其特征在于:所述齿轮箱(7)设置在所述叠板装置(2)的所述抵挡结构上,所述齿轮箱(7)包括输入轴和输出轴,所述齿轮箱(7)的输入轴同轴固定连接有第一同步轮(102)、输出轴同轴固定连接有第二同步轮(103),所述第一同步轮(102)与所述从动套筒(42)连接有第一同步带(101);所述丝杆组件包括绕竖向线转动设置在所述方筒(24)内的螺杆(91)和沿竖向线滑动设置在所述方筒(24)内的滑块(92),所述螺杆(91)与所述滑块(92)之间螺纹连接,所述方筒(24)的顶部还设置有锥齿轮箱(8),所述锥齿轮箱(8)内转动设置有两个相互啮合的锥齿轮,其中一个所述锥齿轮与所述螺杆(91)同轴固定连接,另一个所述锥齿轮同轴固定连接有第三同步轮(105),所述第三同步轮(105)与所述第二同步轮(103)之间连接有第二同步带(104)。
5.根据权利要求1所述的一种用于组装定制家居的柚木板材的全自动生产线,其特征在于:所述传送带(11)的表面还设置有凸缘(12),所述凸缘(12)用于在所述传送带(11)的传送过程中向前推动柚木板材,所述凸缘(12)与所述滚轮(33)在传送方向上相互避让。
6.根据权利要求1所述的一种用于组装定制家居的柚木板材的全自动生产线,其特征在于:所述底座(22)的顶部设置有可伸缩的支撑组件,所述支撑组件包括固定设置在所述底座(22)顶部的支撑柱(251)和套设在所述支撑柱(251)顶部的支撑套筒(252),所述支撑柱(251)与所述支撑套筒(252)之间连接有第二弹簧。
7.根据权利要求6所述的一种用于组装定制家居的柚木板材的全自动生产线,其特征在于:所述底座(22)的顶部还设置有立板(261),所述立板(261)位于所述承接板(21)的前侧,所述立板(261)朝向所述承接板(21)的一面水平伸缩设置有压板(262),所述立板(261)背向承接板(21)的一面设置有驱动所述压板(262)进行水平伸缩的驱动件,所述压板(262)用于对平叠在所述承接板(21)上的柚木板材进行整板;所述压板(262)的高度高于所述支撑套筒(252),所述支撑套筒(252)的顶面设置有压力传感器(253),所述压力传感器(253)与所述驱动件之间连接有控制器,所述压力传感器(253)在感应到压力后使所述驱动件驱动压板(262)进行整板。
8.根据权利要求3所述的一种用于组装定制家居的柚木板材的全自动生产线,其特征在于:所述第二安装块(14)上设置有计米器(15),所述计米器(15)与所述从动套筒(42)接触并记录所述从动套筒(42)旋转的距离。
9.根据权利要求4所述的一种用于组装定制家居的柚木板材的全自动生产线,其特征在于:所述架杆(31)和所述第一安装块(13)沿所述传送带(11)的传送方向滑动设置在所述传送装置(1)上,所述架杆(31)和所述第一安装块(13)滑动后通过螺栓进行固定,所述第三同步轮(105)所连接的轴还同轴固定连接有手轮(81)。
10.根据权利要求9所述的一种用于组装定制家居的柚木板材的全自动生产线,其特征在于:两所述挡板(23)朝向所述传送带(11)的一面还嵌设有橡胶垫(231),所述橡胶垫(231)嵌设后凸出于所述挡板(23)的面上,所述橡胶垫(231)的底面与所述传送带(11)的上表面位于同一高度。
技术总结
本发明涉及板材生产线技术领域,更具体地说,它涉及一种用于组装定制家居的柚木板材的全自动生产线,包括传送装置和叠板装置,传送装置设置有传送带,传送带的出料端对接叠板装置,叠板装置包括底座,底座上设置有丝杆组件和受丝杆组件控制而进行升降的承接板,承接板用于承接传送带送出的板材;传送装置架设有横跨传送带的架杆,架杆内设置有可升降的横杆,横杆的底部转动设置有滚轮,横杆与丝杆组件之间依次传动连接有齿轮齿条组件和棘轮组件,棘轮组件与丝杆组件之间设置有齿轮箱,本发明能够使得柚木板材的全自动生产线中的传送装置与叠板装置之间能够根据柚木板材的厚度而进行自动调整。
技术研发人员:李安喜,李永祥,王霞
受保护的技术使用者:瓦城柚木(广东)家居科技有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!