用于形成旨在层压在光学制品上的功能膜的膜结构、机器、光学设备以及方法与流程
[0001]
本公开涉及光学制品领域。更具体地,本公开涉及一种用于形成旨在层压在光学制品的接收面上的功能膜的膜结构。本公开进一步涉及一种用于形成所述功能膜的光学设备和一种用于形成所述功能膜的方法。
背景技术:
[0002]
光学制品(比如眼科镜片)涉及光(例如可见光)的行为和特性。光学制品包括至少一个光学表面,而光路源自光与至少所述光学表面的相互作用。
[0003]
为了增强光学制品的性能,已知在光学制品的接收表面上设置功能膜。功能膜可以改变光学制品的光学特性、透射特性或机械特性。例如,功能膜可以提供偏振或着色滤光片、硬涂层功能、减反射功能、保护涂层和表面质量功能。
[0004]
功能膜旨在层压在光学制品的接收表面上。在层压步骤之前,功能膜需要被成形为具有与光学制品的接收表面的曲率相符的曲率。
[0005]
为此,已知将功能膜放置在塑料载体层上,例如在聚对苯二甲酸乙二酯(pet)中,并已知在载体的与功能膜相反的面上施加压力和温度以使推压在功能膜上的载体层膨胀,从而用于形成弯曲的功能膜。
[0006]
然而,已经观察到,所产生的功能膜曲率相对于目标曲率可能是不足的。
[0007]
本公开的目的是提供一种用于形成功能膜的解决方案,其使得能够形成具有与目标曲率相对应的曲率的所述功能膜。
技术实现要素:
[0008]
提出了一种膜结构,又称为多层膜,所述膜结构至少包括功能膜、载体层和反力衬垫,所述功能膜在所述载体层与所述反力衬垫之间、位于预定的接收区域中,所述载体层和所述反力衬垫大于所述功能膜,并且所述反力衬垫至少在所述接收区域外的区的一部分上在所述接收区域的至少两个相对侧上直接或间接地被紧固到所述载体层上。
[0009]
还提出了一种设备,所述设备至少包括载体层、反力衬垫,所述载体层和所述反力衬垫适于将功能膜接纳在所述载体层与所述反力衬垫之间在预定的接收区域中,所述载体层和所述反力衬垫大于所述接收区域,并且所述设备包括紧固方式,所述紧固方式适于至少在所述接收区域外的区的一部分上在所述接收区域的至少两个相对侧上将所述反力衬垫直接或间接地紧固到所述载体层。
[0010]
所述功能膜的区域小于所述载体层的区域和所述反力衬垫的区域。在使载体层和功能膜获得弯曲形状的成型步骤期间,所述衬垫形成凹面和所述反力衬垫形成凸面,所述反力衬垫使所述功能膜能够维持在所述载体上,在所述功能膜的整个表面上与所述载体接触,从而防止所述功能膜的一部分相对于所述载体层脱离。
[0011]
相反,如果不使用反力衬垫,则可能发生这种脱离,因为功能膜自身的刚度可能会
轻微抵抗由载体层施加的成型,并且功能膜的边缘可能会从载体层上部分地脱层。因此,在成型时,功能膜的曲率跟随载体层的曲率,并且反力衬垫有助于维持功能膜与载体层接触,特别是在功能膜的边缘处。结果,所形成的功能膜的曲率更好地对应于目标曲率,载体层根据所述目标曲率膨胀。
[0012]
替代方案可以是使用强度足够大的固定方式,以使功能膜不会从载体上脱层。然而,一旦将功能膜附接到光学制品上,这种固定方式可能因此使得难以从功能膜上去除载体。
[0013]
换句话说,功能膜可以夹在载体层与反力衬垫之间,以便在成型步骤期间被迫跟随载体层的膨胀,直到获得目标曲率而在成型期间没有边缘或部分从载体层上脱层。
[0014]
根据特定的方面,反力衬垫的区域大于载体层的区域。
[0015]
根据特定的方面,所述紧固方式能够在定位在接收区域周围的至少三个非对准点中将反力衬垫紧固到载体层。
[0016]
根据特定的方面,所述紧固方式能够基本上全部在接收区域周围将反力衬垫紧固到载体层。
[0017]
根据特定的方面,功能膜至少包括功能热塑性膜。
[0018]
根据实施例,当功能膜存在于接收区域中并且当将压力差施加在载体层上以使载体层朝向反力衬垫膨胀时,功能膜推到反力衬垫上,同时所述反力衬垫将反力施加到所述功能膜上。更精确地,载体层推到功能膜和反力层的一部分上,并且功能膜推到反力层上。
[0019]
响应于施加到载体层并由功能膜传递到反力衬垫的压力,由所述反力衬垫施加到功能膜上的反力推动功能膜紧紧地抵靠在载体层上,以便以可靠的方式形成具有目标曲率的功能膜。
[0020]
根据特定的方面,在成型步骤之前,载体层、功能膜和反力衬垫被定位成彼此接触或彼此足够靠近,使得载体层的膨胀引起功能膜与反力衬垫接触。
[0021]
根据实施例,反力衬垫的柔性比载体层更大。
[0022]
因此,当在载体层上施加压力时,反力衬垫可以弯曲,以便使功能膜根据目标曲率成形,同时有助于维持功能膜压紧在载体层上,且不会太多地增加使载体成成型为目标曲率所需的压力。
[0023]
根据实施例,反力衬垫适于通过在载体层与反力衬垫之间的直接接触而紧固到载体层。
[0024]
为此,所述紧固方式可以包括以下所有方式中的至少一个或部分或全部的组合:
[0025]-夹具;
[0026]-静电力,特别是在载体层和反力衬垫的在接收区域外的部分之间的静电力,
[0027]-胶水或粘合剂,特别是在载体层和反力衬垫的在接收区域外的部分之间;
[0028]-热塑性焊接,特别是在载体层和反力衬垫的在接收区域外的部分上;
[0029]
根据功能膜存在于载体层与反力衬垫之间在接收区域中的实施例,载体侧滑动层定位于所述载体层与所述功能膜之间,所述载体侧滑动层适于实现所述功能膜相对于所述载体层的定位浮动。
[0030]
这种载体侧滑动层使得在载体层和功能膜的弯曲期间功能膜相对于载体层的定位的轻微自动调节。所述浮动可能导致功能膜相对于载体层的轻微侧向位移。
[0031]
通过载体侧滑动层的滑动特性实现的定位浮动防止在功能膜上出现比如折痕等缺陷,这些缺陷是由在载体层膨胀期间传递的应力导致的。特别地,由载体层的材料在成型期间拉伸而形成的一些应力可能被传递到功能膜。浮动使功能膜的拉伸比没有这种浮动的拉伸少,或者甚至在其曲率变化时也能维持其尺寸明显地恒定。
[0032]
根据特定的方面,载体侧滑动层适于使功能膜粘附到载体层,同时实现功能膜相对于载体层的所述定位浮动。
[0033]
根据特定的实施例,与不使用反力衬垫时应选择的粘合特性相比,可以选择具有较低粘合特性的载体侧粘合剂。特别地,可以选择粘合剂以具有足够的滑动特性,以形成滑动层而无需具有高粘合特性。实际上,主要的紧固效果是由反力衬垫提供的。粘合剂可能仅具有足够的粘附力,以将功能膜在尚未平坦时维持到载体上。
[0034]
根据功能膜存在于载体层与反力衬垫之间在接收区域中的实施例,衬垫侧滑动层适于实现功能膜相对于反力衬垫的定位浮动,衬垫侧滑动层定位于所述反力层与所述功能膜之间,或者与反力衬垫接触,或者与紧固到反力衬垫上的层接触。
[0035]
这种衬垫侧滑动层使得能够在载体层和功能膜弯曲时调节功能膜相对于反力衬垫的定位。通过衬垫侧滑动层的滑动特性实现的定位浮动防止在功能膜上出现比如折痕等缺陷,这些缺陷由于反力衬垫的反力施加导致的。特别地,由反力衬垫的材料在成型期间拉伸而形成的一些应力可能被传递到功能膜。浮动使功能膜的拉伸比没有这种浮动的拉伸少,或者甚至在其曲率变化时也能维持其尺寸明显地恒定。所述浮动可能导致功能膜相对于衬垫侧滑动层的轻微侧向移位。
[0036]
根据特定的方面,当功能膜存在于接收区域中时,衬垫侧滑动层也适于使功能膜粘附到反力衬垫上或粘附到紧固到反力衬垫的层上。
[0037]
根据实施例,比如压力敏感粘合剂(psa)等粘合剂层被定位于功能膜与衬垫侧滑动层之间。
[0038]
粘合剂层可以是衬垫侧滑动层的一部分。
[0039]
根据实施例,衬垫侧滑动层是光学级材料,并且被设计成层压到光学制品上,以将功能膜紧固到所述光学制品上。根据特定的方面,衬垫侧滑动层覆盖有保护层。有利的是,保护层具有低摩擦表面,优选地包括硅树脂,并适于抵靠着衬垫侧滑动层滑动。
[0040]
在实施例中,衬垫侧滑动层具有高光滑度,并且被设计成层压到光学制品上,以将功能膜紧固到所述光学制品上。因此,在此实施例中,衬垫侧滑动层可以是粘合剂,比如psa。
[0041]
根据特定的方面,衬垫侧滑动层是功能膜的一部分。换句话说,衬垫侧滑动层可以设置有功能膜。
[0042]
根据实施例,功能膜存在于接收区域中,反力衬垫适于针对反力衬垫的不与功能膜接触或不在接收区域中的基本上每个区而与载体层接触。
[0043]
应当理解,“反力衬垫适于与载体层接触”是指在成型之前,反力衬垫和载体层可以通过比如空气等气体彼此分离,但是在成型之后或至少在成型步骤的部分期间,所述反力衬垫和所述载体层接触。
[0044]
根据实施例,所述膜结构还包括排气系统,所述排气系统被配置用于使存在于所述载体层与所述反力衬垫之间在所述接收区域附近的气体从所述附近至少部分地排出。
[0045]
根据特定实施例,所述排气系统包括在所述膜结构中包括的一个部分和在用于形成功能膜的机器中包括的一个部分,例如下面所提出的。所述排气系统的这些部分被配置为彼此协作以实现排气。
[0046]
还提出了一种用于形成根据上述任何实施例的膜结构的功能膜的机器,其中,所述机器包括加压系统和用于保持所述膜结构的保持设备,加压系统和保持设备被布置为当所述膜结构的周边被保持在所述功能膜外时在所述载体层上施加压力差以使所述载体层朝向所述反力衬垫膨胀,使得所述功能膜推到所述反力衬垫上,同时所述反力衬垫将反力施加到所述功能膜上。
[0047]
还提出了一种用于形成用于层压在光学制品上的功能膜的方法,所述方法包括以下步骤:
[0048]-提供根据本文详述的任何实施例的功能膜和设备或膜结构,使得所述反力衬垫被紧固到所述载体层上,并且所述功能膜被紧固在所述载体层与所述反力衬垫之间;
[0049]-通过在所述载体层上施加压力差来形成所述功能膜,以使所述载体层朝向所述反力衬垫膨胀;所述反力衬垫将反力施加到所述功能膜上。
[0050]
根据所述方法的实施例,所述成型步骤是热成型步骤,所述热成型步骤进一步包括加热所述载体层、所述功能膜和所述反力衬垫。
[0051]
根据所述方法的实施例,在形成所述功能膜之后,所述反力衬垫从所述功能膜上和从所述载体层上脱离。
[0052]
根据所述方法的实施例,在形成所述功能膜之后,所述功能膜通过粘合剂层进一步附接到光学制品上。
[0053]
还提出了一种设备,优选地是多层膜,所述设备至少包括载体层、反力衬垫,并且适于接收布置在所述载体层与所述反力衬垫之间在预定的接收区域中的功能膜层,其中,所述设备还包括:
[0054]
排气系统,所述排气系统被配置用于使存在于所述载体层与所述反力衬垫之间在所述接收区域附近的气体从所述附近至少部分地排出,即使在所述功能膜存在于所述载体层与所述反力衬垫之间、位于所述接收区域中时。
[0055]
根据特定的方面,在所述设备的平面图中,所述排气系统被布置成延伸超过所述接收区域。
[0056]
根据特定的方面,所述排气系统包括布置在所述载体层与所述反力衬垫之间的升高结构。所述升高结构可以包括所述载体层的一部分,所述部分形成指向所述反力衬垫或升高胶带的至少一个脊,所述胶带粘贴到所述反力衬垫上或所述载体层上。
[0057]
根据特定的方面,所述排气系统包括布置在所述反力衬垫的指向所述载体层的面中的凹陷或凹槽,和/或布置在所述载体层的指向所述反力衬垫的面中的凹陷或凹槽。
[0058]
根据特定的方面,所述排气系统被配置为使得存在于所述载体层与所述反力衬垫之间在所述接收区域附近的气体通过所述反力衬垫和/或所述载体层排出。
[0059]
根据特定的方面,所述反力衬垫和所述载体层中的至少一个在所述接收区域附近的至少排气区中是透气的。
[0060]
根据特定的方面,所述反力衬垫和所述载体层中的至少一个在所述接收区域附近的至少排气区中包括孔或微孔。
[0061]
根据特定的方面,所述排气区仅覆盖所述接收区域附近的区域。
[0062]
根据特定的方面,所述排气区仅覆盖所述接收区域的周界的一部分。
[0063]
根据特定的方面,功能膜在所述接收区域中,被所述载体层和所述反力衬垫夹在中间。
[0064]
根据特定的方面,所述设备还包括夹持构件;并且所述排气系统包括布置在所述夹持构件的面上的凹槽,所述面旨在在所述设备的热成型操作期间施加在所述设备上。
[0065]
根据特定的方面,所述排气系统在所述设备的外部轮廓处打开。
[0066]
根据特定的方面,在平面图中,所述排气系统沿所述设备的直径轴线定位。
[0067]
还提出了一种光学设备,包括
[0068]-光学制品;
[0069]-根据上述任何实施例的膜结构或设备的功能膜层,
[0070]
其中,所述功能膜层被布置在所述光学制品的接收面上。
[0071]
根据特定的方面,在所述接收面与所述功能膜层之间存在压敏粘合剂层。
附图说明
[0072]
为了更全面理解在此提供的说明和其优点,现在结合附图和详细描述参照以下简要说明,其中相同的附图标记表示相同的部分。
[0073]
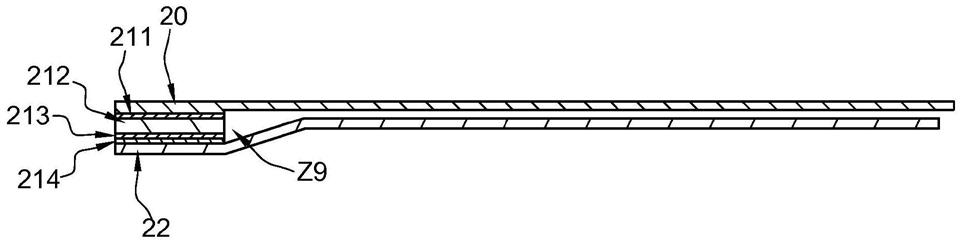
图1是根据实施例的多层膜的一半截面示意图;
[0074]
图2是图1的多层膜的平面示意图,示出了功能膜的位置以及在所述功能膜周围外部的夹持区的位置;
[0075]
图3是根据实施例的多层膜的平面示意图;其中,多层膜设置有布置在平面图中的在功能膜的两侧和外部上的排气系统;
[0076]
图4是图3的根据剖切线iv的截面图,示出了布置在载体层与反力衬垫之间的排气系统;
[0077]
图5至图8以及图9a至图9g是根据实施例的设置有各种排气系统的多层膜的示意性平面图;
[0078]
图10是根据实施例的可以用于使多层膜膨胀的热成型机的局部示意图。
具体实施方式
[0079]
附图中的要素仅为了简洁和清晰而展示出并且不一定是按比例绘制。例如,图中的一些要素的尺寸可能相对于其他要素被放大,以帮助提高对实施例的理解。
[0080]
图1示出了多层膜2(其也可以称为消耗性堆叠体)的截面图的一半部分。术语“堆叠体”是指形成所述多层膜2的层的堆叠体,而术语“消耗性”是指包括(在此呈现的)功能膜的所述多层膜2的至少一部分旨在层压在光学制品的表面上。
[0081]
多层膜2的厚度可以在150um到1500um的范围内。
[0082]
在下面的描述中,光学制品是眼科镜片。在其他实施例中,光学制品可以是其他眼科元件和设备、显示元件和设备。眼科元件的非限制性示例包括矫正和非矫正镜片,包括单光或多光镜片,其可以是分段的亦或非分段的,以及用于矫正、保护、或增强视力的其他元件,放大镜和防护镜片或遮目镜,比如在眼镜(spectacles、glasses)、护目镜以及头盔中发
现的。光学制品优选地是镜片,更优选地是眼科镜片。
[0083]
·
多层膜
[0084]
多层膜2包括载体层20和反力衬垫22。载体层20可以由包括聚对苯二甲酸乙二酯(pet)的组合物制成。载体层20的厚度可以是在50um到500um的范围内。反力衬垫22可以由包括聚对苯二甲酸乙二醇酯(pet)或聚酯(pe)的组合物制成。厚度可以是在50um到500um的范围内。根据一个特定的方面,反力衬垫22特别是在其面对载体层的一侧上包括硅树脂。反力衬垫可以是编号为ppi 0601(0.075mm)硅化聚酯膜的出售的ppi粘合剂产品。
[0085]
功能膜212在预定接收区域中在所述载体层20与所述反力衬垫22之间延伸。功能膜可以是一个层,或者可以由层的堆叠体形成。
[0086]
接收区域对应于紧接地存在于功能膜周围的区域,以允许在功能膜的初始定位周围的任何小的定位浮动的空间为模。
[0087]
功能膜可以改变光学制品的光学特性、透射特性或机械特性。例如,功能膜可以提供偏振、着色或着色滤光片、硬涂层功能、减反射功能、保护涂层和/或表面质量功能或其组合中的任何一种。
[0088]
功能膜212优选地包括雾度值优选地不大于0.4%的热塑性塑料膜,一旦从载体和反力衬垫两者中和从一旦功能膜存在并固定到光学制品上就注定要被去除的任何保护膜被去除后,该功能膜整体上的雾度值优选地不大于0.4%。
[0089]
根据astm d1003-00(通过引用并入本文)的方法,使用毕克-加特纳公司(byk-gardner)的haze-guard雾度计(色差计)通过光透射率测量来测量雾度值。本申请中对“雾度”值的所有提及都是按照此标准。首先根据生产厂家指南校准仪器。接下来,将样品放置在预校准过的测量仪的透射光束上,并且从三个不同的试样位置记录雾度值并且对其进行平均。
[0090]
功能膜212的厚度可以是在10um到500um的范围内。功能膜212可以由包括聚对苯二甲酸乙二醇酯(pet)和/或聚碳酸酯和/或三乙酸纤维素(在法语中,三乙酸纤维素为tac)的组合物制成,其可以涂覆有硬涂层(hc)或减反射(ar)涂层。
[0091]
进一步地,功能膜通常可以包括实现上述一些功能的另外的层。
[0092]
载体层20和反力衬垫22至少在一个维度上大于接收区域,特别地大于旨在存在于接收区域中的功能膜。特别地,如在图1至图9的各种实施例中所示的,功能膜层212的周界被载体层20的周界和反力衬垫22的周界所围绕。特别地,这能够将载体层20保持、固定或夹持到机器或设备上,而不会夹持、污染、弄脏功能膜或对功能膜施加压力。
[0093]
根据各种实施例,其他(多个)中间层可以定位在一方面功能膜212与另一方面载体层20和/或反力衬垫22之间。根据特定的方面,载体层20和反力衬垫22也至少在一个维度上大于所述(多个)中间层。
[0094]
根据各种实施例,在平面图中,载体层20和反力衬垫22全部在至少包括功能膜的中间层的堆叠体周围延伸,并且因此在所述平面图的两个维度上均大于功能膜。优选地,在平面图中,这种中间层的堆叠体被定位在载体层20与反力衬垫22的中心区域中。反力衬垫22和载体层20明显地具有相同的尺寸并且彼此重叠,以将功能膜或对应的中间层的堆叠体夹在之间。考虑到功能膜的厚度或中间层的堆叠体的厚度,反力衬层22的区域优选地轻微优于载体层20的可以与所述反力衬层22重叠的区域。实际上,因此通过功能膜形成一个小
台阶,并且虽然载体层20大部分是平面的,但在该成型步骤之前,反力衬垫22的形状允许所述小台阶。
[0095]
载体侧滑动层211可以被定位在载体层20与功能膜212之间。所述载体侧滑动层211适于实现功能膜212相对于载体层20的定位浮动。换句话说,载体侧滑动层211适于在功能膜固定到载体层20上太牢固时减小施加在功能膜212上的径向应力。认为在成型步骤期间,从初始计划开始存在一个最大升高点。可以估计上述径向应力从所述最大升高点开始明显地径向延伸。
[0096]
载体侧滑动层211的厚度可以是在10um到500um的范围内。
[0097]
根据实施例,载体侧滑动层211可以包括由3m公司提供的产品编号为9088的双面胶带(或者也称为“具有粘合剂375的高性能双面胶带9088”)。
[0098]
根据另一个实施例,载体侧滑动层211可以包括丙烯酸粘合剂层。载体侧滑动层可以具有90%或更大的全光透射率和/或1.0或更小的雾度值。根据使用以下各项的测试方法,载体侧滑动层可以具有25n/25mm或更大的干湿粘合特性:
[0099]-张力计
[0100]-经过电晕处理的聚碳酸酯板的基材,
[0101]-90
°
的剥离角度,以及
[0102]-剥离速度:25mm/min
[0103]-支撑材料:经过电晕处理的聚对苯二甲酸乙二酯薄膜
[0104]-层压到聚碳酸酯板上的条件:用2kg的辊往返一次。
[0105]
丙烯酸粘合剂层可以夹在两个pet离型衬垫之间。根据使用拉伸测试仪、0.3m/min的剥离速度以及180
°
的剥离角度的测试方法,pet离型衬垫中的一个的剥离性可以为0.2n/50mm或更小,而其他pet离型衬垫的剥离性可以为1.0n/50mm或更小。
[0106]
衬垫侧滑动层214可以被定位成与反力衬垫22接触或与紧固到反力衬垫22的层接触。衬垫侧滑动层214实现功能膜212相对于反力衬垫22的定位浮动。换句话说,衬垫侧滑动层214适于在功能膜固定到反力衬垫22上太牢固时减小施加在功能膜212上的径向应力。认为在成型步骤期间,从初始计划开始存在一个最大升高点。可以估计上述径向应力从所述最大升高点开始明显地径向延伸。
[0107]
衬垫侧滑动层214可以由包括聚乙烯(pet)的组合物制成。替代地,衬垫侧滑动层214可以由与以上提出的载体侧滑动层211的组合物相同或相似的组合物制成。替代地,衬垫侧滑动层可以是根据在2016年3月29日提交的pct申请号wo 2017168192的压敏粘合剂(psa),该申请通过引用包括在本文中。所述psa进一步具有作为光学级材料的特性,其雾度值优选不大于0.4%。
[0108]
衬垫侧滑动层214可以在一侧或两侧上包括硅树脂层。衬垫侧滑动层214的厚度可以是在10um到100um的范围内。特别地,反力衬垫22可以至少在与衬垫侧滑动层214接触的区域上包括硅树脂层。
[0109]
根据特定的方面,(多个)中间层,比如所述载体侧滑动层211和/或所述衬垫侧滑动层214,可以相对于定位多层膜2中的一个或多个其他层的时间在不同的时间处定位在堆叠体中。例如,当功能膜212已经存在或尚未存在时,载体侧滑动层211可以直接或间接地定位在载体层20上。特别地,载体侧滑动层211和/或衬垫侧滑动层214可以在引入功能膜212
之前被引入在载体层20与反力衬垫22之间,或者可以在引入功能膜的同时被引入,例如通过附接到功能膜上。替代地,可以在引入功能膜212之前将载体侧滑动层211沉积在载体层20上,并且可以在施加与功能膜212接触的反力衬垫之前将衬垫侧滑动层214沉积在功能膜212上。
[0110]
如图1的实施例所示,多层膜2也可以在功能膜212与衬垫侧滑动层214之间包括粘合剂层213,比如压敏粘合剂(也称为psa)层。粘合剂层213可以由与以上提出的载体侧滑动层211或衬垫侧滑动层214的组合物相同或相似的组合物制成。
[0111]
粘合剂层213可以是衬垫侧滑动层214的一部分。例如,粘合剂层213可以与反力衬垫22直接接触,以可能的硅树脂层为模。
[0112]
鉴于功能膜212层压在光学制品上,在形成该功能膜之前,反力衬垫22至少在反力衬垫的两个不同区中、优选地至少三个不同区中被紧固到载体层20上。维持功能膜212,但是由于载体侧滑动层211和衬垫侧滑动层214,该功能膜优选地在载体层20与反力衬垫22之间具有定位浮动。这种在形成之前的紧固使得至少在热成型期间能够明显地将功能膜212在接收区域中相对于载体层20和反力衬垫22的位置维持在预定位置。实际上,在热成型期间,如果载体层或反力衬垫相对于彼此移动,则功能膜可能会移位或者可能甚至在热成型之后收到错误的形状。
[0113]
为此,紧固方式可以包括由反力衬垫22和/或载体层20的材料特性产生的静电力。替代地,紧固方式可以是在反力衬垫22与载体层20之间引入的附加方式,比如胶水或粘合剂。紧固方式也可以是施加到反力衬垫22和/或载体层20的过程的结果,比如热塑性焊接。优选地,紧固方式延伸到接收区域外。
[0114]
如图8所示,紧固方式还可以包括夹持系统41,该夹持系统能够将反力衬垫22和载体层20夹持在接收区域外且优选在接收区域周围的夹持区域中。
[0115]
关于紧固方式,粘合剂层可以将接收区域内的功能膜212紧固到载体层20上和/或反力衬垫上。所述粘合剂层可以是附加层,粘合剂层213或衬垫侧滑动层或载体侧滑动层是粘合剂层。关于紧固方式的效果,这种粘合剂层能够在热成型之前和期间将功能膜212在接收区域中相对于载体层20和/或反力衬垫22的位置维持在预定的位置。
[0116]
在热成型期间,施加压力差以使载体层20朝向反力衬垫22膨胀。反力衬垫22具有足够的挠性,以在支撑层20被膨胀时膨胀。该设备也可以用在施加压力差以使反力衬垫22朝向载体层20膨胀的情况下。在那个第二情况下,反力衬垫22(在将功能膜层压在光学制品上之前应该被去除)的好处主要是在成型期间起到防止污染的保护作用、或维持粘合剂层213的表面方向(其在热成型期间可能会发生变化)。
[0117]
特别地,反力衬垫22被配置为当将正压力施加在载体层20的与反力衬垫22相反的面上时膨胀。
[0118]
当由于施加在载体层20上的压力而膨胀时,反力衬垫22在所述功能膜212的整个区域上明显地将反力施加到功能膜212上。功能膜212的一些边缘的脱层被限制或甚至被防止。
[0119]
在成型之后(也可能在之前),反力衬垫22可以针对反力衬垫22的不与功能膜212接触或不面对接收区域的基本上每个区而与载体层20接触。根据实施例,载体层20与反力衬垫22之间的紧固基本上都在接收区的周围进行。
[0120]
施加到载体层的压力可以是施加到载体层的正压力,或更一般地是在多层膜2的包括载体层20的一侧与多层膜2的包括反力衬垫22的一侧之间的正压力差。
[0121]
·
热成型机
[0122]
如图10所示,根据如上所述的各种实施例,热成型机可以用于热成型多层膜2。热成型机可以包括环形支撑构件40,多层膜2旨在被定位在环形支撑构件上。特别地,载体层被定位成与环形支撑构件40接触。热成型机也包括夹持构件41,该夹持构件可以包括以下在特定实施例中提出的凹槽。夹持构件41可以在打开位置与闭合位置之间移动,在打开位置,多层膜2可以在为了热成型而被引入到环形支撑构件40上或者一旦热成型后被取出,在闭合位置,多层膜2的载体层20和反力衬垫22抵靠彼此被夹持,从而通过所述夹持元件41和所述环形支撑构件40被夹持在多层膜2的在功能膜外(即在对应的接收区域外)的夹持区中。在图2所示的实施例中,所述夹持区由附图标记13表示。在夹持构件的闭合位置,多层膜2、特别是与环形支撑构件接触的载体层20阻碍了环形支撑构件40的打开。在替代性机器中,该机器适于夹持承载功能膜的载体层20,并且适于用于反力衬垫22的单独固定方式,例如夹持元件41的另一部分。
[0123]
该机器包括加热与加压系统50。例如,所述加热与加压系统被配置为向多层膜2的载体层侧上提供处于压力下的热气流。因此,可以通过打开环形支撑构件40,使多层膜2在压力下膨胀。
[0124]
加热与加压系统50适于在热成型步骤期间将载体层和功能膜加热到约100℃到140℃、例如约120℃到约130℃的温度。用于热成型的温度也可以是在80℃到140℃之间,例如在100℃到130℃之间,例如在115℃到125℃之间,或约120℃。同时,机器适于在热成型期间向载体侧提供正压力。所述压力可以上升到约2或3巴。该机器可以进一步具有控制系统,该控制系统用于以选择的速率升高或降低温度和/或压力,在所述升高中有暂停或无暂停,直到达到预定时间或者载体层或反力衬垫的预定变形为止。
[0125]
·
排气系统
[0126]
如图1所示,在pet载体层20与反力衬垫22之间功能膜212的存在以及在特定实施例中(多个)其他层的存在在所述功能膜的附近产生了气阱z9的可能位置。当在热成型期间加热时,气体的存在可能是由于多层膜2的一个或多个层中的反应而释放的结果。
[0127]
如果气体被捕集在多层膜2内,则气体可能在热成型期间在多层膜2上引起缺陷。实际上,在热成型期间,多层膜2达到例如超过120℃的高温。当面对高温时,被捕集的气体可能因此增加多层膜2内的压力,从而引起上述缺陷。缺陷可能会阻止将功能膜高质量地层压在光学制品上。特别地,已经干涉热成型过程的气体可能引起多层膜2的一个或多个层的例如以褶皱和/或折痕为形式的局部脱层。
[0128]
在多层膜2中的各个层之间可能出现脱层。参考图1的实施例,可以在载体层20与滑动层211之间、或者在滑动层211与功能膜212之间、或者在功能膜212与粘合剂层213或衬垫侧滑动层214或反力衬垫22之间形成缺陷。这种褶皱或折痕、或皱纹或气泡可以改变热成型功能膜的形状。因此,即使在将所述功能膜层压并固定到光学制品上之后,这种缺陷也会在功能膜上是明显的。
[0129]
根据各种实施例,排气系统被配置用于使存在于载体层与反力衬垫之间在接收区域附近的气体至少部分地从所述多层膜2中排出,即使当所述功能膜存在于所述接收区域
中、位于载体层20与反力衬垫22之间。
[0130]
根据各种实施例,排气系统在多层膜2的外轮廓处打开。根据特定实施例,在平面图中,排气系统沿多层膜2的直径轴线定位。
[0131]
如下文在各种实施例中所解释的,排气系统可以被包括在多层膜2中,如图4至图7的示例所示,但是排气系统也可以在多层膜2的外部,如图8的实施例所示。排气系统也可以是多层膜2的一部分,如图9a至图9g的实施例所示。排气路径在图4至图8中用附图标记28表示。
[0132]
根据实施例,如图4所示,排气系统包括布置在载体层20与反力衬垫22之间的升高结构。升高结构可以包括定位在载体层20与反力衬垫22之间的材料的胶带或带子86。可以将胶带或带子粘贴到反力衬垫22或载体层20上。
[0133]
在图5所示的特定实施例中,升高结构包括载体层20的一部分87,该部分形成了至少一个指向朝向反力衬垫22的脊或隆起部。
[0134]
在如图6所示的实施例中,排气系统包括凹部或凹槽88,该凹部或凹槽布置在反力衬垫22的指向载体层20的面上。在如图7所示的实施例中,排气系统包括凹部或凹槽89,该凹部或凹槽布置在载体层20的指向反力衬垫22的面上。
[0135]
根据例如在图8中所示的特定实施例,排气系统包括凹槽891,该凹槽布置在夹持构件41的面上。所述夹持构件41可以是成型机的一部分,例如以上所呈现的热成型机。所述有凹槽的面可以在多层膜2的成型操作期间被施加在多层膜2上。
[0136]
根据各种实施例,在多层膜2的平面图中,排气系统被布置为延伸超过功能膜层212的周界或超过接收区域。换句话说,排气系统被布置在热塑性膜212延伸的区的外部。
[0137]
排气系统可以被配置为使得存在于载体层20与反力衬垫22之间在接收区域附近的气体通过反力衬垫22和/或载体层20排出。
[0138]
根据实施例,反力衬垫22和载体层20中的至少一个在接收区域附近的至少排气区中是透气的。特别地并且如图9a至图9g所示,渗透性可以通过在反力衬垫22和/或载体层20上设置孔98来获得。这些孔可以是微孔。所述孔因此可以形成排气系统的一部分。
[0139]
可以根据如图9a至图9g所示的各种设计来布置孔。
[0140]
如图9a所示,可以在反力衬垫22和/或载体层20的整个区域上明显地设置孔。如图9b所示,除了面向与功能膜212在平面图中的位置相对应的接收区域的区之外,可以在反力衬垫22和/或载体层20的整个区域上明显地设置孔。如图9c所示,可以在反力衬垫22和/或载体层20的区中设置孔,该区在平面图中在夹持区13与接收区域之间延伸,该接收区域与功能膜212在平面图中的位置相对应。如图9d所示,可以在反力衬垫22和/或载体层20的区中设置孔,该区在平面图中根据明显地规则地沿着夹持区13的内部轮廓的细路径延伸。如图9e所示,可以在反力衬垫22和/或载体层20的区中设置孔,该区在平面图中根据明显地规则地沿着与功能膜212相对应的接收区域的外部轮廓的细路径延伸。可以在反力衬垫22和/或载体层20的区中设置孔,该区在平面图中根据沿着夹持区13的内部轮廓的两个相对的区域的细路径延伸。在图9f中,设有孔的两个相对的区域具有新月形状。如图9g所示,可以在反力衬垫22和/或载体层20的区中设置孔,该区包括两个相对的区域,其是大致四边形,靠近夹持区13的内部轮廓。
[0141]
根据实施例,反力衬垫22和/或载体层20可以在接收区域附近的至少排气区中设
置有孔。根据特定的方面,排气区仅覆盖接收区域附近的区域。根据另一个方面,排气区域仅覆盖接收区域的周界的一部分。
[0142]
可以根据使用根据各种实施例如下所述的多层膜2以及使用具有旨在被功能膜覆盖的接收表面的光学制品的方法来获得光学设备。
[0143]
在形成多层膜2之后,从多层膜2上去除反力衬垫,从而使功能膜层和(如果存在的话)粘合剂层213和/或衬垫侧滑动层214变得明显。
[0144]
该方法还包括可能经由所述粘合剂层213和/或所述衬垫侧滑动层214将功能膜层212布置在光学制品的接收表面上。在当前的实施例中,考虑到层压步骤,可以在成型之后去除衬垫侧滑动层214。
[0145]
根据特定的方面,功能膜层212可以通过添加到光学制品上的粘合剂层被附接到光学制品,该粘合剂层可以独立于多层膜、或者可以是所述多层膜的层,比如所述粘合剂层213或衬垫侧滑动层。所述粘合剂层最优选地是光学级粘合剂层,优选地是psa。在实施例中,所述粘合剂层是衬垫侧滑动层并且是光学级psa。
[0146]
特别地,使用层压机以便使由载体层承载的功能膜层压到光学制品上。所述层压机具有可移动元件,这些可移动元件适于使热成型的功能膜朝向光学制品靠近和/或使光学制品朝向热成型的功能膜靠近。之后,使功能膜与光学制品接触。在特定的实施例中,固定到载体层上的热成型的功能膜呈现凸形形状并与光学制品的凹面接触。
[0147]
在实施例中,从载体的侧面施加正压力,以将功能膜推到光学制品的面上。
[0148]
所施加的压力可能达到2巴或3巴。
[0149]
加压步骤可以在施加到膜上的约25℃到80℃的温度下进行。用于热成型的温度也可以是在80℃到140℃之间,例如在100℃到130℃之间,例如在115℃到125℃之间,或约120℃。
[0150]
可以将压力维持在介于10秒与10分钟之间的持续时间内。这使得能够确保粘合剂层将功能膜正确地粘合到光学制品上。
[0151]
此后,在一些实施例中,可以施加冷却步骤。
[0152]
最终,从功能膜上去除载体层。如果存在的话,载体侧滑动层也被去除。
[0153]
关于这些最后的步骤,获得一种光学制品,该光学制品包括固定到其表面之一上的膜,没有或减少了缺陷。至少使用反力衬垫防止了缺陷,并且在一些实施例中,使用可能的滑动层和可能的通风口可以防止另外的缺陷。
[0154]
在特定的实施例中,层压机是热成型机。在另一示例中,在热成型和层压两者期间,将载体层夹持在相同的夹持系统中。可能将载体层松开以便去除反力衬垫。在这种机器中,可以在热成型与层压之间施加冷却步骤。
[0155]
根据特定的实施例,可能存在于载体层和/或反力衬垫上的硅树脂可以是由siliconature公司提供的产品编号为silphan s50的硅树脂。
[0156]
根据各种实施例,反力衬垫的载体侧可以直接与功能膜或这些层中在功能膜顶部上的一个层接触,该功能膜旨在存在于光学制品上并且旨在为光学制品带来功能。
[0157]
根据实施例,在下文的示例1和示例2中,将功能膜施加在镜片的具有81mm曲率半径的凸面上。功能膜被热成型为具有81mm的曲率半径。在示例1和示例2中,载体侧滑动层是由3m公司提供的编号为8141的psa,并且载体侧滑动层设置有由nitto公司提供的编号为
swt10或swt 10+r的保护性滑动膜(其可以在热成型后被删除)。
[0158]
在示例1中,没有使用根据实施例的反力衬垫,并且在热成型期间观察到轻微的脱层和气泡类型的缺陷。
[0159]
然而,一旦存在反力衬垫,在热成型期间就不会出现脱层。
[0160]
根据示例3和示例4,功能膜被施加在镜片的具有90mm曲率半径的凹面上。该功能膜被热成型为具有76mm的曲率半径。在示例3和示例4中,载体侧滑动层是由nitto公司提供的编号为cs9621的psa,并且载体侧滑动层具有由nitto公司提供编号为swt10或swt 10+r的保护性滑动膜(其可以在热成型后被删除)。
[0161]
在示例3中,没有使用根据实施例的反力衬垫,并且在热成型期间观察到非常轻微的气泡。然而,在层压在光学制品上之后,通过功能膜观察到气泡型缺陷。
[0162]
然而,一旦存在反力衬垫,在热成型期间或在层压之后就不会发现任何缺陷。
[0163]
根据实施例,该设备包括:
[0164]-载体层,
[0165]-载体侧滑动层,
[0166]-功能膜,被提供可以包括硬涂层处理和/或减反射处理和/或防污处理的处理;
[0167]-衬垫侧滑动层;
[0168]-反力衬垫。
[0169]
在变型中,该设备由上述层构成。
[0170]
在展示上述实施例的示例5中,将功能膜施加在镜片的具有90mm曲率半径的凹面上。该功能膜被热成型为具有76mm的曲率半径。进一步地,该设备包括并且优选地包括:
[0171]-载体层,
[0172]-载体侧滑动层,其是由3m公司提供的编号为9088的psa,也称为带有粘合剂375的高性能双面胶带9088,
[0173]-功能膜,其包括三乙酸纤维素(在法语中,三乙酸纤维素为tac),设置有被称为“钻晶(crizal)”(依视路国际公司的商标)的处理,该处理包括硬涂层处理和减反射处理以及防污处理;
[0174]-光学级衬垫侧滑动层,其是根据在2016年3月29日提交的pct申请号wo 2017168192的压敏粘合剂(psa),该申请通过引用包括在本文中;
[0175]-反压力衬垫,由ppi粘合剂产品公司提供的编号为ppi 0601(0.075mm)的硅化聚酯薄膜。
[0176]
并且在热成型之后,光学级衬垫侧滑动层进一步用作用于层压到光学制品上的粘合剂层。所述光学级衬垫侧滑动层是在层压之后在光学制品与tac膜之间的唯一层。
[0177]
根据示例5,在热成型之后或在层压之后没有观察到脱层或缺陷。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1