一种PVC管材覆膜装置的制作方法
一种pvc管材覆膜装置
技术领域
[0001]
本实用新型涉及pvc管材技术领域,具体为一种pvc管材覆膜装置。
背景技术:
[0002]
pvc热缩套管在生产完毕之后为了方便运输以及存放,在pvc热缩套管外壁上回覆盖一层覆膜,用以保护pvc热缩套管。
[0003]
但是目前在包裹覆膜的时候采用人工包裹,包裹的效率低下,不能满足生产需求,为此,我们提出了一种pvc管材覆膜装置以良好的解决上述弊端。
技术实现要素:
[0004]
本实用新型的目的在于提供一种pvc管材覆膜装置,以解决上述背景技术中提出的问题。
[0005]
本实用新型的上述实用新型目的是通过以下技术方案得以实现的:
[0006]
一种pvc管材覆膜装置,包括覆膜仓,所述覆膜仓前端开设有放料口,所述覆膜仓内部底端固定安装有支撑板,所述支撑板两侧设置有两组第一气缸,所述支撑板顶端活动设有焊接夹块,所述焊接夹块上方滑动设有用于支撑管道的支撑杆,所述支撑杆上放置有待加工管件,所述待加工管件上方设置有第二气缸,所述覆膜仓内壁一侧固定安装有供料装置,所述覆膜仓另一侧固定安装有取料装置。
[0007]
进一步的,所述焊接夹块为两块半圆形夹块组合而成,所述焊接夹块底部与所述支撑板通过铰链活动连接,所述焊接夹块顶端嵌设有两条与其长度一致的发热条,所述焊接夹块与所述待加工管件长度一致。
[0008]
进一步的,所述第一气缸对称分布于所述支撑板两侧,两组所述第一气缸个数至少为两个,所述第一气缸顶端设置有可沿所述焊接夹块表面横向滑动的滚轮,所述滚轮位于所述焊接夹块的下方。
[0009]
进一步的,所述支撑杆为两根,所述覆膜仓上开设有滑槽,所述支撑杆两端均贯穿所述滑槽且延伸至所述覆膜仓前后侧外壁,所述支撑杆两端垂直焊接有滑杆,所述覆膜仓上固定设置有固定块,所述滑杆插接于所述固定块内,所述滑杆表面套设有弹簧。
[0010]
进一步的,所述第二气缸输出端固定连接有底部呈弧形的橡胶头,所述橡胶头位于待加工管件的正上方。
[0011]
进一步的,所述供料装置包括固定安装于所述覆膜仓侧壁且顶端开口的储料箱,所述储料箱内放置有包装膜,所述储料箱靠近所述支撑杆一侧开设有出膜口,所述出膜口上方固定安装有第三气缸,所述第三气缸底部固定安装有切割刀。
[0012]
进一步的,所述出膜口下方设置有气嘴,所述储料箱底部安装有气泵,所述气泵通过管道与所述气嘴相连。
[0013]
进一步的,所述取料装置包括固定安装于所述覆膜仓上的第四气缸,所述第四气缸输出端固定连接有呈u形的夹持块,所述夹持块顶端固定安装有第五气缸,所述第五气缸
输出端固定连接有挤压块,所述挤压块位于所述夹持块的u形槽内。
[0014]
与现有技术相比,本实用新型提供了一种pvc管材覆膜装置,具备以下有益效果:
[0015]
1.本实用新型,第四气缸启动,推动夹持块向靠近出膜口移动,第五气缸启动,挤压块夹取包装膜,第四气缸关闭,包装膜平铺在支撑杆上,将待加工管件放置于两根支撑杆之间,同时将第二气缸和第三气缸启动,第三气缸推动切割刀将包装膜截断,第二气缸推动待加工管件向下移动,支撑杆沿着待加工管件滑动,使包装膜紧贴于待加工管件表面,当待加工管件掉落至两块焊接夹块之间,第一气缸启动,推动滚轮向上移动,使滚轮挤压焊接夹块,焊接夹块上的焊接条通电发热,可对管材进行自动焊封,相比人工覆膜,大大提高了生产效率。
附图说明
[0016]
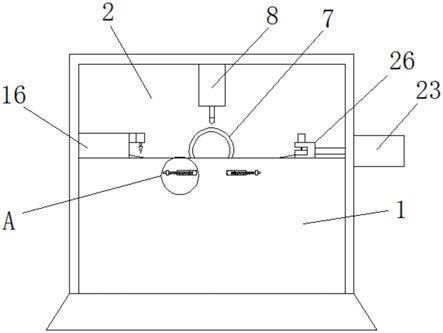
图1为本实用新型的主视结构示意图;
[0017]
图2为本实用新型的主视剖面结构示意图;
[0018]
图3为本实用新型的图1的a处放大结构示意图;
[0019]
图4为本实用新型的图2的b处结构示意图。
[0020]
图中:1-覆膜仓;2-放料口;3-支撑板;4-第一气缸;5-焊接夹块;6-支撑杆;7-待加工管件;8-第二气缸;9-发热条;10-滚轮; 11-滑槽;12-滑杆;13-固定块;14-弹簧;15-橡胶头;16-储料箱; 17-包装膜;18-出膜口;19-第三气缸;20-切割刀;21-气嘴;22
-ꢀ
气泵;23-第四气缸;24-夹持块;25-第五气缸;26-挤压块。
具体实施方式
[0021]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0022]
请参阅图1至4,本实用新型提供一种技术方案:一种pvc管材覆膜装置,包括覆膜仓1,覆膜仓1前端开设有放料口2,覆膜仓1 内部底端固定安装有支撑板3,支撑板3两侧设置有两组第一气缸4,支撑板3顶端活动设有焊接夹块5,焊接夹块5上方滑动设有用于支撑管道的支撑杆6,支撑杆6上放置有待加工管件7,待加工管件7 上方设置有第二气缸8,覆膜仓1内壁一侧固定安装有供料装置,覆膜仓1另一侧固定安装有取料装置。
[0023]
其中,焊接夹块5为两块半圆形夹块组合而成,焊接夹块5底部与支撑板3通过铰链活动连接,焊接夹块5顶端嵌设有两条与其长度一致的发热条9,焊接夹块5与待加工管件7长度一致,焊接夹块5 可以为多组不同直径的半圆形夹块,在对不同直径管件加工时可进行焊接夹块5的替换,便于对不同型号的管件进行覆膜加工。
[0024]
其中,第一气缸4对称分布于支撑板3两侧,两组第一气缸4个数至少为两个,第一气缸4顶端设置有可沿焊接夹块5表面横向滑动的滚轮10,滚轮10位于焊接夹块5的下方,相比使用气缸本身的推杆推动焊接夹块5,滚轮10的设计减少气缸与焊接夹块5之间摩擦,进而减少对焊接夹块5表面的损坏。
[0025]
其中,支撑杆6为两根,覆膜仓1上开设有滑槽11,支撑杆6 两端均贯穿滑槽11且延
伸至覆膜仓1前后侧外壁,支撑杆6两端垂直焊接有滑杆12,覆膜仓1上固定设置有固定块13,滑杆12插接于固定块13内,滑杆12表面套设有弹簧14,第二气缸8推动待加工管件7向下移动,支撑杆6沿着待加工管件7滑动,有利于包装膜 17紧贴于待加工管件7表面。
[0026]
其中,第二气缸8输出端固定连接有底部呈弧形的橡胶头15,橡胶头15位于待加工管件7的正上方,通过在第二气缸8的推杆上增设橡胶头15,可避免第二气缸8推杆在挤压待加工管件7时,对管件表面造成损坏。
[0027]
其中,供料装置包括固定安装于覆膜仓1侧壁且顶端开口的储料箱16,储料箱16内放置有包装膜17,储料箱16靠近支撑杆6一侧开设有出膜口18,出膜口18上方固定安装有第三气缸19,第三气缸 19底部固定安装有切割刀20,出膜口18下方设置有气嘴21,储料箱16底部安装有气泵22,气泵22通过管道与气嘴21相连,取料装置包括固定安装于覆膜仓1上的第四气缸23,第四气缸23输出端固定连接有呈u形的夹持块24,夹持块24顶端固定安装有第五气缸25,第五气缸25输出端固定连接有挤压块26,挤压块26位于夹持块24 的u形槽内,第四气缸23启动,推动夹持块24向靠近出膜口18移动,第五气缸25启动,挤压块26夹取包装膜17,第四气缸23关闭,包装膜17平铺在支撑杆6上,将待加工管件7放置于两根支撑杆6 之间,即可完成取膜工序,同时气泵22启动,气嘴21水平吹气,使包装膜17保持水平,便于夹持块26取膜。
[0028]
工作原理:本实用新型在使用过程中,向储料箱16内放置包装膜17,第四气缸23启动,推动夹持块26向靠近出膜口18移动,第五气缸25启动,挤压块26夹取包装膜17,第四气缸23关闭,包装膜17平铺在支撑杆6上,将待加工管件7放置于两根支撑杆6之间,同时将第二气缸8和第三气缸19启动,第三气缸19推动切割刀20 将包装膜17截断,第二气缸8推动待加工管件7向下移动,支撑杆 6沿着待加工管件7滑动,使包装膜17紧贴于待加工管件7表面,当待加工管件7掉落至两块焊接夹块5之间,第一气缸4启动,推动滚轮10向上移动,使滚轮10挤压焊接夹块5,焊接夹块5上的焊接条9通电发热,可对包装膜17进行自动焊封,相比人工覆膜,大大提高了生产效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1