一种红外线焊接机器人的制作方法
1.本实用新型涉及一种红外线焊接机器人,属于工业机械技术领域。
背景技术:
2.红外焊接是采用非接触式的加热方法对塑料工件中止加热。两个待焊接的零件表面在红外线的映照下可疾速凝聚,经压合冷却后即粘接在一同,并可获得极高的焊接强度。
3.中国专利公布号cn201922097207.6公开了一种红外线焊接装置,该种红外线焊接装置包括直线模组、焊接架、直线滑轨、升降架、双行程气缸、红外加热组件、排气组件、压料组件和护罩,直线模组的滑动块上安装有焊接架,直线滑轨的一组滑块上安装有升降架,焊接架的竖直板后侧面安装有双行程气缸,双行程气缸的伸缩杆通过连接板与升降架固定连接,双行程气缸切换焊接工位、待焊接工位和维修工位,升降架上安装有红外加热组件和排气组件,直线滑轨的另一组滑块上安装有压料组件,所述双行程气缸位于护罩内,护罩固定于升降架上。
4.中国专利公布号cn200910312873.5公开了一种用于焊接条形区域的红外线焊接装置,包括多个焊接单元机构,焊接单元机构包括两端设置有灯罩固定端板的反光罩,反光罩内腔表面为光滑凹面镜且其内腔为半椭圆形柱状腔体,反光罩内腔两端通过灯管安装架安装有红外灯管,红外灯管位于半椭圆形柱状腔体的一个焦点线处,半椭圆形柱状腔体的另一个焦点线处用于设置被焊接物;当焊接单元机构设置为一个以上时,所述焊接单元机构通过连接机构相互连接。
5.但现有技术中对红外线焊接作业后的材料拿取不便,且在拿取过程中,红外线焊接装置必须停止工作,以免伤害到工作人员,导致红外线焊接装置的工作效率不高。
技术实现要素:
6.鉴于现有技术中存在上述问题,本实用新型的目的是提供一种红外线焊接机器人。
7.本实用新型提供了如下的技术方案:
8.一种红外线焊接机器人,包括转换装置、安装在所述转换装置下的第一压料装置、安装在所述转换装置上的红外加热组件固定件、固定在所述红外加热组件固定件上的红外加热组件、位于所述转换装置左侧的第二压料装置,所述转换装置包括第一驱动机构用于驱动转换装置做上下方向直线运动;固定块安装在所述第一驱动机构上;转换装置固定块安装在所述固定块上;支撑柱安装在所述转换装置固定块上;第二驱动机构安装在所述支撑柱上;第三驱动机构安装在所述第二驱动机构上,且所述第二驱动机构用于驱动第三驱动机构做y轴方向的直线运动,所述第三驱动机构用于驱动红外加热组件做x轴方向的直线运动;第一气缸固定座安装在所述第二驱动机构一侧上;第一气缸安装在所述第一气缸固定座上;第二气缸固定座安装在所述第三驱动机构一侧上;第二气缸安装在所述第二气缸固定座上。
9.具体的,所述红外加热组件包括安装在所述红外加热组件固定件上的反光罩,通过红外加热灯管固定架安装在所述反光罩内的红外加热灯管,且所述红外加热灯管固定架安装在所述反光罩上,所述反光罩的另一侧对称安装有风扇。
10.具体的,所述第一驱动机构是气缸。
11.具体的,所述转换装置固定块两端对称安装所述支撑柱。
12.具体的,所述第二驱动机构是直线导轨一和滑块一。
13.具体的,所述第三驱动机构是直线导轨二和滑块二。
14.具体的,所述第一压料装置安装在所述第一驱动机构一侧上,所述第二压料装置位于所述第二驱动机构左侧,位于所述第三驱动机构前侧。
15.本实用新型的有益效果是:
16.1.由于红外线焊接作业后,工作人员拿取材料不便,本实用新型为了保护工作人员,公开了一种可在三轴直线模组下移动的红外线焊接机器人,便于工作人员进行拿取工作。解决了现有技术中对红外线焊接作业后的材料拿取不便的问题。
17.2.本实用新型可提高红外线焊接作业的效率,可连续在两个模组下转换,使得连续进行红外线焊接,可进行两种不同材料用途的焊接,节省工作时间,提高工作效率。解决了现有技术在拿取过程中,红外线焊接装置必须停止工作,以免伤害到工作人员,导致红外线焊接装置的工作效率不高的问题。
18.3.本实用新型安装简便,便于操作。
附图说明
19.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
20.图1是本实用新型的正视图;
21.图2是本实用新型的俯视图;
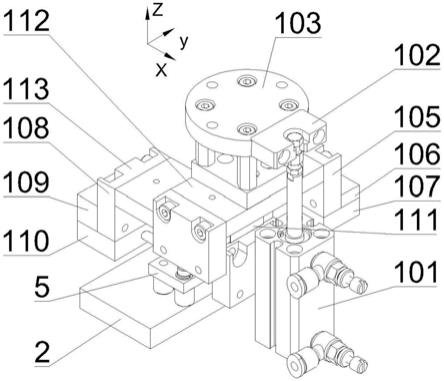
22.图3是本实用新型转换装置的结构示意图;
23.图4是红外加热组件的仰视图;
24.图5是红外加热组件的俯视图;
25.图中标记为:1、转换装置;2、红外加热组件;3、第一压料装置;4、第二压料装置;5、红外加热组件固定件;101、第一驱动机构;102、固定块;103、转换装置固定块、104、支撑柱;105、直线导轨一;106、第二气缸固定座;107、第二气缸;108、直线导轨二;109、第三气缸固定座;110、第三气缸;111、滑块一;112、滑块二;113、第三驱动机构;201、反光罩;202、红外加热灯管固定架;203、红外加热灯管;204风扇。
具体实施方式
26.如图1~5所示,一种红外线焊接机器人,包括转换装置1、安装在所述转换装置1下的第一压料装置3、安装在所述转换装置1上的红外加热组件固定件5、固定在所述红外加热组件固定件5上的红外加热组件2、位于所述转换装置1左侧的第二压料装置4。所述第一压料装置3安装在第一驱动机构101一侧上,所述第二压料装置4位于在第二驱动机构112左侧,位于第三驱动机构113前侧,使得第一气缸107和第二气缸110运动到满行程时红外加热
组件2能停在所述第二压料装置4的正上方。
27.请重点参照图1,所述转换装置1包括第一驱动机构101用于驱动转换装置1做上下方向直线运动,所述第一驱动机构101是气缸。固定块102安装在所述第一驱动装置101上;转换装置固定块103安装在所述固定块102上;支撑柱104安装在所述转换装置固定块103上,所述转换装置固定块103两端对称安装所述支撑柱104。第二驱动机构112安装在所述支撑柱104上,所述第二驱动机构112是直线导轨一105和滑块一111。第三驱动机构113安装在所述第二驱动机构112上,且所述第二驱动机构112用于驱动第三驱动机构113做y轴方向的直线运动,所述第三驱动机构113用于驱动红外加热组件2做x轴方向的直线运动,所述第三驱动机构113是直线导轨二108和滑块二112。
28.第一气缸固定座106安装在所述第二驱动机构112一侧上;第一气缸107安装在所述第一气缸固定座106上;第二气缸固定座109安装在所述第三驱动机构113一侧上;第二气缸110安装在所述第二气缸固定座109上。
29.请重点参照图4和图5,所述红外加热组件2包括安装在所述红外加热组件固定件5上的反光罩201,通过红外加热灯管固定架202安装在所述反光罩201内的红外加热灯管203,且所述红外加热灯管固定架202安装在所述反光罩201上,所述反光罩201的另一侧对称安装有风扇204,由于所述反光罩201上有隔层且隔层上均匀分布有通风孔,导致所述风扇204即可使红外加热灯管203加热时使温度更均匀,又可使红外加热组件2不工作时冷却更快。
30.本实用新型的工作原理为:
31.分别在第一压料装置3和第二压料装置4上放置所需焊接的材料,首先人工控制plc控制器控制第一驱动机构101往z轴负方向运动,带动整个转换装置1下压,当第一压料装置3上的材料焊接结束后。
32.plc控制器控制第一驱动装置101向z轴正方向移动,并且同时控制第一气缸107往y轴正方向移动、第二气缸110往x轴负方向移动,所有气缸移动到满行程时,此时控制plc控制器控制第一驱动器101往z轴负方向运动,在第二压料装置4处进行焊接。
33.此时工作人员可拿取第一压料装置3上被焊接好的材料,拿取好后,重新在第一压料装置3上放取需要焊接的材料,控制plc控制器控制第一驱动装置101向z轴正方向移动,并且同时控制第一气缸107往y轴负方向移动、第二气缸110往x轴正方向移动,所有气缸移动到满行程时,此时控制plc控制器控制第一驱动器101往z轴负方向运动。
34.当第二压料装置4上的材料焊接结束后,此时工作人员可拿取第一压料装置3上被焊接好的材料,拿取好后,重新在第二压料装置4上放取需要焊接的材料。重复上述操作,可有效提高红外线焊接作业的工作效率。
35.同时可通过气缸配合磁性开关,结合plc编程,使得控制plc控制器实现自动焊接的技术。
36.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1