一种模具的防毛刺结构的制作方法
1.本实用新型涉及模具技术领域,特别涉及一种模具的防毛刺结构。
背景技术:
2.注塑领域里,常用到模具,模具包括后模和前模,后模和前模合模后形成注塑腔。
3.因为注塑的工艺要求,后模的模温与后前模的模温存在差异,但是后模和前模的制造材料不一样,导致后模的膨胀系数大于前模的膨胀系数,目前后模在高温情况下没有膨胀空间,后模会产生局部变形,造成后模和前模错位,从而导致产品容易出现毛刺,大大降低良品率,造成不良影响。
技术实现要素:
4.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种模具的防毛刺结构,设置螺纹管套和膨胀间隙,避免产品出现毛刺。
5.根据本实用新型的第一方面实施例的一种模具的防毛刺结构,包括:后模,设置有连接孔和模腔;螺纹管套,插设在所述连接孔中,所述螺纹管套的外壁与所述连接孔的内壁之间设置有膨胀间隙;外连螺栓,一端螺纹连接在所述螺纹管套中,所述外连螺栓的另一端用于外连驱动件。
6.根据本实用新型实施例的一种模具的防毛刺结构,至少具有如下有益效果:设置的所述螺纹管套和所述连接孔的内壁之间具有膨胀间隙,这使得所述后模在高温的状态下具有膨胀空间,避免所述后模产生局部变形而影响产品的质量;此外设置所述螺纹管套起到中间连接件的作用,既可以保持与所述连接孔的内壁形成膨胀间隙,又可以与所述外连螺栓连接。
7.根据本实用新型的一些实施例,所述连接孔设置有多个,所述螺纹管套一一对应所述连接孔设置,多个所述连接孔可以连接多个所述外连螺栓,方便驱动所述后模,避免所述外连螺栓数量过少而造成弯折和断裂。
8.根据本实用新型的一些实施例,所述连接孔设置有五个,其中四个所述连接孔围绕所述模腔分布,所述四个所述连接孔围绕呈梯形,余下的一个所述连接孔设置在所述模腔中,梯形分布的所述连接孔使得所述后模受力均匀,驱动平稳。
9.根据本实用新型的一些实施例,所述连接孔为沉孔,所述螺纹管套包括沉头部和管套部,所述螺纹管套配合安装在所述连接孔中,沉孔可以配合卡住所述螺纹管套,方便安装所述螺纹管套。
10.根据本实用新型的一些实施例,所述螺纹管套由铜、铝或铝合金制成,材料来源广,质地较软,属于软金属,方便在所述后模膨胀时吸收变形量。
11.根据本实用新型的一些实施例,所述后模中设置有镶件,所述镶件容置在所述模腔中,设置所述镶件可以针对性地注塑表面有凹坑的产品。
12.根据本实用新型的一些实施例,所述后模上设置有用于外连的配合槽,所述配合
槽用于和前模上的配合块相配合,避免所述后模和前模发生晃动。
13.根据本实用新型的一些实施例,所述配合槽设置有多个,能够更紧致地与前模相连接。
14.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
15.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
16.图1为本实用新型实施例的模具防毛刺结构的剖视图;
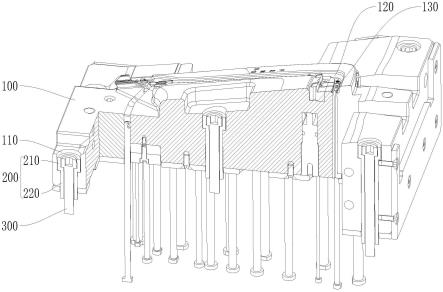
17.图2为图1示出的模具防毛刺结构的结构示意图。
18.后模100、连接孔110、模腔120、镶件130、配合槽140;
19.螺纹管套200、沉头部210、管套部220;
20.外连螺栓300。
具体实施方式
21.下面详细描述本实用新型的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
22.在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
23.在本实用新型的描述中,若干的含义是一个或者多个,多个的含义是两个及两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
24.本实用新型的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
25.参照图1和图2,一种模具的防毛刺结构,包括:后模100,设置有连接孔110和模腔120;螺纹管套200,插设在连接孔110中,螺纹管套200的外壁与连接孔110的内壁之间设置有膨胀间隙;外连螺栓300,一端螺纹连接在螺纹管套200中,外连螺栓300的另一端用于外连驱动件。设置的螺纹管套200和连接孔110的内壁之间具有膨胀间隙,这使得后模100在高温的状态下具有膨胀空间,避免后模100产生局部变形而影响产品的质量;此外设置螺纹管套200起到中间连接件的作用,既可以保持与连接孔110的内壁形成膨胀间隙,又可以与外连螺栓300连接,可以理解的是,因为螺纹管套200与连接孔110的内壁形成膨胀间隙,所以在后模100受高温膨胀时,能够具有膨胀空间,这样后模100与前模不会产生错位,从而注塑的产品不会产生毛刺,或者减少产生的毛刺。
26.要说明的是,后模100中设置有冷却水通道,冷却水通道包括横向通道和纵向通道,横向通道和纵向通道相互连通。其中纵向通道指的是与横向通道相垂直的通道。
27.在一些实施例中,连接孔110设置有多个,螺纹管套200一一对应连接孔110设置,多个连接孔110可以连接多个外连螺栓300,方便驱动后模100,避免外连螺栓300数量过少而造成弯折和断裂。
28.在一些实施例中,连接孔110设置有五个,其中四个连接孔110围绕模腔120分布,四个连接孔110围绕呈梯形,余下的一个连接孔110设置在模腔120中,梯形分布的连接孔110使得后模100受力均匀,驱动平稳。
29.在一些实施例中,连接孔110为沉孔,螺纹管套200包括沉头部210和管套部220,螺纹管套200配合安装在连接孔110中,沉孔可以配合卡住螺纹管套200,方便安装螺纹管套200。
30.在一些实施例中,螺纹管套200由铜、铝或铝合金制成,材料来源广,质地较软,属于软金属,方便在后模100膨胀时吸收变形量,螺纹管套200也可以由铁以及铁合金制造。
31.在一些实施例中,后模100中设置有镶件130,镶件130容置在模腔120中,设置镶件130可以针对性地注塑表面有凹坑的产品。
32.在一些实施例中,后模100上设置有用于外连的配合槽140,配合槽140用于和前模上的配合块相配合,避免后模100和前模发生晃动。
33.在一些实施例中,配合槽140设置有多个,能够更紧致地与前模相连接。
34.上面结合附图对本实用新型实施例作了详细说明,但是本实用新型不限于上述实施例,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1