汽车注塑件的注塑模具的制作方法
1.本实用新型属于模具技术领域,涉及一种降低汽车注塑件内应力的注塑模具。
背景技术:
2.注塑件在离开注塑模具之后,其较厚部位内部仍未能完全冷却,导致高温传到至注塑件表面,使注塑件表面容易出现凹陷、局部产生应力等问题,导致在后期进行二次加工时(如电镀喷涂),注塑件表面会出现产生应力痕迹或电镀脱皮等不良现象。
3.为了消除注塑件的内应力,通常在模具内设置凸起来改变注塑件发生内应力处的壁厚,达到消除注塑件内应力的目的。凸起的体积根据估算获得,然后将凸起焊接到模具上,焊接好后位置固定、体积无法改变,不能有效消除注塑件内应力。
技术实现要素:
4.本实用新型的目的是针对现有的技术存在上述问题,提出了一种能有效降低汽车注塑件内应力的汽车注塑件的注塑模具。
5.本实用新型的目的可通过下列技术方案来实现:
6.汽车注塑件的注塑模具,包括凸模、凹模以及位于凸模与凹模之间的型腔,所述型腔的侧壁设有螺纹孔,所述螺纹孔内螺纹连接有螺杆,所述螺杆的一端固连有凸起,所述凸起具有第一贴靠面,所述第一贴靠面与型腔的侧壁之间设有垫片,所述螺杆穿设在垫片内,所述垫片具有第二贴靠面和第三贴靠面,所述第一贴靠面与第二贴靠面贴合,所述第三贴靠面与型腔的侧壁贴合。
7.通过模具成型汽车注塑件,发现汽车注塑件某个部位存在内应力后,在凸模或凹模的对应位置(即型腔的侧壁)开设不贯通的螺纹孔,通过螺杆和凸起将垫片固定到型腔的侧壁上,再次成型汽车注塑件,判断汽车注塑件的内应力,根据实际情况调节垫片的厚度及数量,使汽车注塑件的壁厚减小到合适尺寸,达到有效消除汽车注塑件内应力的目的。
8.在上述汽车注塑件的注塑模具中,所述凸起上开设有沿螺杆长度方向延伸的操作孔,所述操作孔的内端与贯通螺杆设置的安装孔连通,所述安装孔内滑动配合有滑杆,所述滑杆的内端设有作用在滑杆上的弹性件,在弹性件的作用下滑杆抵靠在位于操作孔与安装孔之间的限位台阶上,所述滑杆的外端设有用于封堵操作孔的封堵部,所述封堵部与操作孔滑动配合。
9.操作孔的截面呈长条形或正多边形,优选为正六边形,封堵部的截面形状与操作孔的截面形状相同,在弹性件的作用下,封堵部位于操作孔内,注塑时熔融的塑料不会进入操作孔。
10.需要调节时,通过外六角工具伸入操作孔,受工具的挤压,弹性件被压缩,工具推动封堵部和滑杆向内运动,工具与操作孔周向限位连接,转动工具的手柄,可带动凸起和螺杆转动,达到调节。
11.在上述汽车注塑件的注塑模具中,所述弹性件为弹簧。
12.在上述汽车注塑件的注塑模具中,所述凸起的厚度由边缘向中间逐渐增大,所述操作孔开设在凸起厚度的最大处。将操作孔开设在凸起厚度的最大处,插入工具并转动时,不会破坏凸起的结构。凸起的厚度由边缘向中间逐渐增大,有利于注塑件脱模。
13.在上述汽车注塑件的注塑模具中,所述凸起远离垫片的一侧表面为弧面,该弧面与第一贴靠面相交形成凸起的边缘。
14.在上述汽车注塑件的注塑模具中,所述垫片的边缘具有倒角。
15.在上述汽车注塑件的注塑模具中,所述凸起远离垫片的一侧具有凸出部,所述凸出部的中线与螺杆的轴线重合,所述凸出部的截面呈正多边形。凸出部的截面优选呈正六边形,可通过内六角工具套到凸出部上,转动内六角工具可实现螺杆的转动。
16.与现有技术相比,本汽车注塑件的注塑模具具有以下优点:
17.由于凸起与型腔的侧壁为可拆卸连接,调整垫片的厚度及数量,使汽车注塑件的壁厚减小到合适尺寸,达到有效消除汽车注塑件内应力的目的,其合理的结构设置,有利于注塑件脱模。
附图说明
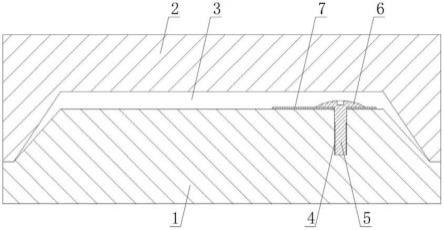
18.图1是实施例一提供的注塑模具的结构示意图。
19.图2是实施例二提供的凸起、螺杆及垫片的剖视图。
20.图3是实施例二提供的通过工具转动螺杆时的剖视图。
21.图4是实施例三提供的凸起、螺杆及垫片的剖视图。
22.图中,1、凸模;2、凹模;3、型腔;4、螺纹孔;5、螺杆;6、凸起;7、垫片;8、操作孔;9、安装孔;10、滑杆;11、限位台阶;12、封堵部;13、倒角;14、凸出部;15、外六角工具。
具体实施方式
23.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
24.实施例一
25.如图1所示的汽车注塑件的注塑模具,包括凸模1、凹模2以及位于凸模1与凹模2之间的型腔3,型腔3的侧壁设有螺纹孔4,本实施例中,螺纹孔4设置在凸模1上。螺纹孔4内螺纹连接有螺杆5,螺杆5的一端固连有凸起6,凸起6具有第一贴靠面,第一贴靠面与型腔3的侧壁之间设有垫片7,螺杆5穿设在垫片7内,垫片7具有第二贴靠面和第三贴靠面,第一贴靠面与第二贴靠面贴合,第三贴靠面与型腔3的侧壁贴合。为了方便转动螺杆5,如图1所示,在凸起6上设置一字槽或十字槽,与螺丝刀配合方便转动螺杆5。
26.通过模具成型汽车注塑件,发现汽车注塑件某个部位存在内应力后,在凸模1或凹模2的对应位置(即型腔3的侧壁)开设不贯通的螺纹孔4,通过螺杆5和凸起6将垫片7固定到型腔3的侧壁上,再次成型汽车注塑件,判断汽车注塑件的内应力,根据实际情况调节垫片7的厚度及数量,使汽车注塑件的壁厚减小到合适尺寸,达到有效消除汽车注塑件内应力的目的。
27.实施例二
28.本实施例的结构原理同实施例一的结构原理基本相同,不同的地方在于,如图2所
示,凸起6上开设有沿螺杆5长度方向延伸的操作孔8,操作孔8的内端与贯通螺杆5设置的安装孔9连通,安装孔9内滑动配合有滑杆10,滑杆10的内端设有作用在滑杆10上的弹性件,本实施例的弹性件为弹簧。在弹性件的作用下滑杆10抵靠在位于操作孔8与安装孔9之间的限位台阶11上,滑杆10的外端设有用于封堵操作孔8的封堵部12,封堵部12与操作孔8滑动配合。
29.操作孔8的截面呈正六边形,封堵部12的截面形状与操作孔8的截面形状相同,在弹性件的作用下,封堵部12位于操作孔8内,注塑时熔融的塑料不会进入操作孔8。
30.需要调节时,如图3所示,通过外六角工具15伸入操作孔8,受工具的挤压,弹性件被压缩,工具推动封堵部12和滑杆10向内运动,工具与操作孔8周向限位连接,转动工具的手柄,可带动凸起6和螺杆5转动,达到调节。
31.如图2所示,凸起6的厚度由边缘向中间逐渐增大,操作孔8开设在凸起6厚度的最大处。将操作孔8开设在凸起6厚度的最大处,插入工具并转动时,不会破坏凸起6的结构。凸起6的厚度由边缘向中间逐渐增大,有利于注塑件脱模。
32.如图2和图3所示,凸起6远离垫片7的一侧表面为弧面,该弧面与第一贴靠面相交形成凸起6的边缘。
33.如图2和图3所示,垫片7的边缘具有倒角13。
34.实施例二
35.本实施例的结构原理同实施例一的结构原理基本相同,不同的地方在于,如图4所示,凸起6远离垫片7的一侧具有凸出部14,凸出部14的中线与螺杆5的轴线重合,凸出部14的截面呈正多边形。凸出部14的截面优选呈正六边形,可通过内六角工具套到凸出部14上,转动内六角工具可实现螺杆5的转动。
36.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1