一种注塑刀叉勺剪切浇口装置的制作方法
1.本实用新型涉及餐具生产与包装自动化设备领域,尤其涉及一种注塑刀叉勺剪切浇口装置。
背景技术:
2.塑制餐具在日常生活中非常常见,塑制餐具以其廉价、卫生、使用方便等优势成为现代生活的餐饮消费中必不可少的消耗品。
3.塑制餐具的生产通常需要注塑、脱模、分装等过程;在塑制餐具脱模后往往需要对产品进行断浇口处理以使塑制餐具与多余的尾料分离。
4.过往用人工断浇口的生产流水线生产效率低、质量不稳定。
5.现有技术中也有通过尽量减少模具浇口直径,使产品成形后较细的浇口能被轻易拉断的自动断浇口模具,但该自动断浇口模具浇口直径小,流量小,刀叉勺成型周期长;如果增大模具的浇口直径,则浇口位置变粗不易断开,就实现不了自动断浇口。
6.而且自动断浇口模具生产的塑制餐具浇口痕迹明显、不规则、不美观,
技术实现要素:
7.基于现有技术存在上述问题,本实用新型提供了一种注塑刀叉勺剪切浇口装置。
8.本实用新型通过以下详细技术方案达到上述目的:
9.一种注塑刀叉勺剪切浇口装置,包括底座和安装在所述底座上的气缸、气剪、产品放置盘;所述气剪通过所述气缸连接在底座上,所述气剪与底座上下滑动连接;所述产品放置盘设置在气剪上方并与底座固定连接,产品放置盘与注塑刀叉勺的模具形状匹配,产品放置盘中间对应的模具浇口位置处有镂空孔,所述气剪的剪刀口向上对准所述模具浇口位置,气剪可以通过不同的进气口控制剪刀的平移与张合,当机械手从注塑机的模具内取出一模刀叉勺产品放到产品放置盘上并压紧产品时,所述气缸控制所述气剪的升降,待气剪上升至剪刀口靠在产品的浇口处时,通过控制剪刀平移的进气口控制气剪的剪刀向外平移靠近浇口位的产品端,再通过控制剪刀张合的进气口控制气剪剪断浇口,这样剪浇口的产品浇口位不明显,更美观更安全。
10.其中,所述气剪设置有多个并固定在气剪下方的气剪固定板上。
11.其中,所述产品放置盘为圆形,对应的注塑刀叉勺的模具为圆模,圆模浇口设置在靠近中间位置放射状排列,刀叉勺的产品在浇口外侧呈放射状排列;所述气剪固定板为圆形,所述气剪个数不少于产品数的一半并在气剪固定板上成放射状排列固定安装,,所述气剪固定板与所述底座之间还设置有回旋气缸固定板与回旋气缸;所述回旋气缸固定板与底座上下滑动连接,回旋气缸固定板与底座之间连接着所述气缸,回旋气缸固定板上固定安装有所述回旋气缸,所述回旋气缸的气缸轴固定连接着所述气剪固定板中间;所述气剪固定板与回旋气缸固定板通过回旋气缸旋转连接,其可旋转角度被限制在对应所述产品放置盘上的一个产品位。
12.其中,所述气剪固定板与所述回旋气缸固定板的可旋转角度是通过安装在回旋气缸固定板上的两个缓冲顶针与安装在气剪固定板下方的第一档板和第二档板进行限制的,所述第一档板和第二档板能分别与两个所述缓冲顶针相抵触。因为气剪数不少于产品数的一半,所以当气剪在气缸的控制下上升并剪断浇口后,只剪断了相间的一半或以上的产品浇口;此时气缸控制气剪下降,接着回旋气缸旋转带动气剪固定板上的所有气剪旋转一个产品位,然后气缸再控制气剪上升,最后气剪剪断剩余的产品浇口。
13.其中,两个所述缓冲顶针分别安装在两个缓冲顶针固定板上并能通过螺杆结构进行调节,所述缓冲顶针固定板与回旋气缸固定板相固定。通过对两个缓冲顶针的调节可以实现气剪的剪刀刀口位置的微调和对回旋气缸可旋转角度的微调,使剪切浇口的产品更完美,使注塑刀叉勺剪切浇口装置的加工效果更佳更稳定。
14.其中,所述回旋气缸固定板与所述底座通过多个直线轴承上下滑动连接。
15.其中,所述底座包括下方的底座底板和垂直的固定在底座底板两侧上方的两块底座侧板,所述气缸固定在底座底板上,所述产品放置盘固定在两块底座侧板上。
16.其中,所述产品放置盘包括产品放置板、产品外挡板和产品内定位板;所述产品放置板为环形板,外侧放射状排列的固定有多个所述产品外挡板,内侧与所述产品内定位板固定连接;所述产品外挡板的个数与注塑刀叉勺的模具对应的产品数相同,产品外挡板为u形结构,所述u形结构的开口朝向产品放置板的中心位置,产品外挡板与一模产品的每个刀叉勺外端形状相吻合;所述产品内定位板为环形结构,所述产品内定位板的上方放射状排列的设置有齿状结构,所述齿状结构的齿数与注塑刀叉勺的模具对应的产品数相同,齿与齿之间的凹陷位与产品的靠近浇口位置的形状相吻合。产品外挡板和产品内定位板加强了对待剪浇口的产品的固定作用,使生产质量更稳定;产品外挡板和产品内定位板也可以跟据不同的产品模具进行配套更换,适合多种刀叉勺产品。
17.本实用新型具有的有益效果:
18.1、本实用新型的一种注塑刀叉勺剪切浇口装置为安装有气剪的自动化剪切浇口装置,气剪的剪切功率大,剪切速度快,断口整齐;不需要考虑浇口直径过大不能自动断开的问题,可以尽量的增大模具的浇口直径,以缩短刀叉勺成型周期,加快生产效率。
19.2、本实用新型的气剪可以通过不同的进气口控制剪刀的平移与张合,使剪刀在剪断浇口时更贴近产品端,剪断浇口后平滑无突出残留,生产的刀叉勺产品更加安全美观。
20.3、本实用新型的底座上通过回旋气缸连接着气剪固定板,气剪固定板通过缓冲顶针、第一档板和第二档板的限制只能旋转一个产品位,通过控制一组气剪的升高,剪断,下降,旋转一个产品位,再升高,再剪断的一系列动作,使一组气剪可以快速剪切两次,大大增加了剪切浇口的效率。
21.4、本实用新型的缓冲顶针通过螺杆结构可调节的固定在缓冲顶针固定板上,通过对缓冲顶针的调节可以实现气剪的剪刀刀口位置的微调和对回旋气缸可旋转角度的微调;使剪切浇口的加工效果更精细更稳定,产品更完美。
22.5、本实用新型在产品放置板上组合安装有产品外挡板和产品内定位板,加强了对待剪浇口的产品的固定作用,使生产质量更稳定;产品外挡板和产品内定位板也可以跟据不同的产品模具进行配套更换,适合多种刀叉勺产品。
附图说明
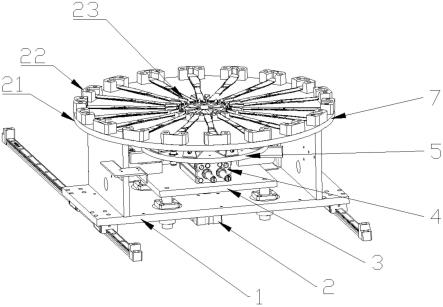
23.图1,本实用新型的一种注塑刀叉勺剪切浇口装置的立体结构示意图(包含产品刀)。
24.图2,本实用新型的一种注塑刀叉勺剪切浇口装置的另一角度立体结构示意图(隐藏产品放置板与产品外挡板)。
25.图3,本实用新型的一种注塑刀叉勺剪切浇口装置的俯视图(隐藏产品放置板与产品外挡板)。
26.图4,本实用新型的一种注塑刀叉勺剪切浇口装置的另一角度立体结构示意图(隐藏底座侧板、产品放置板与产品外挡板)。
具体实施方式
27.下面结合附图和具体实施例对本实用新型做详细的描述。
28.实施例一:
29.如图1-4所示,一种注塑刀叉勺剪切浇口装置,包括底座1、气缸2、回旋气缸固定板3、回旋气缸4、气剪固定板5、气剪6和产品放置盘7。
30.所述底座1包括底座底板10和垂直的固定在底座底板10两侧的两块底座侧板11,所述底座底板10下侧固定连接着滑块,并通过滑轨与生产线可调节的滑动连接,底座底板10上的中间位置固定安装有所述气缸2,所述气缸2的气缸轴固定安装在所述回旋气缸固定板3下方中间位置;底座底板10上通过设置在气缸2周围的四个直线轴承13上下滑动的连接着所述回旋气缸固定板3,所述回旋气缸固定板3与底座底板10平行;通过气缸2的驱动,回旋气缸固定板3可在底座底板10上方升降运动;所述回旋气缸固定板3中间位置固定安装有所述回旋气缸4;所述回旋气缸4的气缸轴上端与所述气剪固定板5下侧的中心位置固定连接;通过回旋气缸4的驱动,可实现气剪固定板5的正反向旋转;所述气剪固定板5为圆形板,气剪固定板5上放射状排列地固定安装有九个所述气剪6,气剪6的剪刀设置在气剪固定板5的内侧并且刀口向上;所述的气剪6上有两组进气口,一组控制气剪的剪刀平移靠近浇口位,一组剪切浇口,这样剪出的浇口产品美观,浇口痕迹不明显;其中,所述回旋气缸固定板3上两侧垂直安装有缓冲顶针固定板14,穿过缓冲顶针固定板14用螺杆结构可调节的装有缓冲顶针15,所述缓冲顶针15的安装位置在所述气剪固定板5两侧旁边;所述气剪固定板5两侧下方分别垂直固定有矩形条状的第一档板16和第二档板17,第一档板16和第二档板17围绕圆形的所述气剪固定板5放射状排列,以所述缓冲顶针15的抵触端的指向为后,第二档板17设置在所述第一档板16的对侧往后移对应所述产品放置盘7上的一个产品位的角度;当气剪固定板5转动时,所述第一档板16与气剪固定板5一侧旁边的缓冲顶针15相对应抵触,当气剪固定板5反向转动时,所述第二档板17与气剪固定板5另一侧旁边的缓冲顶针15相对应抵触,可旋转角度为对应所述产品放置盘7上的一个产品位,通过调节缓冲顶针固定板14上的缓冲顶针15,可以对旋转角度进行微调。
31.所述产品放置盘7底部与两块所述底座侧板11顶部互相固定;所述产品放置盘7包括产品放置板21、产品外挡板22和产品内定位板23;所述产品放置板21为环形板,外侧放射状排列的固定有十八个所述产品外挡板22,内侧与所述产品内定位板23固定连接,注塑刀叉勺的模具对应的产品数为十八个;从所述产品放置盘7上方俯视,所述产品外挡板22为u
形结构,所述u形结构的开口朝向产品放置板21的中心位置,产品内定位板23为环形结构,外径与所述产品放置板21的内径大小一致,环内对应着九个所述气剪6的剪刀头所组成的圆圈;所述环形结构的上方设置有齿状结构,齿数为十八,齿与齿之间的凹陷位与产品的靠近浇口位置的形状相吻合;所述产品外挡板22的u形结构与一模产品的每个刀叉勺外端形状相吻合;一模刀叉勺产品被吸盘组压在产品放置盘7上时,通过所述产品外挡板22与产品内定位板23对一模刀叉勺产品起到固定作用,使剪切浇口的质量更稳定。
32.本实用新型的实施例一的工作流程如下:
33.首先,机械手从注塑机的模具内取出一模刀叉勺产品放到产品放置盘7上,机械手的上吸盘组压紧产品,配合产品外挡板22与产品内定位板23,产品被紧紧固定在产品放置盘7上;
34.接着,气缸2推动回旋气缸固定板3、回旋气缸4、气剪固定板5与气剪6整体上升,气剪6上升至剪刀口靠在产品的浇口处时,气剪6的剪刀向外平移靠近浇口位的产品端,气剪6的剪刀闭合剪掉相间的一半的刀叉勺产品的浇口;
35.然后,气缸2收缩,带动回旋气缸固定板3、回旋气缸4、气剪固定板5与气剪6整体下降,气剪6下降后回转气缸带动气剪固定板5上的所有气剪6转动一个产品位,气缸2推动气剪6再上升,气剪6的剪刀向外平移靠近浇口位的产品端,气剪6的剪刀闭合剪掉剩余的产品浇口,机械手取出剪完浇口的产品。
36.实施例二:
37.实施例二在实施例一的基础上对结构进行了改动,去除了所述回旋气缸4,所述气剪固定板5与所述回旋气缸固定板3可进行旋转调节地固定连接,用于对齐剪刀口与浇口;同时,去除了缓冲顶针固定板14、缓冲顶针15、第一档板16和第二档板17,气缸2的数量为十二,注塑刀叉勺的模具对应的产品数为十二,所述产品外挡板22的数量和产品内定位板23的齿数也为十二;
38.其余部分与实施例一相同。
39.本实用新型中的实施例二的工作流程如下:
40.首先,机械手从注塑机的模具内取出一模刀叉勺产品放到产品放置盘7,机械手的上吸盘组压紧产品,配合产品外挡板22与产品内定位板23,产品被紧紧固定在产品放置盘7上;
41.接着,气缸2推动气剪6上升至剪刀口靠在产品的浇口处时,气剪的剪刀向外平移靠近浇口位,启动气剪剪掉刀叉勺产品的浇口;
42.然后,机械手取出剪完浇口的产品。
43.实施例二是本实用新型的另一实施方案,但相比实施例一,用到的气剪6数量更多,但同时生产出的产品数量更少,生产效率不如实施例一。
44.以上所述实施例仅表达了本实用新型的两种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1