一种侧冲推杯点杯装置的制作方法
本发明涉及制杯设备,具体涉及一种侧冲推杯点杯装置。
背景技术:
1、热成型机在完成对塑料片材的成型之后,需要在下一道工序将塑料片材上形成的成品单元(如塑料杯或塑料碗)冲切出来及退出并完成堆叠收集,以便后续的进一步加工或包装。
2、目前,在一次性塑料杯的生产过程中,一次性塑料杯是通过叠杯机堆叠并压紧成一整列后,再送往包装设备。由于一次性塑料杯的包装是采用计数包装,需要在一次性塑料杯进入包装机之前,将堆叠成一整列的一次性塑料杯按照指定数量进行分包。目前比较常见的塑料杯分包方法是人工计数和长度分包,但是人工计数效率低下,只适用于小数量分包计数;长度分包是通过计量一定长度的堆叠杯子进行分包,但是由于杯子在挤压堆叠的过程中,可能出现挤压力度过紧或者过松的问题,会导致同等长度的杯子数量可能出现不同,影响杯子的包装。
3、本技术人于2020年05月22日申请了公告号为cn212290662u的中国实用新型专利,其公开了一种自动点杯机,包括机架、进杯机构和分杯机构,进杯机构和分杯机构按照送杯方向依次设置在机架上,其特征在于:所述分杯机构包括分杯通道、控制器、光电眼计数装置、挡杯装置和拨杯装置;分杯通道的延伸方向与送杯方向一致,挡杯装置处在拨杯装置的后方,并且挡杯装置和拨杯装置均处在分杯通道的上方;光电眼计数装置包括发射端、接收端和计数器,发射端和接收端分别相对应设置在分杯通道的两侧并贴近分杯通道的表面,并且发射端和接收端均处在拨杯装置的前方;接收端与计数器电连接,计数器的信号输出端与控制器的信号输入端电连接,控制器的信号输出端分别与挡杯装置和拨杯装置的控制输入端电连接。这种自动点杯机在分杯通道的两侧并贴近分杯通道的表面设置了光电眼计数装置的发射端和接收端用于对杯子进行计数;当杯子堆叠并平放时各个杯沿的下端与分杯通道的表面接触,相邻两个杯的杯沿下端之间即存在可供发射端所发出的光线通过的间隙,于是在杯列堆叠平放经过发射端与接收端之间时,每经过一个杯沿,接收端接收不到发射端所发出的光线,接收端发射相应的信号给计数器,计数器记为此时经过一个杯子;当计数器计数达到预设数量后,发送相应的信号给控制器,控制器发送相应的控制信号给挡杯装置和拨杯装置进行工作,确保堆叠杯子的分杯数量准确度,同时提高分杯效率。但是,这种自动点杯机只具备点杯功能,而不具备冲切及堆叠功能,其一般需要配合另一台冲切机使用,并由工作人员将冲切出来的杯子堆叠后转移至进杯机构的输送带上输送,占用较大的安装空间,且影响工作效率。
技术实现思路
1、本发明所要解决的技术问题是提供一种侧冲推杯点杯装置,这种侧冲推杯点杯装置能够自动将塑料片材上的杯子冲切出来并进行堆叠计数及退出,不仅结构紧凑,占用的安装空间小,而且可提高工作效率。采用的技术方案如下:
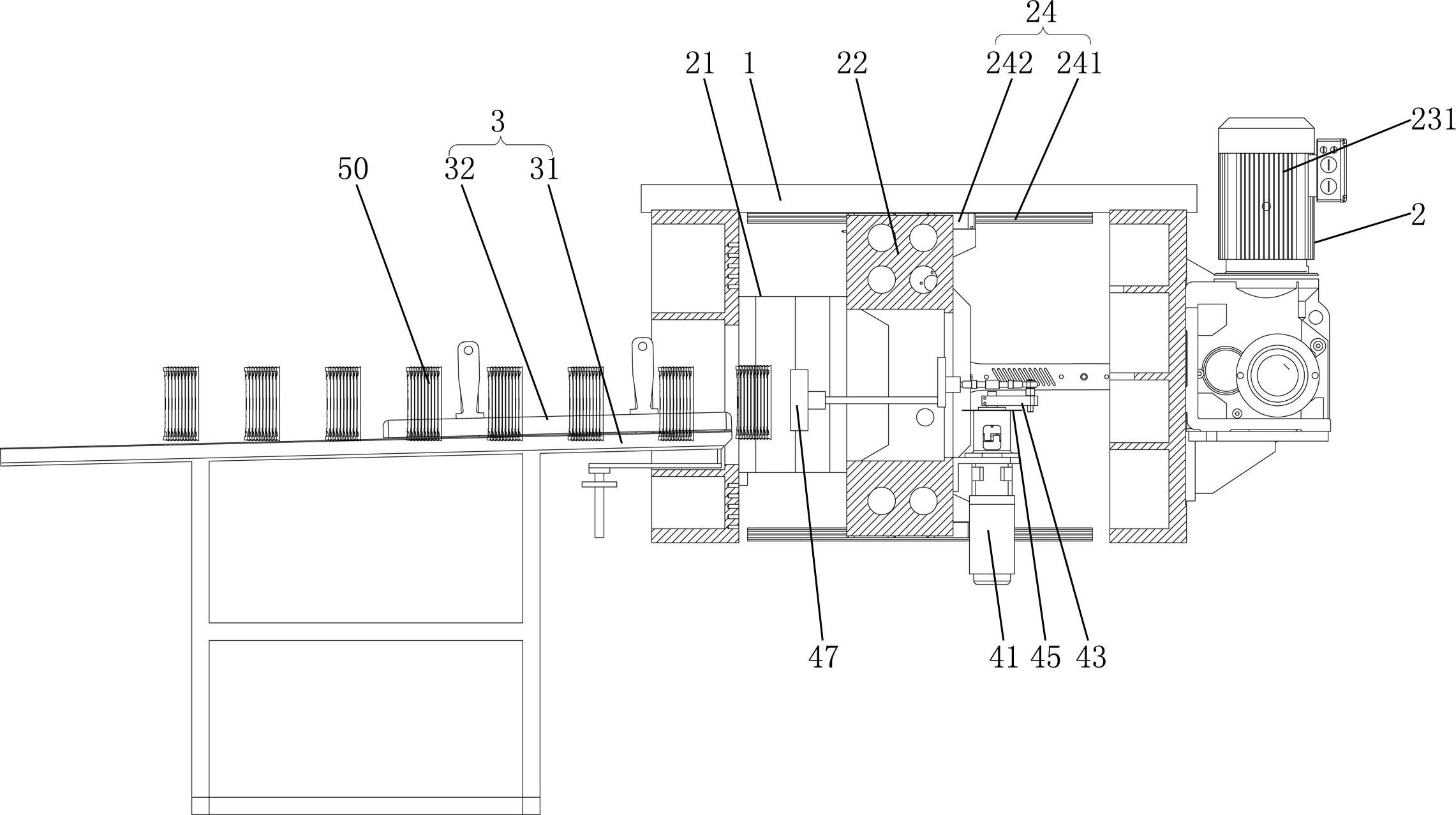
2、一种侧冲推杯点杯装置,其特征在于:包括机架、冲切机构、接杯机构、点数推杯机构和控制器;冲切机构包括后模体、前模体以及用于驱动前模体前后平移的前后平移机构,后模体、前后平移机构均安装在机架上,前模体设置在后模体的正前方,前模体上设有至少一个前剪模,后模体上设有至少一个后剪模和至少一个杯子堆叠腔,后剪模与前剪模的数量相同且一一对应配合,杯子堆叠腔与后剪模的数量相同且位置一一对应配合,杯子堆叠腔处在相应后剪模的后侧;接杯机构安装在机架上并处在后模体的后方;点数推杯机构包括推杯电机、第一转轴、点数感应臂、连接臂、光电眼、平移座和至少一个推杯顶伸头,平移座可前后平移安装在前模体上,各个推杯顶伸头均安装在平移座上并分别与相应的前剪模位置相对应;第一转轴可转动安装在前模体上并且为上下走向,推杯电机安装在前模体上,推杯电机的动力输出轴与第一转轴传动连接;点数感应臂的第一端固定安装在第一转轴上,连接臂的前端与点数感应臂第二端铰接,连接臂的后端与推杯顶伸头第二端铰接;光电眼安装在前模体上并与点数感应臂相配合,光电眼与控制器相应的输入端电连接,前后平移机构、推杯电机分别与控制器相应的输出端电连接。
3、通常,所述推杯电机采用伺服电机,控制器采用plc控制器或单片机等。
4、通常,所述杯子堆叠腔能够容纳处于堆叠状态的多个杯子,杯子堆叠腔的整体呈环形且其具有环形限位台阶,环形限位台阶与杯子的杯口边沿相配合,能够对其起到阻挡作用;当杯子在受到向施加的较大推力时,杯子堆叠腔中处于堆叠状态的多个杯子会越过环形限位台阶脱离杯子堆叠腔。
5、工作时,在控制器的控制下,成型好的塑料片材在一片材夹送机构的带动下以间歇移动的方式从前模体和后模体之间穿过;塑料片材在其上的一组成品杯子单元到达前模体和后模体之间后暂停移动,先由冲切机构的前后平移机构驱动前模体向后平移,带动各个前剪模分别朝向相应的后剪模平移,利用各个前剪模与各个后剪模之间的配合将该组成品杯子单元的各个杯子从塑料片材上冲切出来, 再由点数推杯机构的推杯电机驱动第一转轴在较小的角度范围内来回转动一次,带动点数感应臂绕第一转轴在较小的角度范围内(如180°)来回摆动一次,再通过连接臂带动平移座和各个推杯顶伸头在较短的行程范围内前后平移动作一次,塑料片材上被冲切出来的各个杯子分别在相应的推杯顶伸头的推动下进入相应的杯子堆叠腔中;随后,塑料片材在片材夹送机构的带动下继续移动,在将其下一组成品杯子单元移动至前模体和后模体之间后暂停移动,由冲切机构、点数推杯机构完成对塑料片材上下一组成品杯子单元的各个杯子的冲切并堆叠至杯子堆叠腔中,通过重复上述过程,冲切机构和点数推杯机构能够自动将塑料片材上的杯子冲切出来并送入杯子堆叠腔中进行堆叠,在此过程中控制器通过光电眼对经过的点数感应臂进行感应,每当光眼感应到点数感应臂一次,则表示各个推杯顶伸头推送一次杯子,控制器便完成计数一次,由此可实现对杯子堆叠腔中堆叠好的杯子数量进行准确计数;直至当控制器对杯子堆叠腔中堆叠状态的杯子计数数量达到预设值时,控制器便通过点数推杯机构的推杯电机驱动第一转轴在较大的角度范围内转动,带动点数感应臂绕第一转轴在较大的角度范围内来回摆动一次或者旋转一整圈,再通过连接臂带动平移座和各个推杯顶伸头在最大的行程范围内前后平移动作一次,利用各个推杯顶伸头将各个杯子堆叠腔中处于堆叠状态的多组杯子一同推送至接杯机构上,以便工作人员进行后续的进一步加工或包装。这种侧冲推杯点杯装置能够自动将塑料片材上的杯子冲切出来并进行堆叠计数及退出,不仅结构紧凑,可有效减小占用较大的安装空间,而且可提高工作效率。
6、作为本发明的优选方案,当点数感应臂在推杯电机的驱动下绕第一转轴在180°的角度范围内来回摆动时,各个推杯顶伸头分别将塑料片材上被冲切出来的各个杯子推入相应的杯子堆叠腔中;当点数感应臂在推杯电机的驱动下绕第一转轴旋转360°时,各个推杯顶伸头分别将相应的杯子堆叠腔中处于堆叠状态的多组杯子推送至接杯机构上。
7、作为本发明的优选方案,所述前模体上设有上下走向的支撑套筒,所述第一转轴的中段通过轴承可转动安装在支撑套筒的内侧;支撑套筒的上端安装有所述点数感应盘,点数感应盘的中心处设有可供第一转轴穿过的通孔,所述光电眼安装在点数感应盘上,光电眼处在所述点数感应臂的下方并与点数感应臂相配合。采用这种结构,可使点数推杯机构的整体结构更为紧凑,其传动的稳固性更好。
8、作为本发明的优选方案,所述前模体上设有自左至右依次排列的多个前剪模;相应的,所述后模体上设有自左至右依次排列的多个后剪模和自左至右依次排列的多个杯子堆叠腔;相应的,所述推杯顶伸头的数量为多个,多个推杯顶伸头自左至右依次安装在所述平移座上。采用这种结构,冲切机构每次能够将塑料片材上一列成品杯子单元的各个杯子被冲切出来,点数推杯机构每次能够将塑料片材上被冲切出来的一列成品杯子单元的各个杯子推送入各个杯子堆叠腔中进行堆叠。
9、作为本发明进一步的优选方案,所述接杯机构包括接杯台和多个分隔板,多个分隔板均设置在接杯台上侧并且自左至右依次排列,各个分隔板与接杯台的台面共同围成自左至右依次排列的多个接杯通道,接杯通道与所述杯子堆叠腔的数量相同且一一对应,接杯通道的前端开口正对杯子堆叠腔。工作时,点数推杯机构的各个推杯顶伸头将各个杯子堆叠腔中处于堆叠状态的多组杯子分别推送至相应的接杯通道中。
10、作为本发明的优选方案,所述前模体可前后平移安装在所述机架上;所述前后平移机构包括冲切电机、第二转轴、两个偏心轮和两个摆臂,第二转轴可转动安装在所述机架上并且为左右走向;两个偏心轮分别安装在第二转轴的两端,两个摆臂与两个偏心轮一一对应,摆臂前端与偏心轮铰接,摆臂后端与所述前模体铰接;冲切电机安装在机架上,冲切电机的动力输出轴与第二转轴传动连接;冲切电机与所述控制器相应的输出端电连接。通常,冲切电机采用伺服电机。工作时,冲切电机驱动第二转轴和两个偏心轮转动,通过两个侧冲摆臂带动前模体相对机架前后平移,使其朝向或背向后模体平移,配合后模体完成冲切或分离动作。
11、作为本发明进一步的优选方案,所述前模体通过多个前后导引机构安装在所述机架上;每个前后导引机构均包括导轨和至少一个滑块,导轨安装在机架上并且为前后走向,滑块安装在导轨上并与导轨滑动配合;各个前后导引机构的滑块均与前模体连接。采用这种结构,可通过各个前后导引机构的滑块与导轨之间的滑动配合,使前模体能够相对机架向前或向后平移。
12、作为本发明的优选方案,所述连接臂包括自前至后依次螺纹连接的前连接筒、连接杆和后连接筒,连接杆的前端、后端分别设有螺旋线方向相反的外螺纹,前连接筒后端设有与连接杆前端的外螺纹相匹配的内螺纹,后连接筒前端设有与连接杆后端的外螺纹相匹配的内螺纹;前连接筒前端与所述点数感应臂第二端铰接,后连接筒后端与所述推杯顶伸头第二端铰接。采用这种结构,可通过转动连接杆,利用连接杆前端、后端的外螺纹与前连接筒后端、后连接筒前端的内螺纹之间的啮合关系,对连接臂的总长度进行调节,以调节点数推杯机构的各个推杯顶伸头的最大行程范围,确保各个推杯顶伸头能够将各个杯子堆叠腔中处于堆叠状态的多组杯子推送至接杯机构上。
13、作为本发明的优选方案,所述前连接筒的前端通过第一关节轴承与所述点数感应臂第二端铰接,所述后连接筒的后端通过第二关节轴承与所述推杯顶伸头第二端铰接。第一关节轴承能够使前连接筒前端与点数感应臂第二端之间的连接具有更好的自由度,第二关节轴承能够使后连接筒后端与推杯顶伸头第二端之间的连接具有更好的自由度,避免出现卡死的状态。
14、本发明与现有技术相比,具有如下优点:
15、这种侧冲推杯点杯装置能够自动将塑料片材上的杯子冲切出来并进行堆叠计数及退出,不仅结构紧凑,可有效减小占用较大的安装空间,而且可提高工作效率。
- 还没有人留言评论。精彩留言会获得点赞!