热交换芯组装设备的制作方法
本技术涉及生产设备,尤其涉及一种热交换芯组装设备。
背景技术:
1、热交换芯通常用于空气处理领域,使用热交换芯,能够使不同流道的空气进行全热交换,实现加湿、除湿、加热、冷却等空气处理的效果。热交换芯由两种或多种不同的架体相互交错堆叠而成,为了提高密封效果,架体之间设有膜片,不同的架体需要胶合不同的膜片。在热交换芯的生产中,需要将两种或多种不同的架体按次序进行上料和堆叠,而且每堆叠一层架体,则需要胶合一层膜片。现有热交换芯生产设备通常设有架体转移装置和膜片转移装置,架体装置利用夹具对架体进行夹取,但是现有夹具容易同时夹取两片架体,从而导致堆叠顺序出错或者无法在架体间添加膜片,而且架体转移装置和膜片转移装置将架体和膜片进行转移之后,还需要额外的组装装置对架体和膜片进行组装,整体的生产效率较低。
技术实现思路
1、本实用新型所要解决的技术问题在于,提供一种热交换芯组装设备,能够自动对不同的架体进行分离,能够自动对架体和膜片进行组装,具有较高的生产效率。
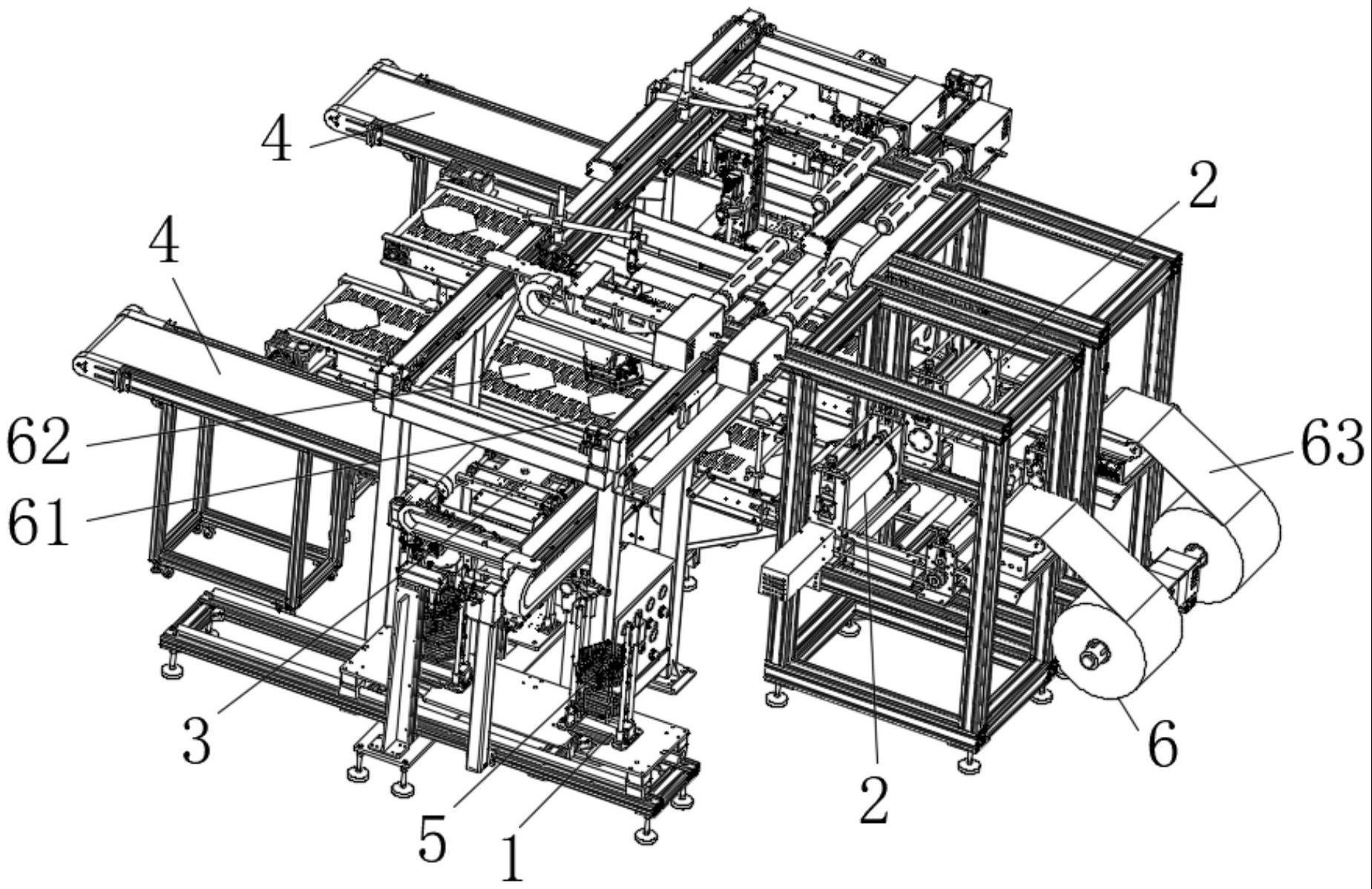
2、为了解决上述技术问题,本实用新型提供了一种热交换芯组装设备,用于组装架体和膜片,包括架体上料装置、膜片上料装置和组装装置,所述架体上料装置设于所述膜片上料装置的侧部,所述组装装置设于所述架体上料装置和所述膜片上料装置之间。
3、所述架体上料装置包括架体上料仓、架体移动夹具和架体移动机构,所述架体包括第一架体和第二架体,所述第一架体和所述第二架体依次交错堆叠于所述架体上料仓中,所述架体移动机构能够带动所述架体移动夹具分别将所述第一架体和所述第二架体移动至所述组装装置中。
4、所述架体上料装置中设有隔挡机构,所述隔挡机构设于所述架体移动夹具上,所述隔挡机构能够将所述第一架体和所述第二架体相互分离。
5、所述膜片上料装置包括膜片切割机构、膜片运输机构和膜片移动机构,所述膜片包括第一膜片和第二膜片,所述膜片切割机构将卷膜的不同部分依次切割成第一膜片和第二膜片,所述第一膜片和所述第二膜片交错排列于所述膜片运输机构上,所述膜片移动机构能够分别将所述第一膜片和所述第二膜片堆叠于所述第一架体和所述第二架体上。
6、所述组装装置包括托板,所述第一架体、所述第一膜片、所述第二架体和所述第二膜片依次放置于所述托板上进行堆叠。
7、作为上述方案的改进,所述架体上料装置还包括多工位上料机构,所述多工位上料机构包括滑行轨,所述架体上料仓的数量至少为2个并沿着所述滑行轨的方向分布,所述多工位上料机构还包括切换推动件,所述切换推动件的活动端与架体上料仓连接,所述切换推动件能够推动所述架体上料仓沿着所述滑行轨往复移动。
8、作为上述方案的改进,所述架体移动机构包括架体移动滑座、架体第一滑轨和架体第二滑轨,所述架体第一滑轨与所述架体第二滑轨相互垂直,所述架体第一滑轨平行于所述滑行轨,所述移动滑座能够在所述第一滑轨上移动,所述第一滑轨能够在所述第二滑轨上移动并靠近或远离所述主轴台。
9、作为上述方案的改进,所述架体移动夹具包括架体压板和夹紧组件,所述夹紧组件设于所述架体压板的两侧并能夹住所述第一架体和所述第二架体的侧部杆件,所述隔挡机构包括设于所述架体压板四周的升降气缸和隔挡杆,所述隔挡杆竖直连接于所述升降气缸上,所述第一架体上设有第一支撑条,所述第二架体上设有第二支撑条,所述升降气缸能够向下驱动所述隔挡杆抵接于所述第一支撑条或所述第二支撑条上。
10、作为上述方案的改进,所述膜片上料装置还包括上胶机构,所述上胶机构包括第一压辊和第二压辊,所述卷膜从所述第一压辊和所述第二压辊之间经过并进入所述膜片切割机构。
11、所述膜片切割机构包括上切割辊和下切割辊,所述上切割辊和所述下切割辊的端部边缘相互连接并同步转动,所述卷膜从所述上切割辊和所述下切割辊之间进入,所述上切割辊和所述下切割辊的表面设有用于切割所述卷膜的凸模和凹模,所述上切割辊和所述下切割辊能够将所述卷膜依次切割成所述第一膜片和所述第二膜片。
12、作为上述方案的改进,所述膜片运输机构包括移动台,所述移动台设于所述膜片切割机构的出料口并位于所述托板的侧部,所述移动台上设有网孔带,所述第一膜片和所述第二膜片放置于所述网孔带中,所述移动台内设有负压机构,所述负压机构能够将第一膜片和所述第二膜片固定于所述网孔带中,所述网孔带的上方设有视觉识别器,所述视觉识别器用于识别所述第一膜片和所述第二模块的位置。
13、作为上述方案的改进,所述膜片移动机构包括第一滑动组件,设于所述第一滑动组件上的第二滑动组件,设于所述第二滑动组件上的升降组件、设于所述升降组件上的旋转组件以及固定于所述旋转组件活动端的吸盘,所述第一滑动组件与所述第二滑动组件的滑动方向相互垂直,所述第一滑动组件能够带动所述吸盘在靠近或远离所述托板的方向移动。
14、作为上述方案的改进,所述组装装置还包括定位机构,所述定位机构包括竖直设置的限位柱和定位针,所述限位柱设于所述托板的下方并能位于所述第一架体和所述第二架体的外侧,所述定位针能够穿过所述托板。
15、所述组装装置还包括组装升降机构,所述组装升降机构与所述托板连接,所述组装升降机构能够控制所述托板升降,所述第一架体和所述第二架体上设有定位孔,所述托板下降后,所述定位针能够穿过所述定位孔。
16、作为上述方案的改进,所述组装装置还包括组装运输机构,所述组装运输机构包括运输驱动件、同步轮和循环带,所述运输驱动件与所述同步轮传动连接,所述同步轮设于所述托板的前后两侧,所述循环带缠绕于所述同步轮上,所述循环带环绕于所述托板的上方和下方。
17、作为上述方案的改进,所述热交换芯组装设备还包括出料装置,所述出料装置设于所述托板的侧部,所述出料装置包括出料驱动机构和运料机构,所述出料驱动机构包括出料驱动件,所述运料机构包括传送带,所述出料驱动件与所述传送带传动连接,所述传送带的移动方向与所述循环带的移动方向一致。
18、实施本实用新型,具有如下有益效果:
19、本实用新型热交换芯组装设备设有架体上料装置、膜片上料装置和组装装置,其中所述架体上料装置包括架体上料仓、架体移动夹具和架体移动机构,第一架体和第二架体依次堆叠放置于所述架体上料仓中,由架体移动夹具和架体移动机构依次将所述第一架体和所述第二架体放置于所述组装装置中。为了防止所述架体移动夹具一次夹取两个架体,所述架体上料装置中设有隔挡机构,所述隔挡机构设于所述架体移动夹具上,所述隔挡机构能够将所述第一架体和所述第二架体相互分离,从而自动对不同的架体进行分离。另外,所述膜片上料装置包括膜片切割机构、膜片运输机构和膜片移动机构,卷膜放置于所述膜片切割机构中,由所述膜片切割机构将卷膜依次切割成第一膜片和第二膜片,之后由所述膜片运输机构和所述膜片移动机构依次将所述第一膜片和所述第二膜片移送至所述组装装置中。利用转移的时间差,可以将所述第一架体、所述第一膜片、所述第二架体和所述第二膜片依次放置于所述托板上进行堆叠。因此利用所述架体上料装置、所述膜片上料装置和所述组装装置能够自动对架体和膜片进行组装,具有较高的生产效率。
- 还没有人留言评论。精彩留言会获得点赞!