一种漆包线热蜡自动涂覆设备的制作方法
1.本发明涉及一种涂覆设备,尤其涉及一种漆包线热蜡自动涂覆设备。
背景技术:
2.漆包线在生产过程,为了提高漆包线绕线效率,需要降低漆包线的摩擦系数,需要对成品漆包线进行蜡层涂覆这一工序,涂覆原料主要为石蜡。
3.专利公告号为cn209287610u的专利公布了一种漆包线热蜡涂覆装置,该涂覆装置,包括支撑管,支撑管顶部设有支撑架,支撑架底部一侧设有滑槽,滑槽内设有第二滑块和伸缩油缸,两个相对的支撑架间设有两个蜡液槽,蜡液槽相对的两边设有支撑块,两个支撑块间设有毛毡辊,支撑架顶部一侧设有两个弧形槽,支撑块上设有第一滑块,第一滑块与第二滑块间设有调节杆,蜡液槽顶部一侧均连通设有供蜡管,供蜡管上设有微型泵,两个相对的毛毡辊间夹接设有漆包线本体,漆包线本体的一端延长穿过支撑管内侧,支撑管外壁固定设有控制单元,但是涂覆装置不具备自动收卷功能,从而降低了漆包线的蜡层涂覆效率。
4.因此,需要设计一种具有自动收卷功能,且能够提高漆包线的蜡层涂覆效率的漆包线热蜡自动涂覆设备。
技术实现要素:
5.为了克服现有的涂覆装置不具备自动收卷功能,从而降低了漆包线的蜡层涂覆效率的缺点,本发明的技术问题为:提供一种具有自动收卷功能,且能够提高漆包线的蜡层涂覆效率的漆包线热蜡自动涂覆设备。
6.一种漆包线热蜡自动涂覆设备,包括有支撑架、框体、加热框、第一温控器、第一加热管、导热箱、出料管、雾化喷头、安装块、第一导向杆、挡板、第一弹性件、绕线机构和限位机构,框体底部左右对称固定设置有支撑架,框体顶部固定设置有加热框,加热框中部前侧固定设置有第一温控器,加热框内壁固定设置有能够对蜡块进行加热的第一加热管,第一加热管与第一温控器通过电性连接,框体内固定设置有能够装取蜡块的导热箱,第一加热管位于导热箱与加热框内壁之间的位置,导热箱底部固定连接有出料管,出料管贯穿加热框与框体,出料管底端固定设置有雾化喷头,框体内顶部右侧前后对称固定设置有安装块,安装块上固定设置有第一导向杆,两个第一导向杆之间滑动式设置有挡板,挡板向左滑动能够堵住出料管,挡板右部与两个安装块右侧之间均连接有第一弹性件,第一弹性件套在第一导向杆上,框体上设置有能够对漆包线进行收卷的绕线机构,框体上设置有能够将漆包线表面多余的蜡块刮除,对蜡层厚度进行限位的限位机构。
7.进一步的是,绕线机构包括有第一固定块、伺服电机、第一转轴、第二转轴、传动带和螺母,框体左右两侧均固定设置有第一固定块,右部的第一固定块后部固定设置有伺服电机,伺服电机的输出轴上通过联轴器连接有第一转轴,第一转轴与右部的第一固定块转动式连接,左部的第一固定块上转动式设置有第二转轴,第一转轴后端与第二转轴后端之
间通过传动轮绕有传动带,第一转轴前部螺纹式设置有能够对漆包线筒进行固定的螺母。
8.进一步的是,限位机构包括有第二导向杆、刮板、第二弹性件和限位块,框体上下部的前后两侧均左右对称滑动式设置有第二导向杆,相近的四个第二导向杆内端之间固定设置有能够将漆包线表面多余的蜡块刮除,对蜡层厚度进行限位的刮板,刮板外侧左部与框体内壁之间前后对称连接有第二弹性件,刮板外侧右部与框体内壁之间前后对称连接有相同的第二弹性件,第二弹性件套在第二导向杆上,第二导向杆外端固定设置有限位块。
9.进一步的是,还包括有能够对涂覆完成的漆包线进行截断的切割机构,切割机构包括有第三导向杆、滑动块、第二固定块、第三弹性件和刀片,框体右上部前后对称固定设置有第三导向杆,两个第三导向杆之间滑动式设置有滑动块,右部的第一固定块前侧固定设置有第二固定块,滑动块与两个第三导向杆下部之间均连接有第三弹性件,第三弹性件套在第三导向杆上,滑动块下部与第二固定块上部均固定设置有能够对涂覆完成的漆包线进行截断的刀片。
10.进一步的是,还包括有能够对多余的蜡液进行集中收集的收集机构,收集机构包括有固定框、滑动框、观察板、导向框、第二温控器和第二加热管,框体底部固定设置有固定框,固定框与框体贯通,固定框内滑动式设置有能够收集蜡液的滑动框,滑动框与固定框贯通,滑动框右前侧嵌入式设置有观察板,框体内底部中部偏右位置固定设置有能够对刮下的蜡块进行导向的导向框,固定框上部前侧固定设置有第二温控器,固定框上部内固定设置有第二加热管,第二加热管与第二温控器通过电性连接。
11.进一步的是,还包括有能够对滑动块进行固定的固定机构,固定机构包括有导向架、滑动杆、第四弹性件和卡块,框体右上部固定设置有导向架,导向架上滑动式设置有滑动杆,滑动杆右部固定设置有卡块,滑动块向下滑动会与卡块接触,卡块右侧与导向架内右侧之间连接有第四弹性件,第四弹性件套在滑动杆上。
12.进一步的是,还包括有能够防止蜡液溅出的开合机构,开合机构包括有盖板、防护板和卡杆,框体前部转动式设置有盖板,盖板内嵌入式设置有防护板,框体左前侧转动式设置有卡杆,卡杆卡住盖板。
13.进一步的是,防护板材质为钢化玻璃。
14.采用了上述对本发明结构的描述可知,本发明的设计出发点、理念及优点是:1、通过雾化喷头对蜡液进行雾化喷出至漆包线表面,同时第二转轴转动带动漆包线筒进行转动放出漆包线,第一转轴转动带动线筒转动对涂覆有蜡层的漆包线进行收卷,进而实现了对漆包线进行自动涂覆蜡层,收卷的同时,在刮板的作用下,能够对漆包线上多余的蜡块进行刮除,从而达到了对蜡层厚度进行限位的目的。
15.2、滑动块向下滑动挤压挡板向左滑动将出料管堵住,进而实现了在截断的同时停止对漆包线进行蜡层涂覆作业,滑动块向下滑动带动上部的刀片向下移动,在两个刀片的作用下,从而实现了对漆包线进行截断,便于工作人员进行收集。
16.3、刮除的蜡块通过导向框掉落至固定框上部,多余的蜡液随之流入至固定框上部,然后通过第二加热管运作对固定框上部进行加热将上部的蜡块进行融化,融化的蜡液随之流入至滑动框内集中收集,从而达到了对蜡块进行回收二次利用的目的。
17.4、块向左移动卡住滑动块进行固定,从而不再需要工作人员一直按压滑动块,进行漆包线收集作业。
18.5、在盖板与防护板的作用下,能够避免蜡液飞溅,污染工作环境。
附图说明
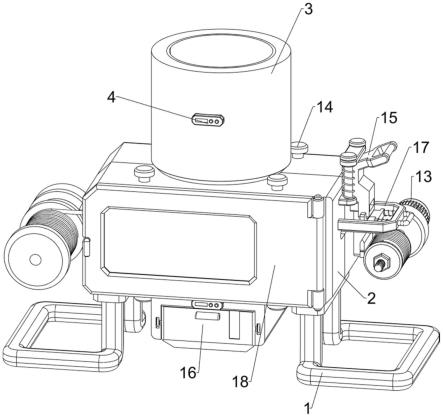
19.图1为本发明的立体结构示意图。
20.图2为本发明的部分立体结构示意图。
21.图3为本发明的部分剖视结构示意图。
22.图4为本发明绕线机构的第一种部分立体结构示意图。
23.图5为本发明绕线机构的第二种部分立体结构示意图。
24.图6为本发明限位机构的立体结构示意图。
25.图7为本发明切割机构的立体结构示意图。
26.图8为本发明切割机构的剖视结构示意图。
27.图9为本发明收集机构的第一种部分立体结构示意图。
28.图10为本发明收集机构的第二种部分立体结构示意图。
29.图11为本发明收集机构的部分剖视结构示意图。
30.图12为本发明固定机构的立体结构示意图。
31.图13为本发明开合机构的立体结构示意图。
32.附图中各零部件的标记如下:1_支撑架,2_框体,3_加热框,4_第一温控器,5_第一加热管,6_导热箱,7_出料管,8_雾化喷头,9_安装块,10_第一导向杆,11_挡板,12_第一弹性件,13_绕线机构,1301_第一固定块,1302_伺服电机,1303_第一转轴,1304_第二转轴,1305_传动带,1306_螺母,14_限位机构,1401_第二导向杆,1402_刮板,1403_第二弹性件,1404_限位块,15_切割机构,1501_第三导向杆,1502_滑动块,1503_第二固定块,1504_第三弹性件,1505_刀片,16_收集机构,1601_固定框,1602_滑动框,1603_观察板,1604_导向框,1605_第二温控器,1606_第二加热管,17_固定机构,1701_导向架,1702_滑动杆,1703_第四弹性件,1704_卡块,18_开合机构,1801_盖板,1802_防护板,1803_卡杆。
具体实施方式
33.在本文中提及实施例意味着,结合实施例描述的特定特征、结构或特性可以包含在本发明的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
34.实施例1
35.请参阅图1-图6,一种漆包线热蜡自动涂覆设备,包括有支撑架1、框体2、加热框3、第一温控器4、第一加热管5、导热箱6、出料管7、雾化喷头8、安装块9、第一导向杆10、挡板11、第一弹性件12、绕线机构13和限位机构14,框体2底部左右对称固定设置有支撑架1,框体2顶部焊接有加热框3,加热框3中部前侧固定设置有第一温控器4,加热框3内壁固定设置有第一加热管5,第一加热管5能够对蜡块进行加热,第一加热管5与第一温控器4通过电性连接,框体2内固定设置有导热箱6,导热箱6能够装取蜡块的,第一加热管5位于导热箱6与加热框3内壁之间的位置,导热箱6底部固定连接有出料管7,出料管7贯穿加热框3与框体2,出料管7底端固定设置有雾化喷头8,框体2内顶部右侧前后对称固定设置有安装块9,安装
块9上固定设置有第一导向杆10,两个第一导向杆10之间滑动式设置有挡板11,挡板11向左滑动能够堵住出料管7,挡板11右部与两个安装块9右侧之间均连接有第一弹性件12,第一弹性件12套在第一导向杆10上,框体2上设置有绕线机构13,绕线机构13能够对漆包线进行收卷,框体2上设置有限位机构14,限位机构14能够将漆包线表面多余的蜡块刮除,对蜡层厚度进行限位。
36.请参阅图4-图5,绕线机构13包括有第一固定块1301、伺服电机1302、第一转轴1303、第二转轴1304、传动带1305和螺母1306,框体2左右两侧均焊接有第一固定块1301,右部的第一固定块1301后部固定设置有伺服电机1302,伺服电机1302的输出轴上通过联轴器连接有第一转轴1303,第一转轴1303与右部的第一固定块1301转动式连接,左部的第一固定块1301上转动式设置有第二转轴1304,第一转轴1303后端与第二转轴1304后端之间通过传动轮绕有传动带1305,第一转轴1303前部螺纹式设置有螺母1306,螺母1306能够对漆包线筒进行固定。
37.请参阅图6,限位机构14包括有第二导向杆1401、刮板1402、第二弹性件1403和限位块1404,框体2上下部的前后两侧均左右对称滑动式设置有第二导向杆1401,相近的四个第二导向杆1401内端之间焊接有刮板1402,刮板1402能够将漆包线表面多余的蜡块刮除,对蜡层厚度进行限位,刮板1402外侧左部与框体2内壁之间前后对称连接有第二弹性件1403,刮板1402外侧右部与框体2内壁之间前后对称连接有相同的第二弹性件1403,第二弹性件1403套在第二导向杆1401上,第二导向杆1401外端焊接限位块1404。
38.在需要对漆包线进行涂覆蜡层时,工作人员需要涂覆蜡层的漆包线筒卡入至第二转轴1304上,随后工作人员再将螺母1306扭下,工作人员将收卷漆包线的线筒卡入第一转轴1303上,卡入完成后,工作人员再将螺母1306拧回对线筒进行固定,固定完成后,工作人员将漆包线的一端扯出穿过框体2左部,然后再穿过雾化喷头8,从框体2右部穿出绕卷在线筒上,此时漆包线位于两个刮板1402之间的位置,刮板1402被漆包线挤压背向移动,第二弹性件1403随之被压缩,刮板1402背向移动带动第二导向杆1401背向滑动,漆包线绕好后,工作人员将蜡倒入导热箱6内,随后工作人员通过使用第一温控器4打开第一加热管5,第一加热管5运作对加热框3进行加热,在导热框的作用下将蜡块加热成蜡液,蜡液随之通过出料管7流入至雾化喷头8,通过雾化喷头8对蜡液进行雾化喷出至漆包线表面,随后工作人员启动伺服电机1302,伺服电机1302的输出轴转动带动第一转轴1303转动,第一转轴1303转动带动传动带1305转动,传动带1305转动带动第二转轴1304转动,第二转轴1304转动带动漆包线筒进行转动放出漆包线,第一转轴1303转动带动线筒转动对涂覆有蜡层的漆包线进行收卷,进而实现了对漆包线进行自动涂覆蜡层,同时,在刮板1402的作用下,能够对漆包线上多余的蜡块进行刮除,从而达到了对蜡层厚度进行限位的目的,漆包线全部涂覆收卷完成后,刮板1402不再被挤压,第二弹性件1403随之复位带动刮板1402相向移动,刮板1402相向移动带动第二导向杆1401相向滑动复位,在限位块1404的作用下能够避免第二导向杆1401与框体2脱离,然后工作人员使用第一温控器4关闭第一加热管5,工作人员再推动挡板11向左滑动,第一弹性件12随之被压缩,挡板11向左滑动堵住出料管7雾化喷头8不再将蜡液喷出,这时,工作人员关闭伺服电机1302停止作业,工作人员将第二转轴1304上的空线筒取下进行更换,工作人员再次将螺母1306扭下,工作人员将收卷有漆包线的线筒取下进行更换,更换完成后,工作人员再将螺母1306拧回对线筒进行固定,随后工作人员再次将漆包
线的一端扯出穿过框体2左部,然后再穿过雾化喷头8,从框体2右部穿出绕卷在线筒上,穿过之后,工作人员松开挡板11,第一弹性件12随之复位带动挡板11向右滑动复位打开出料管7,导热箱6内部的蜡液随之通过出料管7流出,进行下一次的蜡层涂覆作业。
39.实施例2
40.请参阅图1、图7和图8,在实施例1的基础之上,还包括有切割机构15,切割机构15能够对涂覆完成的漆包线进行截断,切割机构15包括有第三导向杆1501、滑动块1502、第二固定块1503、第三弹性件1504和刀片1505,框体2右上部前后对称固定设置有第三导向杆1501,两个第三导向杆1501之间滑动式设置有滑动块1502,右部的第一固定块1301前侧固定设置有第二固定块1503,滑动块1502与两个第三导向杆1501下部之间均连接有第三弹性件1504,第三弹性件1504套在第三导向杆1501上,滑动块1502下部与第二固定块1503上部均固定设置有刀片1505,刀片1505能够对涂覆完成的漆包线进行截断。
41.当线筒上收卷的漆包线达到了一定量时,工作人员推动滑动块1502向下滑动,第三弹性件1504随之被压缩,滑动块1502向下滑动挤压挡板11向左滑动将出料管7堵住,进而实现了在截断的同时停止对漆包线进行蜡层涂覆作业,滑动块1502向下滑动带动上部的刀片1505向下移动,使得上下两个刀片1505接触,在两个刀片1505的作用下,从而实现了对漆包线进行截断,截断完成后,工作人员松开滑动块1502,第三弹性件1504随之复位带动滑动块1502向上滑动复位不再挤压挡板11,挡板11随之向右滑动复位打开出料管7,滑动块1502向上滑动带动上部的刀片1505向上移动复位。
42.请参阅图1、图9、图10和图11,还包括有收集机构16,收集机构16能够对多余的蜡液进行集中收集,收集机构16包括有固定框1601、滑动框1602、观察板1603、导向框1604、第二温控器1605和第二加热管1606,框体2底部焊接有固定框1601,固定框1601与框体2贯通,固定框1601内滑动式设置有滑动框1602,滑动框1602能够收集蜡液,滑动框1602与固定框1601贯通,滑动框1602右前侧嵌入式设置有观察板1603,框体2内底部中部偏右位置固定设置有导向框1604,导向框1604能够对刮下的蜡块进行导向,固定框1601上部前侧固定设置有第二温控器1605,固定框1601上部内固定设置有第二加热管1606,第二加热管1606与第二温控器1605通过电性连接。
43.在刮板1402的作用下,能够对漆包线上多余的蜡进行刮除,刮除的蜡块通过导向框1604掉落至固定框1601上部,多余的蜡液随之流入至固定框1601上部,由于蜡液凝固的速度较快,这时,工作人员使用第二温控器1605将第二加热管1606打开,第二加热管1606运作对固定框1601上部进行加热将上部的蜡块进行融化,融化的蜡液随之流入至滑动框1602内集中收集,从而达到了对蜡块进行回收二次利用的目的,工作人员透过观察板1603观察滑动框1602内部蜡液是否集满,收集至一定量时,工作人员拉动滑动框1602向外滑动打开,随后工作人员对滑动框1602内部的蜡液进行收集,收集完成后,工作人员推动滑动框1602向内滑动复位关闭,使用完成后,工作人员使用第二温控器1605关闭第二加热管1606。
44.请参阅图1和图12,还包括有固定机构17,固定机构17能够对滑动块1502进行固定,固定机构17包括有导向架1701、滑动杆1702、第四弹性件1703和卡块1704,框体2右上部固定设置有导向架1701,导向架1701上滑动式设置有滑动杆1702,滑动杆1702右部焊接有卡块1704,滑动块1502向下滑动会与卡块1704接触,卡块1704右侧与导向架1701内右侧之间连接有第四弹性件1703,第四弹性件1703套在滑动杆1702上。
45.滑动块1502向下滑动挤压卡块1704向右移动,第四弹性件1703随之被压缩,卡块1704向右移动带动滑动杆1702向右滑动,待滑动块1502向下滑动不再挤压卡块1704时,第四弹性件1703随之复位带动卡块1704向左移动复位,卡块1704向左移动带动滑动杆1702向左滑动复位,卡块1704向左移动卡住滑动块1502进行固定,从而不再需要工作人员一直按压滑动块1502,进行漆包线收集作业,使用完成后,工作人员拉动滑动杆1702向右滑动,第四弹性件1703随之被压缩,滑动杆1702向右滑动带动卡块1704向右移动不再对滑动块1502进行固定,滑动块1502向上滑动复位之后,工作人员松开滑动杆1702,第四弹性件1703随之复位带动卡块1704向左移动复位,卡块1704向左移动带动滑动杆1702向左滑动复位。
46.请参阅图1和图13,还包括有开合机构18,开合机构18能够防止蜡液溅出,开合机构18包括有盖板1801、防护板1802和卡杆1803,框体2前部转动式设置有盖板1801,盖板1801内嵌入式设置有防护板1802,防护板1802材质为钢化玻璃,框体2左前侧转动式设置有卡杆1803,卡杆1803卡住盖板1801。
47.在使用本装置时,工作人员推动卡杆1803向左转动不再卡住盖板1801,然后工作人员拉动盖板1801向前转动打开框体2,工作人员对漆包线进行牵引绕卷至线筒上,操作完成后,工作人员推动盖板1801向后转动关闭框体2,关闭之后,工作人员推动卡杆1803向下转动复位卡住盖板1801,在漆包线进行蜡层涂覆作业的过程中,由于防护板1802材质为钢化玻璃,从而能够避免蜡液飞溅,污染工作环境。
48.以上所述仅为本发明的实施例子而已,并不用于限制本发明。凡在本发明的原则之内,所作的等同替换,均应包含在本发明的保护范围之内。本发明未作详细阐述的内容属于本专业领域技术人员公知的已有技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1