胶带分离方法及分离设备与流程
本发明涉及光伏电池片及半导体制造领域,具体涉及胶带分离方法及分离设备。
背景技术:
1、电池片的栅线的制备方法包括丝网印刷工艺和电镀工艺,丝网印刷工艺中用到的银浆成本较高,而电镀工艺中可以采用价格较低的金属替代银浆,例如采用铜替代银浆。此外,电镀工艺能够获得更细的栅线,降低栅线在电池片上的遮挡面积,提升电池片的发电效率。
2、电镀工艺又可以分为挂镀和水平电镀,然而现有技术中,无论挂镀还是水平电镀均需要对连接电池片的导电部件进行销镀处理,这势必影响电镀效率。
3、中国专利cn216710303u指出,在通过电镀工艺制备电池片的栅线时,电源的正极与电镀液中的阳极板电连接,电源的负极与导电阴极电连接,导电阴极与电池片表面接触,形成电镀回路。因而,实际应用中,在电池片表面沉积形成栅线镀层的过程中,金属阳离子也会沉积在导电阴极上,造成导电阴极的上镀,降低栅线的电镀质量且降低导电阴极的使用寿命。通常将导电阴极从电镀装置中取下进行退镀清理,以去除沉积上镀的镀层。然而,从电镀装置中拆装更换导电阴极会导致电镀工序的中断暂停,使得电镀效率降低。因此,提供一种电镀装置,在关断电镀电源的空闲时间,可以通过启动退镀电源,将导电阴极所上镀沉积的金属利用电化学反应的原理腐蚀消耗,无需对导电阴极进行拆卸清理,有助于提升电镀工序的连续性,保障生产效率和产能。
4、中国专利cn114574922a提供一种电子元件的制造方法和制造装置,利用镀线滚轮的转动对半导体器件表面镀覆金属层,镀线滚轮同时具备电镀和消镀的功能,电镀之后需要进行消镀,而消镀占用电池片生产效率。
5、在电镀工艺中如果省去消镀步骤,则会大幅提高电镀效率。按照现有技术的思路,与电池片连接的导电阴极按照电镀原理,无法不被电镀。基于创造性的研发,将导电阴极替换为导电胶带,导电胶带设置为消耗品,电镀之前将导电胶带与电池片连接,电镀完成之后,再将导电胶带从电池片上去除,这样就省略了电池片在电镀工艺中进行消镀的时间,提升了电镀效率。
6、然而,在电池片电镀完成之后,如何在去除导电胶带的过程中避免损坏电池片,如何自动去除与电池片连接的导电胶带,如何精准去除与电池片连接的导电胶带,如何高效去除与电池片连接的导电胶带等技术问题均需要进一步解决。
技术实现思路
1、本发明的目的是提供一种胶带分离方法及分离设备,至少解决背景技术中的问题之一。
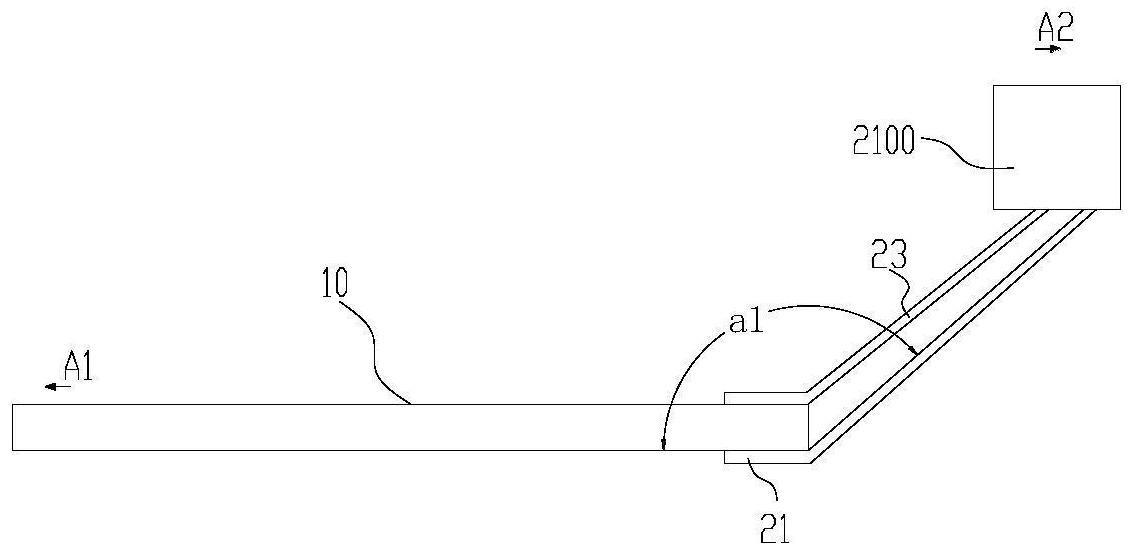
2、本发明的实施例提供一种胶带分离方法,用于将导电胶带与电池片分离,所述导电胶带包括根部和其对应的延伸部,所述根部连接在电池片上,所述延伸部延伸出电池片,所述延伸部包括与根部连接的根连接段,包括以下步骤:分别固定所述延伸部和电池片;向远离彼此的方向移动所述延伸部和/或电池片,使得所述根部与电池片分离;在所述根部与电池片分离的过程中,使得所述根连接段处于绷紧状态,所述根连接段向第一方向延伸。
3、在一些具体的实施例中,当所述根连接段和所述根部位于电池片的同一面,在所述根部与电池片分离的过程中,所述根连接段在电池片的该同一面能够沿任意方向延伸;当所述根连接段和所述根部位于电池片的两面,在所述根部与电池片分离的过程中,使得所述根连接段和所述根部的包角大于90度。
4、在一些具体的实施例中,所述延伸部和/或电池片的移动方向为所述根部的宽度方向,或者所述延伸部和/或电池片的移动方向为所述根部的长度方向。
5、优选地,根部的宽度方向为电池片被电镀时电池片的移动方向,根部的长度方向为与根部的宽度方向相垂直的方向。
6、在一些具体的实施例中,当所述根部和其对应的所述延伸部部分或者全部位于电池片的两面,移动所述部分或者全部延伸部,使得所述根部和其对应的所述延伸部位于电池片的同一面。在一些具体的实施例中,夹持所述部分或者全部延伸部,拉动所述部分或者全部延伸部绕过电池片的边沿,使得所述根部和其对应的所述延伸部位于电池片的同一面。
7、具体地,可以采用夹持装置,夹持部分或者全部延伸部,然后拉动部分或者全部延伸部绕过电池片的边沿,使得根部和其对应的延伸部位于电池片的同一面。示例地,夹持装置包括直线气缸和夹爪气缸以及夹爪,夹爪气缸驱动夹爪夹持延伸部,直线气缸驱动夹爪气缸及延伸部,使得延伸部绷紧然后拉动根部,进而使得根部和电池片分离。当然,夹持装置可以是机械手,机械手根据收到的plc指令,能够夹持延伸部并拉动延伸部使得根部和电池片分离。
8、具体地,也可以采用机械手推动部分或者全部延伸部使其绕过电池片的边沿,使得根部和其对应的延伸部位于电池片的同一面;然后机械手夹持延伸部并拉动延伸部使得根部和电池片分离。
9、在一些具体的实施例中,当电池片上设置有多个导电胶带,移动全部所述延伸部和/或电池片,使得全部所述根连接段和电池片平齐;保持全部所述根连接段和电池片平齐,向远离彼此的方向移动全部所述延伸部和/或电池片,使得全部所述根部与电池片分离。
10、在一些具体的实施例中,固定所述延伸部的自由端,向远离彼此的方向移动所述延伸部和/或电池片,使得所述延伸部绷紧,所述延伸部向第一方向延伸,所述绷紧的延伸部为根连接段。
11、在一些具体的实施例中,固定所述延伸部靠近根部的位置或者中部位置,向远离彼此的方向移动所述延伸部和/或电池片,使得部分所述延伸部绷紧,所述绷紧的延伸部为根连接段。
12、在一些具体的实施例中,固定所述延伸部的自由端,压紧并移动所述延伸部靠近根部的位置或者中部位置,使得延伸部分为绷紧的两段,其中连接所述根部的一段为根连接段。
13、在一些具体的实施例中,当电池片的两面上均设置有根部,所述根部对应的延伸部均位于电池片的同一面;部分所述根部和其对应的部分所述延伸部位于电池片的两面,移动部分所述延伸部,使得部分所述根部和其对应的部分所述延伸部位于位于电池片的同一面上。
14、示例地,导电胶带为多个,电池片的上表面上和下表面上均设置有根部;电池片上表面的延伸部和电池片下表面的延伸部均位于电池片的上表面所在面向电池片之外延伸的空间范围内;移动电池片下表面的延伸部,使其从上表面所在面向电池片之外延伸的空间范围内移动到下表面所在面向电池片之外延伸的空间范围内,使得下表面上的根部与电池片下表面的延伸部均位于下表面。向远离电池片的方向移动电池片上表面的延伸部,使得上表面上的根部与电池片分离;向远离电池片的方向移动电池片下表面的延伸部,使得下表面上的根部与电池片分离。
15、在一些具体的实施例中,将电池片一面上的根部和电池片分离之前,对电池片进行导正;将电池片另一面上的根部和电池片分离之前,对电池片进行导正。
16、在一些具体的实施例中,所述导电胶带的中部连接电池片形成根部,导电胶带的两端均延伸出电池片,形成两个延伸部,其中一个延伸部用于连接电镀设备上的阴极连接件,另一个延伸部较短用于分离导电胶带时连接第二固定机构。
17、在一些具体的实施例中,将所述电池片在一平面内固定,在所述根部与电池片分离的过程中,使得电池片在该平面内保持静止或者移动;或者,将所述电池片在一平面内固定,再将所述电池片移动或者转动到另一平面,在所述根部与电池片分离的过程中,使得电池片在该另一平面内保持静止或者移动。
18、在一些具体的实施例中,当所述导电胶带为热敏胶带,对所述根部与电池片的连接处进行加热或者冷却。
19、在一些具体的实施例中,在所述根部与电池片分离后,采用以下任一步骤或者其组合以去除电池片上的残胶;步骤一,擦拭根部与电池片的连接位置;步骤二,喷淋根部与电池片的连接位置;步骤三,浸泡根部与电池片的连接位置。
20、在一些具体的实施例中,在根部与电池片分离之前和/或者分离的过程中,采用以下任一步骤或者其组合以降低导电胶带的粘性;步骤一,喷淋根部与电池片的连接处;步骤二,浸泡根部与电池片的连接处;步骤三,当导电胶带为热敏胶带,对根部与电池片的连接处进行加热或者冷却。
21、另一方面,本发明的实施例还提供一种胶带分离设备,用于将导电胶带与电池片分离,所述导电胶带包括根部和其对应的延伸部,所述根部连接在电池片上,所述延伸部延伸出电池片,所述延伸部包括与根部连接的根连接段,所述胶带分离设备包括分离机构,所述分离机构包括第一固定机构、第二固定机构和分离驱动机构;所述第一固定机构用于固定电池片,所述第二固定机构用于固定所述延伸部,所述分离驱动机构能够驱动所述延伸部和/或电池片向远离彼此的方向移动,使得所述根部与电池片分离;在所述根部与电池片分离的过程中,所述分离机构能够使得所述根连接段处于绷紧状态,所述根连接段向第一方向延伸。
22、在一些具体的实施例中,所述第二固定机构固定所述延伸部的自由端或者所述延伸部靠近根部的位置或者中部位置。
23、在一些具体的实施例中,所述分离驱动机构用于驱动第二固定机构向第一方向移动,和/或,所述分离驱动机构用于驱动第一固定机构向第一方向的相反方向移动;以使得所述根连接段处于绷紧状态,所述根连接段向第一方向延伸。
24、在一些具体的实施例中,所述分离机构还包括导向机构,所述第二固定机构固定所述延伸部的自由端,所述导向机构固定并移动所述延伸部靠近根部的位置或者中部位置,使得延伸部分为绷紧的两段,其中连接所述根部的一段为根连接段。
25、示例地,导向机构可以为气缸及其驱动的导杆,气缸驱动导杆压住延伸部的中部位置并移动延伸部,使得延伸部分为绷紧的两段。然后向第一方向的相反方向移动电池片,使得根部与电池片分离;也可以向第二方向移动延伸部,使得根部与电池片分离;也可以向第一方向的相反方向移动电池片并同时向第二方向移动延伸部,使得根部与电池片分离。
26、在一些具体的实施例中,所述胶带分离设备还包括喷淋机构、浸泡机构和温度调节机构中的一者或者二者以上的组合,在根部与电池片分离之前和/或分离的过程中,喷淋机构能够向根部与电池片的连接处喷洒药液,浸泡机构内的药液能够浸泡根部与电池片的连接处,当导电胶带为热敏胶带,温度调节机构对根部与电池片的连接处进行加热或者冷却。
27、在一些具体的实施例中,所述胶带分离设备还包括:获取机构,用于获取电池片;上料驱动装置,用于转移电池片;传输机构,用于传输电池片;所述上料驱动装置能够驱动获取机构往复运动于第一上料工位和第二上料工位,在第一上料工位,所述获取机构能够获取电池片,在第二上料工位,所述获取机构能够将获取的电池片放置到传输机构,所述传输机构能够将电池片传输至分离机构上的分离工位,在分离工位,所述分离机构能够将导电胶带与电池片分离。
28、在一些具体的实施例中,还包括导正机构,所述导正机构设置在传输机构的输送路径上,所述导正机构能够夹持电池片相对的两个边沿,使得电池片相对的两个边沿与传输机构的输送方向平行。
29、在一些具体的实施例中,所述传输机构包括第一传输机构和第二传输机构,所述分离机构包括第一分离机构和第二分离机构,所述导正机构包括第一导正机构和第二导正机构,所述第一传输机构、第一导正机构、第一分离机构、第二传输机构、第二导正机构和第二分离机构沿传输机构的输送方向依次设置,所述第一分离机构用于将电池片的第一面上的导电胶带与电池片分离,所述第二分离机构用于将电池片的第二面上的导电胶带与电池片分离。
30、在一些具体的实施例中,所述获取机构包括吸附机构和夹持机构,所述吸附机构用于吸附电池片,所述夹持机构用于夹持被吸附的电池片上的导电胶带;所述获取机构包括安装支座,所述安装支座上固定连接有安装横梁,所述安装横梁的两端固定设置有两个吸附机构,两个所述吸附机构附近分别设置有夹持机构;所述吸附机构包括悬臂安装架和固定设置在悬臂安装架上的吸盘安装支座,所述吸盘安装支座上固定设置有吸盘;所述夹持机构包括夹持驱动装置,所述夹持驱动装置的两个驱动端对应地驱动连接两个夹持臂,所述夹持臂相对的一面上固定设置有夹持凸起。
31、在一些具体的实施例中,所述分离机构包括提升机构、拉胶机构和压持固定机构,所述提升机构能够将位于分离工位的电池片提升设定高度以使得电池片和传输机构分离,所述压持固定机构能够压住电池片的上表面以临时固定电池片,所述拉胶机构能够夹持并带动导电胶带移动设定距离以使得导电胶带和电池片分离;所述第一固定机构为压持固定机构,所述第二固定机构和分离驱动机构构成拉胶机构。
32、具体地,所述导正机构包括设置在传输机构的两侧的两个导正臂以及导正驱动装置,所述导正驱动装置能够同时驱动连接所述两个导正臂,使得所述两个导正臂相互靠近或者远离以夹住或者松开传输机构上的电池片的两个侧边。
33、具体地,所述导正驱动装置驱动连接皮带传动机构,所述皮带传动机构包括皮带以及张紧皮带的带轮,所述皮带包括上下平行的两段;所述两个导正臂通过滑块滑动连接于滑轨,所述滑轨的延伸方向与皮带上下平行的两段的延伸方向相同;所述两个导正臂分别通过皮带连接块连接皮带上下平行的两段。
34、具体地,胶带分离设备还包括储片机构,所述储片机构包括储片驱动装置以及储片花篮,所述储片驱动装置能够驱动储片花篮上升以收纳传输机构上间隔输送的多个电池片。
35、具体地,胶带分离设备还包括用于缓存电池片的缓存机构;当获取机构获取的电池片为不合格品或者分离设备出现故障时,所述上料驱动装置能够驱动获取机构将电池片从第一上料工位转移至缓存机构上。
36、本发明实施例中的胶带分离方法及分离设备与现有技术相比,具有下列优点:
37、(1)在根部与电池片分离的过程中,使得根连接段处于绷紧状态,根连接段向第一方向延伸;能够避免根连接段形成贴边段,进而避免贴边段损坏电池片的情形出现,可以有效降低电池片的碎片率。
38、(2)当全部延伸部和电池片平齐时,再将根部与电池片分离,能够使得电池片两面上的延伸部受到的作用力相对均匀,进而传递到根部上的作用力相对均匀,使得电池片的两个表面受力均匀,降低因为根部分离导致受损的风险。
39、(3)胶带分离设备能够实现电池片和导电胶带的自动分离,提升了电池片水平电镀工艺的自动化水平。胶带分离设备为四线体结构,提升了生产效率。
40、(4)在导电胶带和电池片分离之前,对电池片进行导正,使得电池片能够精准移动到分离工位,进而能够精准地将导电胶带和电池片分离。
41、(5)在对电池片上表面上的导电胶带和下表面上的导电胶带分离之前,对电池片进行导正,提升了导正精度,进而能够精准地将电池片上表面上的导电胶带和下表面上的导电胶带和电池片分离。
- 还没有人留言评论。精彩留言会获得点赞!