太赫兹金属空芯矩形波导腔体海量电铸制造方法
1.本发明属于太赫兹微器件精密制造技术领域,尤其涉及太赫兹金属空芯矩形波导腔体海量电铸制造方法。
背景技术:
2.太赫兹波是指频率在0.1thz到10thz范围、波长在0.03mm到3mm范围的电磁波。太赫兹波在电磁波谱中所处的特殊位置使其具有许多优良特性,随着太赫兹波科技研究的深入,太赫兹频段丰富的科学内涵和独特的优越特性得以进一步认识和开发,其在物理、化学、电子信息、生命科学、材料科学、天文学、大气与环境监测、通讯雷达、国家安全与反恐等多个重要领域具有重要的应用前景。作为电磁波中唯一尚未完全开发利用的频谱资源,太赫兹波在未来高技术竞争中的地位不言而喻,掌握太赫兹尖端技术对于我国国防建设和民用事业具有十分重要的意义。
3.太赫兹金属空芯矩形波导由于传输特性,是典型的大长径比微型器件,目前,限制太赫兹空芯波导制造的最主要因素是其端面尺寸微小、尺寸精度及内层粗度要求极高。传统波导器件的加工主要依赖cnc技术,该技术较为成熟,加工精度也很高。但是随着传输电磁波频率的升高,波导器件的尺寸越来越小,所要求的加工精度也越来越高,而这导致 cnc 加工的成本显著提高。另一方面,cnc 技术只能用于加工形状相对不太复杂的规则波导器件,且cnc钻头的“直径深度比”也限制了器件的设计。为了经济高效地加工出波导器件,并为波导器件设计提供更多的灵活性(如更复杂的结构,更大的宽高比(aspect-ratio)等),有必要研究并发展一些新兴的加工技术。
4.针对于太赫兹金属矩形波导的制造,国内外研究人员提出了诸多制造工艺。在国内,陈学斌等人使用微细铣削技术,通过对加工流程、刀具路径及切削参数等影响要素的优化,制作出的截面尺寸为559
×
279μm,腔体拐角处半径小于50μm。采用微细铣削技术加工太赫兹空芯波导,由于随着加工过程刀具会逐渐磨损,致使腔体内部质量的一致性难以保证。尤其是目前尚未有太赫兹金属矩形波导大批量制造工艺方法的成熟方案,只能实现小批量制造,且制造精度不统一。中国专利cn201910573842.9中公开了一种太赫兹空芯矩形波导的批量高效整体制造方法,该方法理论上实现了金属矩形波导的批量高效的加工制造。然而,其牺牲芯模是由低熔点合金制造,牺牲芯模的质量受温度影响较大,牺牲芯模容易产生变形而造成尺寸的偏差,且波导腔体内部表面粗糙度难以保证。
5.因此,为了满足太赫兹技术蓬勃发展对高性能金属矩形波导的迫切需求,有必要提出新的方法,实现太赫兹金属空芯矩形波导的批量、高效的精密制造。
技术实现要素:
6.本发明的目的为:提供太赫兹金属空芯矩形波导腔体海量电铸制造方法,且精度高,制作快速。
7.本发明的技术方案为:
太赫兹金属空芯矩形波导腔体海量电铸制造方法,包括以下步骤:步骤一,电铸太赫兹金属空芯矩形波导腔体的下覆盖板:a、在抛磨成镜面的、干净的纯铝平板一的表面电铸下覆盖板金层;b、在所述下覆盖板金层的表面电铸下覆盖板铜层基体;c、化学溶解所述纯铝平板一,得到一面为所述下覆盖板金层、另一面为所述下覆盖板铜层基体的下覆盖板;步骤二,电铸太赫兹金属空芯矩形波导腔体的腔体侧壁:a、在所述下覆盖板金层的表面贴光刻胶,所述光刻胶的厚度在数微米至数百微米之间;b、在所述光刻胶的正上方放置具有多对平行的矩形波导腔体侧壁金层图案的掩膜版,对所述光刻胶进行曝光、显影、清洗,得到多对波导腔体侧壁凹槽;c、在多对所述波导腔体侧壁凹槽中电铸波导腔体侧壁金层;d、除去各相邻两对波导腔体侧壁金层之间的光刻胶,并在去除位置电铸波导腔体侧壁铜层基体;显影,除去成对波导腔体侧壁金层内部的光刻胶,得到具有多个波导腔体侧壁的工件;步骤三,电铸太赫兹金属空芯矩形波导腔体的上覆盖板:a、在抛磨成镜面的、干净的纯铝平板二的表面电铸上覆盖板金层;b、在所述上覆盖板金层的表面电铸上覆盖板铜层基体,化学溶解所述纯铝平板二,得到一面为所述上覆盖板金层、另一面为所述上覆盖板铜层基体的上覆盖板;步骤四,封装:将所述上覆盖板盖合在步骤二所得的具有多个波导腔体侧壁的工件的上面,且使所述上覆盖板金层朝向多个所述波导腔体侧壁,通过金-金热压键合技术将两者封装为一体;切割修整得到多个单独的太赫兹金属空芯矩形波导腔体。
8.优选地,所述波导腔体侧壁金层、所述下覆盖板金层和所述上覆盖板金层的厚度均为数十纳米至数百纳米之间。
9.优选地,所述下覆盖板铜层基体和所述上覆盖板铜层基体的厚度均为数百微米至数毫米之间。
10.本发明的有益效果为:1、本发明可以实现光刻胶矩形芯模的高效快速溶解去除。
11.以往制造太赫兹金属矩形波导腔体通常选用金属材料制作芯模,为了更快速的去除芯模,通常选用活泼性金属如纯铝,由于太赫兹金属矩形波导腔体是大长径比器件,在去除芯模时存在溶解效率低、溶解不彻底并腔体内部有残留等问题,此外,活泼型金属在制造过程中尺寸精度和表面质量难以控制;本发明选用光刻胶作为芯模材料,光刻胶在波导腔体侧壁与波导腔体下表面形成的凹型腔体内,未完全被包围,在溶解光刻胶时可增加溶解液与光刻胶的接触面积,加快溶解时间;又由于光刻胶为非金属材料,可选择有机溶液进行去除,不会对太赫兹金属矩形波导腔体产生影响。
12.2、本发明可以实现波导腔体高精度的制造。
13.本发明将在镜面抛磨的纯铝板表面上电铸金层,金层可以精密复制被抛磨的纯铝板表面形貌,当纯铝板被化学溶解后,获得的腔体金层表面将具有较高的表面质量;此外,
通过liga技术在光刻胶上制造出波导腔体侧壁凹槽,侧壁垂直度可达到89.9
°
并且可获得较好的表面质量和尺寸精度,使用电铸技术在波导腔体侧壁凹槽内电铸金层后,腔体侧壁也将复制矩形槽的垂直度、表面质量。因此,当通过金金键合技术获得波导腔体后,将会获得较佳的腔体尺寸精度、表面粗糙度、圆角半径等技术指标。
14.3、本发明可以实现太赫兹金属空芯矩形波导腔体海量制造。
15.本发明采用分层制造的太赫兹金属波导腔体,可同时电铸波导腔体上、下表面,利用liga技术可一次性在光刻胶上海量制造出波导腔体侧壁凹槽,使用电铸技术快速电铸波导腔体侧壁,最后通过金-金键合技术封装波导腔体,可实现太赫兹金属空芯矩形波导腔体的海量制造。
16.4、本发明可以实现各种截面尺寸的太赫兹金属空芯矩形波导腔体的制造。
17.本发明利用liga技术通过改变光刻胶的厚度可制造出各种长宽比的端面尺寸,此外通过改变掩膜版上图案的形状,可制造出各种类型的弯波导,为波导设计提供更多的灵活性。
18.5、本发明可以实现高工作频段或超高工作频段的太赫兹金属空芯矩形波导腔体的制造。
19.本发明可通过控制光刻胶的厚度以及掩膜版的尺寸制备出为数十微米甚至数百微米端面尺寸的波导腔体,这种端面尺寸对应了高工作频段甚至是超高工作频段太赫兹波导腔体所需的端面尺寸,因此本发明可以实现高工作频段或超高工作频段的太赫兹金属空芯矩形波导腔体的制造。
附图说明
20.图1为纯铝平板一的表面电铸了下覆盖板金层的结构示意图。
21.图2为在下覆盖板金层的表面电铸了下覆盖板铜层基体的结构示意图。
22.图3为下覆盖板的结构示意图。
23.图4为贴了光刻胶的下覆盖板。
24.图5为在光刻胶的上方放置掩膜版的示意图。
25.图6为利用x射线曝光光刻胶的示意图。
26.图7为显影清洗后得到的具有多对平行的波导腔体侧壁凹槽光刻胶的下覆盖板。
27.图8为在波导腔体侧壁凹槽处电铸波导腔体侧壁金层后的结构。
28.图9为除去各相邻两对波导腔体侧壁金层之间的光刻胶后的结构示意图。
29.图10为电铸波导腔体侧壁铜层基体后的结构示意图。
30.图11为除去成对波导腔体侧壁金层内部的光刻胶后的得到的具有多对波导腔体侧壁的工件。
31.图12为纯铝平板二的表面电铸了上覆盖板金层的结构示意图。
32.图13为在上覆盖板金层的表面电铸了上覆盖板铜层基体的结构示意图。
33.图14为上覆盖板的结构示意图。
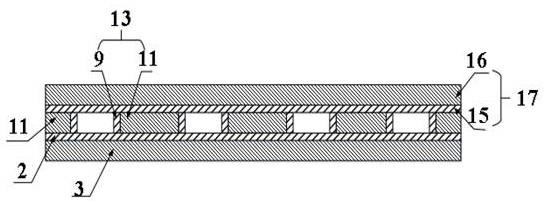
34.图15为封装后的相互连接的多个太赫兹金属空芯矩形波导腔体示意图。
35.图16为单个太赫兹金属空芯矩形波导腔体结构示意图。
36.图中:
1、纯铝平板一;2、下覆盖板金层;3、下覆盖板铜层基体;4、下覆盖板;5、光刻胶;6、掩膜版;61、矩形波导腔体侧壁金层图案;7、x射线;8、波导腔体侧壁凹槽;9、波导腔体侧壁金层;10、相邻两对波导腔体侧壁金层之间的光刻胶;11、波导腔体侧壁铜层基体;12、成对波导腔体侧壁金层内部的光刻胶;13、波导腔体侧壁;14、纯铝平板二;15、上覆盖板金层;16、上覆盖板铜层基体;17、上覆盖板;18、太赫兹金属空芯矩形波导腔体。
具体实施方式
37.下面结合附图和实施例对本发明做详细说明。
38.海量制造太赫兹金属空芯矩形波导腔体,方法如下:步骤一,电铸太赫兹金属空芯矩形波导腔体的下覆盖板:a、如图1所示,在抛磨成镜面的、干净的纯铝平板一1的表面电铸下覆盖板金层2;b、如图2所示,在所述下覆盖板金层2的表面电铸下覆盖板铜层基体3;c、化学溶解所述纯铝平板一1,化学溶解的液体可以使用强酸或强碱溶液,溶解掉纯铝平板一1后得到一面为所述下覆盖板金层2、另一面为所述下覆盖板铜层基体3的下覆盖板4,得到的下覆盖板4的结构如图3所示。
39.步骤二,电铸太赫兹金属空芯矩形波导腔体的腔体侧壁:a、如图4所示,用覆膜机在下覆盖板4的所述下覆盖板金层2的表面贴光刻胶5,所述光刻胶5的厚度在数微米至数百微米之间;b、如图5、6所示,在所述光刻胶5的正上方放置具有海量的多对平行的矩形波导腔体侧壁金层图案61的掩膜版6,然后,用x射线7对所述光刻胶5进行曝光、显影,将未曝光的光刻胶去除,去除可以采用湿法去除,去除过程辅以超声或兆声清洗,然后再对其进行漂洗和干燥。图7为显影清洗后得到的具有多对平行的波导腔体侧壁凹槽8光刻胶的下覆盖板,在光刻胶5上具有海量的波导腔体侧壁凹槽8成对分布,也就是说,每一对波导腔体侧壁凹槽8之间的距离是相同的。
40.c、在多对所述波导腔体侧壁凹槽8中电铸波导腔体侧壁金层9,图8为在波导腔体侧壁凹槽处电铸波导腔体侧壁金层后的结构,由于每一对波导腔体侧壁凹槽8之间的距离是相同的,因此电铸形成的每对波导腔体侧壁金层9之间的距离也是相同的,每对的波导腔体侧壁金层9就形成了最终的产品太赫兹金属空芯矩形波导腔体的每一对侧壁,同时制造的多对的波导腔体侧壁金层9提高了制造太赫兹金属空芯矩形波导腔体的效率,海量的多对波导腔体侧壁金层9为海量制造太赫兹金属空芯矩形波导腔体提供了前提。
41.d、除去各相邻两对波导腔体侧壁金层之间的光刻胶10,得到如图9所示的结构,在每对波导腔体侧壁金层9之间还填充有成对波导腔体侧壁金层内部的光刻胶12。
42.然后在去除位置电铸波导腔体侧壁铜层基体11,图10所示,显影、除去成对的波导腔体侧壁金层内部的光刻胶12,得到具有多个波导腔体侧壁13的工件,其结构如图11所示。所述波导腔体侧壁13包括了波导腔体侧壁金层9和部分的波导腔体侧壁铜层基体11。
43.步骤三,电铸太赫兹金属空芯矩形波导腔体的上覆盖板:a、如图12所示,在抛磨成镜面的、干净的纯铝平板二14的表面电铸上覆盖板金层15。
44.b、在所述上覆盖板金层15的表面电铸上覆盖板铜层基体16,图13为在上覆盖板金
层的表面电铸了上覆盖板铜层基体16的结构示意图。化学溶解所述纯铝平板二14,溶解液可以使用强酸或强碱,得到一面为所述上覆盖板金层15、另一面为所述上覆盖板铜层基体16的上覆盖板17,如图14所示。
45.步骤四,封装:将所述上覆盖板17盖合在步骤二所得的具有多个波导腔体侧壁的工件的上面,且使所述上覆盖板金层15朝向多个所述波导腔体侧壁13,通过金-金热压键合技术将上覆盖板17与具有多个波导腔体侧壁的工件封装为一体,图15为封装后的相互连接的多个太赫兹金属空芯矩形波导腔体示意图。由于在步骤二中已经制备了具有海量的多对波导腔体侧壁的工件,因此将上覆盖板17盖合封装后即可得到多个连为一体的太赫兹金属空芯矩形波导腔体,实现了快速海量制造太赫兹金属空芯矩形波导腔体的两个关键步骤。切割修整即可得到多个单独的太赫兹金属空芯矩形波导腔体18,如图16所示。
46.本发明的太赫兹金属空芯矩形波导腔体海量电铸制造方法,通过使用liga 技术在光刻胶上制造海量的成对波导腔体侧壁凹槽,波导腔体侧壁凹槽的垂直度可达到 89.9
°
,并且可获得较好的表面质量和尺寸精度;使用电铸技术在凹槽内电铸波导腔体侧壁金层后,得到的波导腔体侧壁也具有较好的垂直度、较高的表面质量。因此,通过金-金键合技术封装获得的太赫兹金属空芯矩形波导腔体也具有较佳的腔体尺寸精度、表面粗糙度、圆角半径等优良的技术指标,从而实现了高精度太赫兹金属空芯矩形波导腔体的海量制造。
47.现有技术中制备太赫兹金属空芯矩形波导腔体通常使用金属材料制作芯模,为了在制备出腔体后快速去除芯模,芯模材料通常选用活泼性金属如纯锌、纯铝等,但由于太赫兹金属空芯矩形波导腔体是大长径比器件,在去除芯模时存在溶解效率低、溶解不彻底且腔体内部有残留等问题;此外,活泼型金属在制造过程中尺寸精度和表面质量也难以控制。本发明的方法选用光刻胶作为芯模材料,在制造过程中,作为芯模部分的光刻胶(即成对波导腔体侧壁金层内部的光刻胶12)位于波导腔体侧壁13与下覆盖板4所形成的凹型腔体内,是较为开放的空间,此时该凹型腔体并未完全被包围,因此在被溶解、除去时溶解液与成对波导腔体侧壁金层内部的光刻胶12的接触面积较大,溶解去除速度较快;又由于光刻胶为非金属材料,可选择有机溶液进行湿法去除,不会对太赫兹金属矩形波导腔体产生影响。
48.另外,由于本发明的方法可以根据需要改变掩膜版的形状和光刻胶的厚度,从而制造出各种尺寸类型的矩形波导腔体。由于波导腔体侧壁凹槽是通过liga技术制作,因此,波导腔体侧壁凹槽的形状也可以通过光刻胶上矩形波导腔体侧壁金层图案来设计,例如,可以制作出弯曲的波导腔,这为波导腔的制备提供了更高的灵活性。再者,控制光刻胶的厚度以及掩膜版的尺寸可以制备出数十微米甚至数百微米端面尺寸的波导腔体,这种端面尺寸对应了高工作频段甚至是超高工作频段太赫兹波导腔体所需的端面尺寸,因此本发明可以实现高工作频段或超高工作频段的太赫兹金属矩形腔体的制造。
49.优选地,所述波导腔体侧壁金层9、所述下覆盖板金层2和所述上覆盖板金层15的厚度均为数十纳米至数百纳米之间。
50.优选地,所述下覆盖板铜层基体3和所述上覆盖板铜层基体16的厚度均为数百微米至数毫米之间。
51.本发明的太赫兹金属空芯矩形波导腔体海量电铸制造方法,通过先在光刻胶上制
造海量的成对波导腔体侧壁凹槽,然后电铸形成海量的成对连成一体的太赫兹金属空芯矩形波导腔体的腔体侧壁,制备出上覆盖板后,将两者通过金-金热压键合技术将封装为一体,切割后即得到大批量的太赫兹金属空芯矩形波导腔体,制作速度快,且精度高,所制备的太赫兹金属空芯矩形波导腔体内部表面质量好。
52.在此需要说明的是,对于这些实施方式的说明用于帮助理解本发明,但并不构成对本发明的限定。此外,以上所描述的本发明各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。另外以上仅为本发明的部分实施例,而不是全部实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。例如,对于纯铝平板一和纯铝平板二,可以使用纯锌的平板进行替代。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1