具有改进的可焊性的电连接焊盘
1.本发明涉及用于电子部件的电连接焊盘领域。特别地,本发明涉及具有增强的可焊性的电连接焊盘以及用于激光处理电连接焊盘的相应方法。
背景技术:
2.电连接焊盘(例如金属焊料焊盘)通常用于制造电子器件(例如电路板、集成电路、微芯片等),以在不同的电子部件(诸如导电配线、无源部件或有源部件)之间形成电连接。当暴露于环境大气时,这种电连接焊盘的氧化是自然发生的现象。结果,电连接焊盘在运输或存储一段时间之后,可能被金属氧化物层覆盖,这导致电连接焊盘的可焊性逐渐劣化,这在某些情况下不再可用并且必须被丢弃。
3.考虑到这一点,电子部件的一些制造工艺包括形成保护层,如诸如银或金的贵金属层,其在运输或存储期间覆盖电连接焊盘,以避免暴露于环境大气中,并因此避免形成氧化物层。然而,保护层所需的附加材料增加了生产成本,并且在进一步处理电连接焊盘用于在电子器件中形成电连接之前,在制造工艺中需要专用的步骤和设备来去除保护层。
4.此外,由于电连接焊盘在所得到的电子器件的耐久性和性能中起核心作用,因此在工业上不断努力改进电连接焊盘的可焊性。
5.因此,关于电连接焊盘的可焊性及其制造存在技术改进的空间。
技术实现要素:
6.本发明解决了提供具有改进的耐久性和可焊性的电连接焊盘的问题,以及提供了一种用于激光处理电连接焊盘的方法,该方法允许有效地提供这种电连接焊盘。这个问题通过根据权利要求1的电连接焊盘和根据权利要求12的方法来解决。在所附的从属权利要求中限定了本发明的优选实施方式。
7.本发明的第一方面涉及一种用于在电子部件之间提供电连接的电连接焊盘。这种电连接焊盘可以用于在任何类型的电子系统(诸如电路板、集成电路、微芯片等)中提供电连接,以在任何两个电子部件(诸如无源电子部件、有源电子部件或导电配线)之间提供电连接。例如,根据本发明的电连接焊盘可以用于在集成电路内的有源器件与无源器件之间、或者在电路板上的无源器件或有源器件与导电配线之间、或者在两个导电配线之间提供电连接。
8.本发明的电连接焊盘包括金属层和形成在电连接焊盘的外表面上并暴露金属层的激光诱导周期性表面结构。“激光诱导周期性表面结构”或简称为“lipss”在本文中是指如果用脉冲激光,特别是偏振的脉冲激光适当处理,则可在材料表面上诱导的周期性图案,如将在下面进一步说明的。金属层通过lipss并由lipss暴露,使得电连接焊盘的外表面上的金属层的轮廓与lipss的轮廓相对应。lipss的轮廓限定了电连接焊盘和/或金属层的周期性变化的厚度轮廓,其例如可以基本上与波形轮廓相对应,其中电连接焊盘和/或金属层的厚度在波形轮廓的上峰处取最大值,在波形轮廓的下峰处取最小值。波形轮廓例如可以
近似与正弦波形轮廓相对应,尽管可能出现与完美周期性结构的偏差。
9.特别地,本发明的电连接焊盘可以是焊料焊盘,其被配置用于通过焊接——即,通过在被提供用于创建电连接的热能时至少部分地转变到液态、以及通过在创建电连接之后(例如,在要通过电连接来例如连接至导电配线的两个电子部件被固定或放置成与电连接焊盘接触之后,可能在热能的供应停止或减少之后)转变回固态——来在电子部件之间创建机械稳定的电连接。
10.然而,本发明的电连接焊盘可以通过其它方式在电子部件之间提供电连接,诸如胶粘(特别是具有导电胶的胶粘)、焊接或结合。
11.当电连接焊盘用于通过电子部件与电连接焊盘的金属层在外表面上的接触而在两个电子部件之间创建电连接时,可用于电连接的金属层的表面由lipss的轮廓限定。因此,由于lipss,可用于创建电连接的总表面大于在没有lipss的相同电连接焊盘上可用的平面表面。因此,电连接焊盘创建耐久和稳定的电连接的能力(也可被称为可焊性或可润湿性)相对于常规的电连接焊盘得到了提高。值得注意的是,本文使用的术语“可焊性”和“可润湿性”不仅限于作为焊料焊盘的电连接焊盘。
12.lipss可以通过激光处理形成,通过该激光处理,电连接焊盘的外表面用脉冲激光、特别是偏振的超短脉冲激光进行激光处理。如果适当地选择激光处理的参数,特别是脉冲长度、波长和通量,则lipss的尺寸可以适应于金属层的尺寸和/或电介质层的尺寸,电介质层可能在电连接焊盘暴露于环境大气一段时间之后(例如在存储或运输期间)覆盖金属层。这种电介质层例如可以是通过氧化与外表面相邻的金属层的一部分而形成的金属氧化物层。由于用于形成lipss的激光处理允许非常精细地调节烧蚀深度,即烧蚀的材料的量或材料被烧蚀到的深度,本发明的电连接焊盘可以比常规焊盘薄得多,并且仍然显示出优异的可焊性。
13.本发明的电连接焊盘可以被制备以用于通过激光处理形成电连接,这可以允许省略在金属层上形成保护层。不管是否在金属层上形成电介质层,电连接焊盘都可以由于lipss而提供改进的可焊性。此外,如果在金属层上形成电介质层,则激光处理可以导致电介质层的精确的完全或部分烧蚀,使得金属层暴露在电连接焊盘的外表面处,从而改善待形成的电连接的电特性。换言之,用于形成lipss的适当的激光处理可以通过电连接焊盘的化学激活(即,金属层的暴露)以及通过外表面的形貌调制(即,可用于建立电连接的表面的有效增加)而导致改进的可焊性。
14.根据优选的实施方式,lipss可以具有从100nm至10μm、优选地从150nm至5μm、更优选地从200nm至1μm的周期。lipss的“周期”在本文中被理解为lipss外表面的两个连续顶点之间的平均距离。这种顶点可以与外表面的如下点相对应,在该点处电连接焊盘和/或金属层在与外表面相对的电连接焊盘的底表面上具有局部最大厚度或局部最大高度。
15.激光处理可以包括激光烧蚀,并且可以导致lipss的形成和金属层和/或布置在金属层上的电介质层的至少一部分的去除。当被配置用于形成lipss时,激光处理可以进一步导致金属层和/或电介质层的材料被烧蚀成可调节的“烧蚀深度”,即烧蚀的材料相对于激光处理之前的外表面的位置的可调节的厚度。在形成lipss之后,金属层和/或电介质层的周期性厚度变化的幅度,即电连接焊盘的厚度最大处的外表面的点与电连接焊盘的厚度最小处的外表面的点之间的垂直距离(其在本文中将被称为“调制幅度”),可以通过激光处理
的相应配置来调节,如将在下面更详细地说明的。这允许激光处理相对薄的电连接焊盘,例如具有下面指定尺寸的电连接焊盘。
16.在优选的实施方式中,lipss可以具有从10nm至100μm、优选地从20nm至800nm、更优选地从50nm至400nm的调制幅度。在这些范围内的调制幅度允许lipss的形成,并且即使在厚度在μm范围内或以下的金属层中也允许相应的可焊性增强。
17.根据本发明的优选实施方式,在形成lipss之后,金属层可以具有从1μm至10mm、优选地从3μm至100μm、更优选地从10μm至60μm的厚度。
18.在一些优选实施方式中,金属层可以包括铜、锌、锡、铅、黄铜、铂、金、银和/或铝,以及它们的组合、化合物和/或合金。
19.在一些实施方式中,电连接焊盘还可以包括布置在金属层上的电介质层,其中lipss还可以形成在电介质层中。如果激光处理导致电介质层的局部去除,则lipss因此可以暴露金属层的部分和电介质层的部分。换言之,电连接焊盘的外表面可以部分地与金属层相对应,例如在激光处理导致完全去除电介质层的区域(例如,lipss的具有近似正弦波轮廓的“谷区”),并且可以部分地与在激光处理之后保留在金属层上的电介质层相对应,例如在激光处理导致没有去除或局部去除电介质层的区域(例如,lipss的具有正弦波轮廓的“山区”)。
20.在一些实施方式中,电介质层可以包括金属氧化物。如前所述,当电连接焊盘暴露于大气一段时间时,例如在存储或运输期间,由于氧化,这种金属氧化物层可以形成在金属层上。附加地或替代地,电介质层可以包括其它钝化材料,诸如碳和/或有机材料。在一些实施方式中,电介质层可以是金属氧化物层、碳层和/或有机材料层。
21.在一些优选实施方式中,电介质层可以是包括铜、锌、锡、铅、黄铜、铂、金、银和/或铝的氧化物的金属氧化物层。
22.在形成lipss之后,电介质层可以具有1nm与5μm之间、优选地在1nm与1μm之间、更优选地在5nm与30nm之间的厚度。该厚度可以与在激光处理之后保留在金属层上的电介质层的峰的平均最大厚度相对应,该平均最大厚度对所有峰求平均。本领域的任何技术人员将理解,即使精确的激光处理也可能导致具有一定程度的不均匀性或不规则性的周期性表面结构,包括金属层和/或电介质层的在给定公差内的可变厚度。
23.本发明的另一方面涉及一种电路板,诸如印刷电路板,其包括根据先前描述的本发明的任何方面或实施方式的电连接焊盘。
24.本发明的另一方面涉及一种用于激光处理电连接焊盘以便创建激光诱导周期性表面结构从而产生根据以上所描述的本发明的任何方面或实施方式的电连接焊盘的方法。创建这种电连接焊盘可以包括修复或激活已经存储或运输了一段时间的电连接焊盘以供使用。待激光处理的电连接焊盘可包括金属层和布置在金属层上并形成电连接焊盘的外表面的电介质层。本发明的方法包括用脉冲激光对外表面进行激光处理,从而形成暴露金属层的lipss。
25.因此,本发明的方法可以在电连接焊盘暴露于大气一段时间、导致在金属层上形成电介质层(例如由于氧化引起的金属氧化物层)之后应用于电连接焊盘。因此,可以通过激光烧蚀至少部分地去除电介质层,使得下面的金属层至少部分地在外表面处再次暴露,并且lipss可以形成在外表面处,以增强电连接焊盘的可焊性。
26.在本发明的优选实施方式中,激光是超短脉冲激光。附加地或替代地,激光可以是偏振的激光。因此,激光尤其可以是偏振的超短脉冲激光。“超短脉冲激光”在本文中是指具有超短脉冲光(特别是在飞秒或皮秒范围内)的激光,但也指具有短脉冲光(特别是在纳秒范围内)的激光。在一些实施方式中,可以使用固态激光器或气体激光器,例如钛蓝宝石激光器或nd:yag激光器,来生成用于形成lipss的激光。
27.如果激光是偏振的激光,则激光的偏振例如可以是线性偏振或圆偏振。使用线性偏振的激光可以导致形成相应取向的lipss。具有给定厚度值的外表面的点例如可以在激光的通量高时(例如高于0.1j/cm2)垂直于激光的偏振方向对准,并且可以在激光的通量低时(例如低于0.1j/cm2)平行于激光的偏振方向对准。此外,lipss的方向性可以通过激光的入射角和/或通过外表面的初始表面粗糙度来影响。因此,不同取向的lipss可以通过具有相应偏振和/或通量的相应激光处理和/或通过相应的初始表面粗糙度而组合地形成在电连接焊盘上。例如,具有第一线性偏振的第一激光处理和随后的具有第二线性偏振的第二激光处理可以导致形成两个不同的重叠lipss,例如两个相互垂直的lipss,其中第二线性偏振在与第一线性偏振的偏振方向不同的方向上,例如垂直于第一线性偏振的偏振方向。使用一个偏振方向和两个不同的通量可以获得类似的图案。
28.根据本发明的优选实施方式,可以用脉冲长度从30fs至100ns、优选地从100fs至40ps、更优选地从190fs至15ps的激光脉冲对外表面进行激光处理。“脉冲长度”在本文中是指在脉冲的幅度达到其最大幅度的指定片段的时间和脉冲幅度降至相同片段的时间之间的时间间隔。
29.在优选的实施方式中,外表面可以用波长从193nm至10.6μm、优选地从343nm至1070nm、更优选地从1028nm至1070nm的激光脉冲进行激光处理。
30.激光还可以具有从0.01j/cm2至10j/cm2、优选地从0.1j/cm2至5j/cm2、更优选地从0.1j/cm2至1j/cm2的通量。“通量”在本文中是指每激光光斑单位表面(例如由1/e2直径限定的每激光光斑表面)施加到电连接焊盘的外表面上的激光的能量。
31.当根据如先前在本文中指定的参数调节时,激光处理可以导致形成具有从10nm至100μm、优选地从20nm至800nm、更优选地从50nm至400nm的调制幅度的lipss。这允许激光处理相对薄的电连接焊盘,例如具有上面指定尺寸的电连接焊盘,而不存在在激光处理期间损坏或完全破坏金属层的风险。
32.激光处理可以导致形成具有从100nm至10μm、优选地从150nm至5μm、更优选地从200nm至1μm的周期的lipss。值得注意的是,由于所得到的lipss的周期可以与光谱的可见部分中的波长相对应,因此可以通过可通过用可见光照射电连接焊盘来检测的光学衍射图案来揭示在作为根据本发明的方法的结果而形成的电连接焊盘上存在这种lipss。由于lipss的存在,从电连接焊盘反射的光可以针对不同的波长进行不同的反射,从而产生彩色反射图案或全息图,这甚至可以由肉眼察觉到。
33.根据本发明的优选实施方式,激光处理外表面可以包括完全地激光处理外表面或激光处理外表面的从10%至90%、优选地从30%至80%,更优选地从50%至70%。为了激光处理外表面,可以使用具有给定光斑尺寸的激光在第二方向上的不同位置处在第一方向上扫描外表面。第二方向可以优选地垂直于第一方向。完全地激光处理外表面可以包括在所述不同位置处用激光在第一方向上线性扫描外表面,其中不同位置可以在第二方向上相互
间隔以等于或小于光斑尺寸的距离。部分地激光处理外表面,例如激光处理从10%至90%的外表面,可以包括在所述不同位置处用激光在第一方向上线性扫描外表面,其中不同位置可以在第二方向上相互间隔以大于光斑尺寸的距离。例如由1/e2直径限定的光斑尺寸可以是从1μm至1mm、优选地从10μm至150μm。
34.本发明人发现,为了实现所需的电连接焊盘的可焊性增强,可能不需要激光处理整个外表面。相反,仅对外表面的一部分进行激光处理可能就足够了,并且相对于不具有lipss的电连接焊盘,仍然实现电连接焊盘的可焊性的改进。
35.在本发明的优选实施方式中,激光处理外表面可以包括使用激光偏转系统用激光扫描外表面的至少一部分。激光偏转系统的使用可以通过相应地移动激光偏转系统以扫描整个外表面或其部分来允许激光处理外表面。激光偏转系统可以包括偏振器、分束器、聚焦透镜、偏转器和滤光器中的一个或多个。激光偏转系统例如可以包括可移动和/或可旋转反射镜装置(诸如检流计扫描仪),以及聚焦长度或可移动的处理头(诸如飞行光学装置)。然而,允许激光和电连接焊盘的外表面之间的相对移动的激光偏转系统的其它配置也是可能的。
36.根据本发明的优选实施方式,激光可以被配置成使得在激光处理之后lipss的调制幅度可以等于或大于电介质层的厚度(如在激光处理之前所限定的)。因此,激光处理可以导致电介质层厚度的至少局部减小。附加地或替代地,激光处理还可以导致金属层厚度的至少局部减小。
37.在一些实施方式中,激光处理外表面可以包括完全去除电介质层。在其它实施方式中,激光处理外表面可以包括部分去除电介质层。在电介质层被部分去除之后,电介质层的剩余部分可以保留在金属层上。有利地,部分地去除电介质层,使得在激光处理之后,电介质层的一部分保留在金属层上,允许使用电介质层的剩余部分作为阻焊剂,从而使得用电连接焊盘执行焊接操作不必要应用或使用附加的阻焊剂层或阻焊剂元件。
[0038]“配置激光”可以特别地意味着调节相应的激光装置的设置,以便获得所生成的激光的波长、脉冲长度和/或通量的预定值。例如,由激光处理提供的烧蚀量(即由于激光处理而被去除的电介质层和/或金属层的量)可以通过相应地调节激光的通量和用于形成lipss的激光脉冲的量来选择。lipss的调制幅度可以通过相应地调节激光的波长来选择。特别地,调制幅度可以与激光的波长的多达1/3相对应,其中调制幅度可以通过相应地配置例如激光的通量和用于形成lipss的激光脉冲的数量来选择。可以通过相应地调节激光的波长来选择lipss的周期。例如,使用波长从1028nm至1070nm的激光可以导致形成周期从850nm至1μm且调制幅度从50nm至360nm的lipss。
[0039]
作为激光处理的结果,lipps形成在电连接焊盘的外表面上。根据当前用于lipss形成的物理理论,激光在所述外表面上产生沿着所述外表面传播的电磁波。由于脉内效应,在所述外表面上传播的电磁波在所述外表面上生成导致周期性调制的强度的干涉图案。这种周期性调制强度引起相应的周期性调制的材料烧蚀和/或热不稳定性,从而在所述外表面上形成lipss。
[0040]
外表面可以用从0
°
至45
°
、优选地从0
°
至22.5
°
的入射角进行激光处理。“入射角”在本文是指在垂直于电连接焊盘的外表面的平面的方向与用于形成lipss的激光在其中传播的方向之间限定的角度。入射角例如可以是0
°
,使得激光垂直地入射到外表面上。
附图说明
[0041]
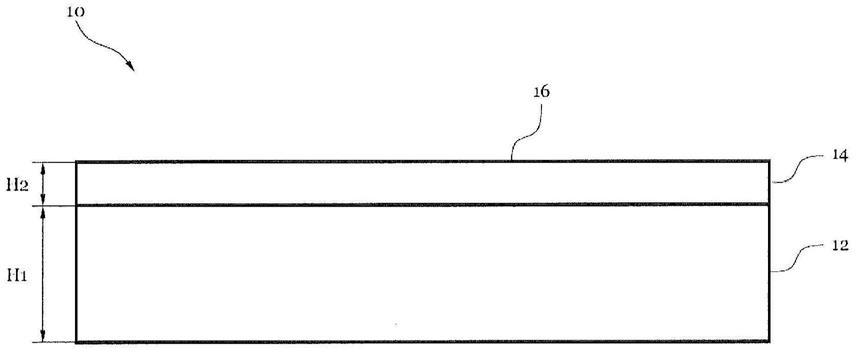
图1示出了根据本发明实施方式的在进行激光处理之前的电连接焊盘。
[0042]
图2示出了根据本发明实施方式的以给定入射角的激光对电连接焊盘的激光处理。
[0043]
图3示出了根据本发明实施方式的使用激光偏转系统以给定入射角的激光对电连接焊盘的激光处理。
[0044]
图4示出了根据本发明实施方式的具有lipss的电连接焊盘。
[0045]
图5示出了根据本发明另一实施方式的具有lipss的电连接焊盘。
[0046]
图6示出了根据本发明实施方式的lipss的高度轮廓。
[0047]
图7示出了根据本发明实施方式的结合了具有lipss的电连接焊盘的电路板。
[0048]
图8示出了根据本发明实施方式的电连接焊盘的俯视图。
具体实施方式
[0049]
为了促进对本发明原理的理解,现在将参照附图中所示的优选实施方式,并且将使用特定的语言来描述这些实施方式。然而,应该理解的是,不意在由此限制本发明的范围,所示出的设备的改变和进一步修改以及其中所示出的本发明原理的进一步应用被预期为对于本发明相关领域的技术人员来说是现在或将来通常会发生。
[0050]
图1至图3示出了用于激光处理电连接焊盘10的方法,该电连接焊盘10包括金属层12和电介质层14,其中电介质层14布置在形成连接焊盘10的外表面16的金属层12的顶部。在所示出的实施方式中,电介质层14是金属电介质层。在激光处理之前,在所示出的示例中,电介质层14具有约30nm的厚度h2。在所示出的示例中,金属层12具有约30μm的厚度h1。在所示出的实施方式中,金属层12包括铜,并且电介质层14包括由于电连接焊盘10暴露于大气一段时间而形成的铜氧化物。因此,在激光处理之前,电介质层14的上表面形成电连接焊盘10的外表面16。
[0051]
本发明的方法包括用激光装置30生成的脉冲激光32对外表面16进行激光处理。在所示出的示例中,激光装置30是超短固态激光装置,例如掺镱光纤激光器,其被配置成生成脉冲长度为约200fs、波长为约1030nm并且通量为约0.5j/cm2的线性偏振的超短脉冲激光。然而,在本发明的上下文中,前述范围内的任何其它值都是可能的。
[0052]
如图2中所示出的,可以用入射角θ对外表面16进行激光处理,入射角θ即激光32的入射方向与垂直于外表面16的平面的方向之间的角度,入射角θ在0
°
至45
°
的范围内,例如约45
°
,如图2中所示出的。如图3中所示出的,激光偏转系统34可以用于例如使用可旋转反射镜等在整个外表面16或其一部分上扫描激光32。
[0053]
作为用所指示的参数进行激光处理的结果,形成了在外表面16上包括lipss 20的具有增强的可焊性的电连接焊盘10’。
[0054]
图4示出了一个示例,其中,在激光处理之前,电介质层14具有约3nm的厚度,并且金属层12具有30μm的厚度。使用通量为0.1j/cm2、波长为约1030nm、并且脉冲长度为200fs的激光来形成lipss 20。作为激光处理的结果,电介质层14被完全烧蚀或去除,使得电连接焊盘10’在激光处理之后不再包括电介质层14。在这种情况下,lipss 20完全形成在金属层12中,其也形成外表面16。作为激光处理的结果,根据激光处理的特定设置,金属层12现在
具有可以等于或小于激光处理之前的金属层12的厚度h1的厚度h1’。在所示出的示例中,激光处理后金属层12的(最大)厚度h1’为约30μm。lipss 20具有幅度调制a和周期p。在图4所示出的示例中,幅度调制为约300nm,并且周期为约900nm。
[0055]
图5示出了一个示例,其中,在激光处理之前,电介质层14具有30nm的厚度,并且金属层12具有30μm的厚度。使用通量为0.1j/cm2、波长为1030nm、并且脉冲长度为200fs的激光来形成lipss 20。作为激光处理的结果,电介质层14仅被部分烧蚀或去除,使得电连接焊盘10’在激光处理之后包括形成在金属层12顶部的电介质层14的剩余部分。在这种情况下,lipss 20形成在金属层12和电介质层14中,其组合形成外表面16。lipss 20的轮廓基本上与近似正弦波轮廓相对应。电连接焊盘10’的厚度在正弦波轮廓的上峰处取最大值,在该处布置有电介质层14的剩余部分,而金属层12在外表面16处暴露并且金属层12在正弦波轮廓的下峰处暴露,在该处已经完全去除电介质层14。在其它实施方式中,形成在外表面16上的lipss 20可以具有不同于正弦波轮廓的波轮廓。
[0056]
图6示出了根据本发明实施方式的形成在电连接焊盘10’的外表面16上的lipss 20的示例性波轮廓,示出了电连接焊盘10’的厚度的周期性变化,即金属层12和/或布置在金属层12上的电介质层14中的变化。
[0057]
作为激光处理的结果,根据激光处理的特定设置,图5的电连接焊盘10’的金属层12现在具有可以等于或小于激光处理之前的金属层12的厚度h1的厚度h1’,并且根据激光处理的特定设置,电介质层14具有可以等于或小于激光处理之前的电介质层14的厚度h2的厚度h2’。
[0058]
在所示出的示例中,激光处理之后的金属层12的厚度h1’为约30μm,并且激光处理之后的电介质层14的厚度h2’为约3nm。lipss20具有幅度调制a和周期p。在图5所示出的示例中,幅度调制为约200nm,并且周期为约950nm。
[0059]
图7示出了根据本发明实施方式的包括电连接焊盘10’的印刷电路板50,电连接焊盘10’用作焊料焊盘,以经由焊料材料42在印刷电路板50的导电衬底结构52与导电配线40之间建立电连接,焊料材料42可以包括铅、锡或任何其它合适的焊料材料。焊接材料42可以部分或完全覆盖电连接焊盘10’。通过电连接焊盘10’,在导电衬底结构52和通过导电配线40连接到其上的另一电子部件之间形成耐用的电连接,归功于上面说明的本发明的原理,其由于lipss的存在而具有改进的可焊性,并且可以在工作流程中以简化的制造方法形成,导致电连接焊盘在变得无用之前实际上没有老化日期或存储/运输时间限制。
[0060]
图8示出了在对电连接焊盘10’进行激光处理之后,布置在衬底结构52上的电连接焊盘10’的示例性俯视图。焊料材料42布置在电连接焊盘10’上,并且在所示出的示例中,限定了部分覆盖电连接焊盘10’的外表面16的圆形轮廓。
[0061]
图8a示出了其中例如通过使用具有光斑尺寸s的激光在沿着第二方向(在图8a中指示为方向“x”)的不同位置处在第一方向(在图8中指示为方向“y”)上线性扫描外表面16,外表面16已经被完全激光处理的电连接焊盘。在图8a中,所述不同位置彼此间隔以等于或小于光斑尺寸s的距离,使得外表面16的100%被所得到的lipss覆盖。由lipss覆盖的外表面16的区域在图8中指示为线纹区域。
[0062]
图8b示出了其中例如通过在沿着方向“x”的、相互间隔以大于光斑尺寸s的距离的不同位置处在方向“y”上线性扫描外表面16,外表面16已经被部分地激光处理的电连接焊
盘10’。结果,在图8b中,外表面16的约50%被激光处理并且包含所得到的lipss,如图中由线纹区域所示出的,其在所示出的示例中形成沿方向“y”延伸的条纹。
[0063]
尽管在附图和前面的说明书中详细示出和说明了优选的示例性实施方式,但是这些实施方式应当被视为纯粹是示例性的,而不是对本发明的限制。在这些方面应当注意的是,仅示出和说明了优选的示例性实施方式,并且应当保护所有的变化和修改,这些变化和修改现在或将来都在权利要求所限定的本发明的保护范围内。
[0064]
参考符号列表
[0065]
10
ꢀꢀꢀ
电连接焊盘(激光处理前)
[0066]
10
’ꢀ
电连接焊盘(激光处理后)
[0067]
12
ꢀꢀꢀ
金属层
[0068]
14
ꢀꢀꢀ
电介质层
[0069]
16
ꢀꢀꢀ
外表面
[0070]
20
ꢀꢀꢀ
激光诱导周期性表面结构
[0071]
30
ꢀꢀꢀ
激光装置
[0072]
32
ꢀꢀꢀ
激光
[0073]
34
ꢀꢀꢀ
激光偏转系统
[0074]
40
ꢀꢀꢀ
导电配线
[0075]
42
ꢀꢀꢀ
焊料材料
[0076]
50
ꢀꢀꢀ
电路板
[0077]
52
ꢀꢀꢀ
导电衬底
[0078]
h1
ꢀꢀꢀ
金属层的厚度(激光处理前)
[0079]
h2
ꢀꢀꢀ
电介质层的厚度(激光处理前)
[0080]
h1
’ꢀ
金属层的厚度(激光处理后)
[0081]
h2
’ꢀ
电介质层的厚度(激光处理后)
[0082]
p
ꢀꢀꢀꢀ
激光诱导周期性表面结构的周期
[0083]aꢀꢀꢀꢀ
激光诱导周期性表面结构的调制幅度
[0084]
θ
ꢀꢀꢀꢀ
激光的入射角
[0085]
x,y
ꢀꢀ
方向
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1