一种竹勺铣削成型加工组件的制作方法
[0001]
本发明涉及竹餐具加工技术领域,尤其涉及一种竹勺铣削成型加工组件。
背景技术:
[0002]
餐饮行业普遍采用一次性餐具,一次性餐具主要是塑料的刀叉勺,塑料由于很难被分解,极易对环境造成污染。为降低对环境造成污染,人们开始使用竹制餐具,由于竹子属于可降解材料,对环境较为友好。目前竹制勺具的工序为:将原竹制成竹条,再将竹条制成矩形竹片,然后经过成型加工形成竹餐具形状的成型竹片,最后,勺形的竹片经过热压形成可使用的勺子。公开号为cn 109676701 a的专利提出一种竹餐具加工方法及装置,其通过两个铣刀对竹片进行成型加工,但由于多个竹片叠放进行加工,铣削的过程中回出现大量切屑和产生大量的热,排屑不彻底会导致会影响铣削质量,热量高不仅对铣刀本身造成不利影响,也会影响交工质量。
技术实现要素:
[0003]
本发明的目的是为了解决现有技术中的问题,而提出的一种竹勺铣削成型加工组件,减少竹片叠放进行加工中大量切屑和热对竹片铣削质量的影响。
[0004]
为了实现上述目的,本发明采用了如下技术方案:
[0005]
一种竹勺铣削成型加工组件,包括机架、输送竹片的传送带和对竹片进行铣削的铣削柱,两个所述铣削柱成组设置,本系统设置至少一组铣削柱,传送带位于两个所述铣削柱之间,两个所述铣削柱之间的形状与目标勺具的形状对应。
[0006]
进一步的,所述铣削柱包括旋转柱和用于铣削的铣削套,所述包铣削套裹于旋转柱外部,所述铣削套上设置铣刀片,用于铣削经过铣削柱之间的竹片。
[0007]
进一步的,所述铣削柱的内部设置轴向贯穿的进风管道,所述旋转柱的顶部设置与进气管道连通的顶套,所述顶套内部设置外接叶片,外接叶片的一端固定连接顶套的内壁,外接叶片的另一端为自由端,外接叶片以顶套的中心轴线为圆心环布与顶套的内壁。外接叶片倾斜设置,当顶套旋转,外接叶片可形成轴向气流。
[0008]
进一步的,所述铣削套和旋转柱内部设置连通进风管道的进气孔,所述旋转柱的下端固定设置连接轴,所述连接轴的上端设置与进风管道连通的空心部,连接轴的外部设置集粉箱,集粉箱与连接轴旋转连接,所述空心部的底腔通过进粉孔与集粉箱内部连通。所述连接轴的下端固定连接驱动电机,用于驱动铣削柱旋转。
[0009]
上述结构中,旋转柱可带动铣削套进行铣削加工,同时,旋转柱可带动顶套旋转,外接叶片可形成轴向气流,轴向气流进入进风管道,进气孔产生负压,可吸附铣削套铣削竹片产生的切屑和竹粉,使其进入进风管道和连接轴的空心部,最后进入集粉箱中;同时气流可带走一部分铣削产生的热量,减少发热对铣削加工的影响。
[0010]
进一步的,所述集粉箱的顶部设置出气孔,用于形成气流循环,所述集粉箱的顶部设置过滤竹粉和切屑的网盖,所述集粉箱底部设置出粉口,用于竹粉和切屑的取出。
[0011]
进一步的,所述传送带的传动面设置至少两个卡座,卡座顶部卡接用于夹持竹片的卡接件,传送带传动过程中可带动竹片在铣削柱之间进行移动,完成竹片的进给。其中一个卡座用于卡接夹持待加工竹片的卡接件,用于放料;另一个卡座用于卡接夹持加工完毕的竹片的卡接件,用于下料。
[0012]
作为优选方案的,所述连接轴的下部设置主动锥齿轮,所述传送带设置传送轮和驱动轮,所述驱动轮通过同步轴连接与主动锥齿轮对应的被动锥齿轮,所述被动锥齿轮与主动锥齿轮啮合。此处,连接轴可带动主动锥齿轮转动,使被动锥齿轮和驱动轮转动,形成传送带对竹片的传送。
[0013]
作为另一优选方案的,所述连接轴的下部设置动力轮,所述机架的内部设置与动力轮对应的传动带,所述传动带设置至少一个拨片。进一步的,所述传送带设置传送轮和驱动轮,所述驱动轮通过同步轴连接与拨轮,所述拨轮的外部设置均匀间隔的拨齿,所述拨齿之间设置用于容纳拨片的拨槽。此处,动力轮可带动传动带传动,使拨片推动拨轮转动,驱动轮跟随拨轮转动,形成传送带对竹片的传送。使用拨片推动拨轮,用于形成拨轮间歇式旋转,使传送带对竹片形成间歇式进给,保持充分的铣削时间,加强铣削质量。
[0014]
进一步的,还包括与拨槽的形状相适应止回块,所述止回块位于拨轮的一个拨槽内。所述止回块与机架之间设置伸缩杆和支撑弹簧,支撑弹簧套于伸缩杆外部,伸缩杆用于支撑弹簧的导向,所述伸缩杆和支撑弹簧的一端固定连止回块,所述伸缩杆和支撑弹簧的另一端通过固定块固定连接机架,支撑弹簧用于将止回块按压在拨轮的拨槽中,止回块用于在拨轮转动一个拨齿后限制拨轮的位置。
[0015]
本发明的有益效果是:本竹勺铣削成型加工组件用于竹片的成勺加工,组件中的铣削柱不仅可完成竹片的铣削加工,同时可作为其内部进风管道气流进入的动力,用于吸附和收集铣削加工产生的切屑和竹粉,加强铣削加工的排屑能力,同时可带走一部分铣削产生的热量,辅助提升铣削质量;且铣削柱还可带动传送带产生传动,进行竹片的进给。
[0016]
综上,本竹勺铣削成型加工组件通过一个动力可完成三个动作,充分利用动力能量,提升铣削质量,减少动力源引发的故障率,且整个组件结构简单紧凑,很具应用前景。
附图说明
[0017]
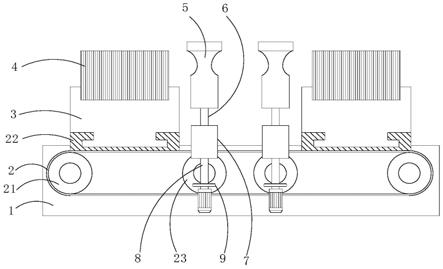
图1为本竹勺铣削成型加工组件的结构示意图;
[0018]
图2为本竹勺铣削成型加工组件铣削柱侧面结构示意图;
[0019]
图3为本竹勺铣削成型加工组件铣削柱侧面剖视图;
[0020]
图4为本竹勺铣削成型加工组件外接叶片处的结构示意图;
[0021]
图5为本竹勺铣削成型加工组件实施例2中动力轮处的结构示意图;
[0022]
图6为本竹勺铣削成型加工组件实施例2中传动带处的结构示意图;
[0023]
图7为本竹勺铣削成型加工组件实施例2中拨轮的结构示意图。
[0024]
图中:1、机架;2、传送带;3、卡接件;4、竹片;5、铣削柱;6、空心部;7、集粉箱;8、连接轴;9、主动锥齿轮;10、被动锥齿轮;11、动力轮;12、传动带;13、拨轮;14、同步轴;15、止回块;16、伸缩杆;17、支撑弹簧;18、固定块;21、传动轮;22、卡座;23、驱动轮;51、旋转柱;52、顶套;53、外接叶片;54、铣削套;55、进气孔;56、进风管道;61、进粉孔;71、网盖;72、出粉口;121、拨片;131、拨齿;132、拨槽。
具体实施方式
[0025]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
[0026]
实施例1
[0027]
参照图1,一种竹勺铣削成型加工组件,包括机架1、输送竹片4的传送带2和对竹片4进行铣削的铣削柱5,两个所述铣削柱5成组设置,传送带2位于两个所述铣削柱5之间,参考图2,两个所述铣削柱5之间的形状与目标勺具的形状对应。本组件中设置两组铣削柱5,第一组铣削柱5用于对竹片4进行成型加工,第二组铣削柱5用于对竹片4进行打磨加工。
[0028]
进一步的,参考图3,所述铣削柱5包括旋转柱51和用于铣削的铣削套54,所述包铣削套54裹于旋转柱51外部,所述铣削套54上设置铣刀片,用于铣削经过铣削柱5之间的竹片。打磨用铣削柱5的铣削套54上设置磨粒。
[0029]
进一步的,所述铣削柱5的内部设置轴向贯穿的进风管道56,所述旋转柱51的顶部设置与进气管道56连通的顶套52,参考图4,所述顶套52内部设置外接叶片53,外接叶片53的一端固定连接顶套52的内壁,外接叶片53的另一端为自由端,外接叶片53以顶套52的中心轴线为圆心环布与顶套52的内壁。外接叶片53倾斜设置,当顶套52旋转,外接叶片53可形成轴向气流。
[0030]
进一步的,所述铣削套54和旋转柱51内部设置连通进风管道56的进气孔55,所述旋转柱51的下端固定设置连接轴8,所述连接轴8的上端设置与进风管道56连通的空心部6,连接轴8的外部设置集粉箱7,所述空心部6的底腔通过进粉孔61与集粉箱7内部连通。所述连接轴8的下端固定连接驱动电机,用于驱动铣削柱5旋转。
[0031]
上述结构中,旋转柱51可带动铣削套54进行铣削加工,同时,旋转柱51可带动顶套52旋转,外接叶片53可形成轴向气流,轴向气流进入进风管道56,进气孔55产生负压,可吸附铣削套54铣削竹片产生的切屑和竹粉,使其进入进风管道56和连接轴8的空心部6,最后进入集粉箱7中,同时气流可带走一部分铣削产生的热量,减少发热对铣削加工的影响。
[0032]
进一步的,所述集粉箱7的顶部设置出气孔,用于形成气流循环,所述集粉箱7的顶部设置过滤竹粉和切屑的网盖71,所述集粉箱7底部设置出粉口72,用于竹粉和切屑的取出。
[0033]
进一步的,参考图1,所述传送带2的传动面设置至少两个卡座22,卡座22顶部卡接用于夹持竹片4的卡接件3,传送带2传动过程中可带动竹片4在铣削柱5之间进行移动,完成竹片4的进给。其中一个卡座22用于卡接夹持待加工竹片4的卡接件3,用于放料;另一个卡座22用于卡接夹持加工完毕的竹片4的卡接件3,用于下料。
[0034]
进一步的,所述连接轴8的下部设置主动锥齿轮9,所述传送带2设置传送轮21和驱动轮23,所述驱动轮23通过同步轴14连接与主动锥齿轮9对应的被动锥齿轮10,所述被动锥齿轮10与主动锥齿轮9啮合。此处,连接轴8可带动主动锥齿轮9转动,使被动锥齿轮10和驱动轮23转动,形成传送带2对竹片4的传送。
[0035]
本实施例中的竹勺铣削成型加工组件的工作过程为:将装有待加工竹片4的卡接件3卡接于传送带2的卡座22,打开驱动电机,驱动电机驱动铣削柱5旋转,铣削柱5底部的连接轴8可带动主动锥齿轮9转动,使被动锥齿轮10和驱动轮23转动,形成传送带2对竹片4的传送,当竹片4进入铣削柱5之间,铣削柱5中的铣削套54对竹片4进行铣削加工,同时,旋转
柱51可带动顶套52旋转,外接叶片53可形成轴向气流,轴向气流进入进风管道56,进气孔55产生负压,可吸附铣削套54铣削竹片产生的切屑和竹粉,使其进入进风管道56和连接轴8的空心部6,最后进入集粉箱7中,当卡接件3上的竹片4被加工完毕,取下卡接件3,跟换新的装有待加工竹片4的卡接件3,继续进行加工。
[0036]
本竹勺铣削成型加工组件用于竹片4的成勺加工,组件中的铣削柱5不仅可完成竹片的铣削加工,同时可作为其内部进风管道56气流进入的动力,用于吸附和收集铣削加工产生的切屑和竹粉,加强铣削加工的排屑能力,辅助提升铣削质量;且铣削柱5还可带动传送带2产生传动,进行竹片4的进给,实现动力共用,结构紧凑。
[0037]
实施例2
[0038]
与实施例1不同的是,参考图5和图6,本实施例中的竹勺铣削成型加工组件中的连接轴8的底部设置动力轮11,所述机架1的内部设置与动力轮11对应的传动带12,所述传动带12设置至少一个拨片121。
[0039]
进一步的,所述传送带2设置传送轮21和驱动轮23,所述驱动轮23通过同步轴14连接与拨轮13,参考图7,所述拨轮13的外部设置均匀间隔的拨齿131,所述拨齿131之间设置用于容纳拨片121的拨槽132。此处,动力轮11可带动传动带12传动,使拨片121推动拨轮13转动,驱动轮23跟随拨轮13转动,形成传送带2对竹片4的传送。
[0040]
进一步的,参考图7,所述拨轮13一侧还设置与拨槽132的形状相适应止回块15,所述止回块15位于拨轮13的一个拨槽132内。所述止回块15与机架1之间设置伸缩杆16和支撑弹簧17,支撑弹簧17套于伸缩杆16外部,伸缩杆16用于支撑弹簧17的导向,所述伸缩杆16和支撑弹簧17的一端固定连止回块15,所述伸缩杆16和支撑弹簧17的另一端通过固定块18固定连接机架1。当拨轮13转动一个拨齿131,支撑弹簧17用于将止回块15按压在拨轮13的拨槽132中,止回块15限制拨轮13的位置,防止拨轮13因为惯性或者阻力旋转。
[0041]
本实施例中的竹勺铣削成型加工组件的工作过程为:将装有待加工竹片4的卡接件3卡接于传送带2的卡座22,打开驱动电机,驱动电机驱动铣削柱5旋转,铣削柱5底部的连接轴8可带动动力轮11转动,动力轮11可带动传动带12传动,使拨片121推动拨轮13转动,驱动轮23跟随拨轮13转动,形成传送带2对竹片4的传送;当竹片4进入铣削柱5之间,铣削柱5中的铣削套54对竹片4进行铣削加工,同时,旋转柱51可带动顶套52旋转,外接叶片53可形成轴向气流,轴向气流进入进风管道56,进气孔55产生负压,可吸附铣削套54铣削竹片产生的切屑和竹粉,使其进入进风管道56和连接轴8的空心部6,最后进入集粉箱7中,当卡接件3上的竹片4被加工完毕,取下卡接件3,跟换新的装有待加工竹片4的卡接件3,继续进行加工。
[0042]
本实施例中的竹勺铣削成型加工组件使用拨片121推动拨轮13,用于形成拨轮13间歇式旋转,使传送带2对竹片4形成间歇式进给,保持充分的铣削时间,加强铣削质量。
[0043]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1