树脂基制品的近红外(NIR)激光加工的制作方法
树脂基制品的近红外(nir)激光加工
技术领域
[0001]
本发明涉及树脂基制品的近红外(nir)激光加工。
背景技术:
[0002]
树脂基制品的高分辨率加工或转化是一项重大挑战,尤其是对于小尺寸或薄树脂基制品而言。
[0003]
机械加工如切割、钻孔或穿孔常会对切割或钻孔边缘造成不希望的损坏。在小尺寸或非常薄的树脂基制品的情况下,由于所用树脂的物理性质——其可能对加工过程中的蠕变或其他不可逆变形敏感,从而不可接受地损害最终结果,所以机械加工常常甚至是不可能的。
[0004]
激光加工是一种替代性的非接触方法,与机械加工相比具有若干优势。
[0005]
然而,由于许多树脂本身对激光辐射不响应或仅对高功率长波长激光如co2激光响应,控制激光对聚合物基制品的影响非常困难,从而导致与机械加工类似的问题。另外,激光加工可能造成烧痕。使用这样的类型的激光,例如某些聚合物基部件的选择性焊接将是不可能的。
[0006]
近红外(nir)激光具有可控激光功率好得多、分辨率更高的优点。然而,几乎没有任何聚合物本身会对nir激光响应。
[0007]
为了使树脂基制品对nir辐射响应,可向树脂基制品中添加nir吸收性化合物。
[0008]
nir吸收性化合物的一个缺点可能是它们在可见区的吸收导致当添加到树脂基制品中时树脂基制品透明度的降低。
[0009]
已添加到透明树脂基制品中的在可见区几乎没有吸收的无机颜料通常为重金属氧化物或金属盐。例如,wo2009/059901 (basf)和ep-a 697433 (general motors)公开了分别包含氧化钨或铜盐的颜料。然而,在树脂基制品例如包装箔中使用这样的含金属颜料可能导致健康和安全问题,例如与这样的化合物的毒性有关的健康和安全问题。
[0010]
代替无机颜料,可使用nir吸收性染料,如花青染料。例如,ep-a 3327088 (agfa gevaert)中公开的nir染料在可见区也几乎没有吸收。
[0011]
这样的nir吸收性花青染料的一个缺点可能是其对热的有限稳定性。因此,这样的染料常在挤出过程中分解,导致所得树脂基制品的激光加工性的降低。另外,这样的分解常导致树脂基制品的着色。
[0012]
酞菁铜染料,例如可商购获得的pro-jet
™
系列,具有足够的热稳定性以能够掺入到树脂基制品中。然而,它们也包含金属,并且这些化合物在1000nm之上没有吸收。
[0013]
因此,需要包含具有改善的耐热性的nir吸收性化合物的激光可加工树脂基制品。
技术实现要素:
[0014]
本发明的一个目的是提供一种树脂基制品,其包含具有改善的热稳定性的nir吸收性化合物。
[0015]
此目的通过如权利要求1所述的方法实现。
[0016]
根据下文的描述,本发明的其他目的将变得显而易见。
附图说明
[0017]
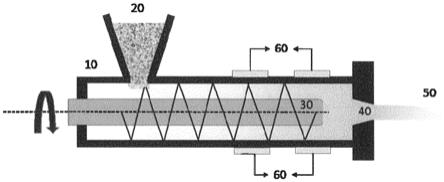
图1示意性地示出了制备根据本发明的激光可加工树脂的挤出过程。
具体实施方式
[0018]
定义除非另有说明,否则术语“烷基”指的是烷基基团中每种碳原子数的所有可能变型,即甲基;乙基;对于三个碳原子:正丙基和异丙基;对于四个碳原子:正丁基、异丁基和叔丁基;对于五个碳原子:正戊基、1,1-二甲基-丙基、2,2-二甲基-丙基和2-甲基-丁基;等。
[0019]
除非另有说明,否则取代或未取代的烷基基团优选为c1至c
6-烷基基团。
[0020]
除非另有说明,否则取代或未取代的烯基基团优选为c2至c
6-烯基基团。
[0021]
除非另有说明,否则取代或未取代的炔基基团优选为c2至c
6-炔基基团。
[0022]
除非另有说明,否则取代或未取代的芳烷基基团优选为包含一个、两个、三个或更多个c1至c
6-烷基基团的苯基或萘基基团。
[0023]
除非另有说明,否则取代或未取代的烷芳基基团优选为包含苯基基团或萘基基团的c7至c
20-烷基基团。
[0024]
除非另有说明,否则取代或未取代的芳基基团优选为苯基基团或萘基基团。
[0025]
除非另有说明,否则取代或未取代的杂芳基基团优选为被一个、两个或三个氧原子、氮原子、硫原子、硒原子或其组合所取代的五元或六元环。
[0026]
术语“取代的”,在例如取代的烷基基团中,指的是烷基基团可被此类基团中正常存在的原子(即碳和氢)之外的其他原子所取代。例如,取代的烷基基团可包含卤素原子或硫醇基团。未取代的烷基基团仅含有碳和氢原子。
[0027]
除非另有说明,否则取代的烷基基团、取代的烯基基团、取代的炔基基团、取代的芳烷基基团、取代的烷芳基基团、取代的芳基和取代的杂芳基基团优选被一个或多个选自由甲基、乙基、正-丙基、异丙基、正-丁基、异丁基和叔丁基、酯、酰胺、醚、硫醚、酮、醛、亚砜、砜、磺酸酯、磺酰胺、-cl、-br、-i、-oh、-sh、-cn和-no2组成的组的成分所取代。
[0028]
红外激光可加工树脂根据本发明的激光可加工树脂包含如下所述的光热转换剂。
[0029]
光热转换剂如本文所用,光热转换剂指的是能够吸收优选在780至2000nm的范围内的辐射并将其转换为热的化合物或颗粒。
[0030]
光热转换剂包括具有根据式i的化学结构的nir吸收性化合物,
其中x为o或s,r1和r2表示形成取代或未取代的5或6元环的必要原子,r3和r5独立地选自未取代的烷基基团、未取代的烯基基团、未取代的炔基基团、未取代的芳烷基基团、未取代的烷芳基基团和取代或未取代的(杂)芳基基团,r4选自氢、未取代的烷基基团、未取代的烯基基团、未取代的炔基基团、未取代的芳烷基基团、未取代的烷芳基基团、取代或未取代的(杂)芳基基团、卤素、未取代的烷氧基基团、取代或未取代的芳氧基基团、取代或未取代的杂芳氧基基团、酯、胺、酰胺、硝基、硫代烷基基团、取代或未取代的硫代芳基基团、取代或未取代的硫代杂芳基基团、氨基甲酸酯、脲、磺酰胺、亚砜和砜,前提条件是式i中的所有烃基团均为直链烃基团。
[0031]
如本文所用,直链烃基团指的是不被烃取代基进一步官能化的线形烃基团。
[0032]
如本文所用,烃基团指的是主链或环中仅由碳原子组成的官能团。
[0033]
烃基团优选选自烷基基团、烯基基团、炔基基团和芳烷基基团。
[0034]
在一个优选的实施方案中,r3和r5独立地选自未取代的烷基基团、未取代的烷芳基基团和未取代的(杂)芳基基团。
[0035]
在一个更优选的实施方案中,r3和r5独立地选自未取代的含不超过六个碳原子的低级烷基基团和未取代的烷芳基基团。
[0036]
在一个特别优选的实施方案中,r3和r5独立地选自甲基基团、乙基基团、正-丙基基团、正-丁基基团、苄基基团和芳基基团。
[0037]
在所有上述实施方案中,r4优选选自氢、卤素、直链未取代的烷基基团和直链未取代的烷氧基基团。
[0038]
在所有这些实施方案中,r4更优选选自氢、氯、溴、甲基基团、乙基基团、甲氧基基团、乙氧基基团、正-丙氧基基团和正-丁氧基基团。
[0039]
nir吸收性化合物优选具有根据式ii的化学结构,
其中x为o或s,r8和r
10
独立地选自未取代的烷基基团、未取代的烯基基团、未取代的炔基基团、未取代的芳烷基基团、未取代的烷芳基基团和取代或未取代的(杂)芳基基团,r9选自氢、未取代的烷基基团、未取代的烯基基团、未取代的炔基基团、未取代的芳烷基基团、未取代的烷芳基基团、取代或未取代的(杂)芳基基团、卤素、未取代的烷氧基基团、取代或未取代的芳氧基基团、取代或未取代的杂芳氧基基团、酯、胺、酰胺、硝基、硫代烷基基团、取代或未取代的硫代芳基基团、取代或未取代的硫代杂芳基基团、氨基甲酸酯、脲、磺酰胺、亚砜和砜。
[0040]
在一个特别优选的实施方案中,r9选自氢、氯、溴、甲基基团、乙基基团、甲氧基基团、乙氧基基团、正-丙氧基基团和正-丁氧基基团。
[0041]
表1中给出了根据本发明的nir吸收性化合物的具体实例,但不限于此。
[0042]
表1
可与上述nir吸收性化合物组合使用其他光热转换化合物,例如,wo2016/184881 (agfa gevaert)第[042]至[058]段中公开的红外吸收性颜料或染料。
[0043]
基于树脂的总重量计,光热转换剂的量优选为至少10ppm,更优选至少50ppm,最优选至少100ppm。
[0044]
树脂激光可打标制品包含树脂。
[0045]
树脂可选自合成、半合成或天然聚合物材料。
[0046]
合成树脂定义为在树脂的制造中需要至少一个聚合步骤的树脂。典型的实例有聚(烯烃)如高密度聚乙烯(pe)、低密度pe、聚丙烯(pp)、聚酯、聚(酰胺)、聚(氨酯)、聚(缩醛)、聚(醚)或其组合。
[0047]
半合成树脂定义为由天然聚合物(如纤维素)通过至少一个合成化学改性步骤(如酯化或烷基化)转化为最终树脂所制得的树脂。典型的实例有醋酸丁酸纤维素(cab)、三醋酸纤维素、硝化纤维素、羧甲基纤维素或邻苯二甲酰基明胶。
[0048]
天然树脂定义为从天然资源提取的树脂。典型的实例有葡聚糖、普鲁兰多糖等。
[0049]
特别优选合成树脂和半合成树脂,最优选合成树脂。特别优选聚(酯)、聚(酰胺)和聚(烯烃),最优选聚(烯烃)。
[0050]
优选地,树脂基制品为热塑性聚合物膜或箔。
[0051]
热塑性聚合物的实例包括:聚烯烃,如聚乙烯(pe)、聚丙烯(pp);聚酯,如聚对苯二甲酸乙二醇酯(pet)、聚2,5-二呋喃二甲酸乙二醇酯(pef)和聚萘二甲酸乙二醇酯(pen);聚乳酸(pla);聚丙烯腈(pan);聚酰胺(pa);聚氨酯(pu);聚缩醛,如聚乙烯醇缩丁醛;聚甲基丙烯酸甲酯(pmma);聚酰亚胺(pi);聚苯乙烯(ps);聚碳酸酯(pc);丙烯腈-丁二烯-苯乙烯(abs);聚氯乙烯(pvc);及其共聚物。
[0052]
优选的热塑性聚合物有聚乙烯(pe)、聚丙烯(pp)、聚对苯二甲酸乙二醇酯(pet)和聚2,5-呋喃二甲酸乙二醇酯(pef)。
[0053]
由于可使用生物基呋喃二甲酸(fdca)来生产pef,故其制造过程的碳足迹与例如pet的生产相比要小得多。此外,其例如对o2和co2的阻隔性可能更好。
[0054]
激光可打标树脂通过在树脂中混合光热转换剂来制备。为了获得光热转换剂基本上均匀的分布,优选将光热转换剂混合在树脂的熔体中,或至少在树脂被软化的情况下混合。
[0055]
树脂熔化或软化的温度优选低于200℃,更优选低于175℃,最优选低于150℃。
[0056]
激光可打标树脂基制品激光可打标制品由激光可打标树脂制备或包含激光可打标树脂。
[0057]
原则上可使用任何方法来由激光可打标树脂制备激光可打标制品。
[0058]
例如,可使用浇铸来将激光可打标制品成形。浇铸涉及向模具中引入液化塑料并让其凝固。与模制和挤出大不相同,浇铸依赖于大气压来填充模具而不是使用很大的力来将塑料推入到模腔中。
[0059]
激光可打标制品优选由激光可打标树脂通过将树脂挤出或注塑成期望的形状来制备。
[0060]
根据一个优选的实施方案,通过激光可打标树脂的挤出来制备激光可打标制品。
[0061]
挤出是制造具有恒定横截面的长产品(棒、片、管、膜、导线绝缘涂层)的过程,其迫使软化的聚合物通过具有开口的模头。
[0062]
图1示出了挤出过程的示意图。
[0063]
呈团粒形式的聚合物材料通过料斗(20)进给到挤出机(10)中。该材料然后由进给螺杆(30)向前传送并被迫使通过模头(40),从而转换为连续的聚合物产品(50)。加热元件(60)将该聚合物软化并熔化。材料的温度由热电偶控制。从模头(40)出来的产品(50)通过
鼓风或在水浴中冷却。
[0064]
优选将光热转换剂与聚合物团粒一起加入料斗(20)中。
[0065]
聚合物的挤出是连续的过程,只要有原始团粒供给就持续。
[0066]
挤出主要用于热塑性塑料,但弹性体和热固性塑料也可挤出。在后一情况下,在挤出机中加热和熔化材料期间可能发生交联。
[0067]
挤出的膜可被进一步单轴或双轴拉伸。由于分子结构的形态的变化,经拉伸的膜将获得多种有利的性质以及总厚度的减小。
[0068]
优选将光热转换剂与聚合物材料一起进给到挤出机中。优选将光热转换剂与聚合物团粒一起加入料斗(20)中。
[0069]
优选地,聚合物以粉末而不是团粒的形式加入以确保光热转换剂的甚至更均匀的混合。
[0070]
聚合物粉末可通过研磨、碾磨、球磨、冷冻碾磨或任何其他适用的方法来获得。
[0071]
在另一个优选的实施方案中,光热转换剂以母料的形式加入。
[0072]
母料(mb)通常是固体产品(通常为塑料、橡胶或弹性体),其中颜料或添加剂以高浓度最佳地分散在载体材料中。载体材料与模制期间它将共混在其中的主要树脂相容,由此,最终的树脂产品获得来自母料的性质,在本发明中为激光打标性质。
[0073]
母料是颜料或添加剂的浓缩混合物,在本发明中为光热转换剂的浓缩混合物,光热转换剂在加热过程期间被包封到载体树脂中,然后被冷却并切割成颗粒形状。
[0074]
由于母料是已经预混合的组合物,它们的使用将减轻添加剂在树脂中的结块或不充分的混合,结块或不充分的混合将导致添加剂在树脂中的不均匀分布。
[0075]
母料中添加剂的浓度比最终用途树脂中要高得多,但添加剂已经适当分散在主体树脂中。
[0076]
母料的相对稀的性质(与原始添加剂相比),允许在计量加入少量昂贵组分时更高的精确性。固体母料粒子的致密性质将消除粉尘问题,否则粉尘是细粒固体添加剂固有的问题。
[0077]
固体母料也不含溶剂,因此由于溶剂不会随时间蒸发,故它们往往具有更长的保存期限。母料通常含40-65%的添加剂,但在极端情况下,范围可宽达15-80%。
[0078]
母料的载体材料可基于蜡(通用载体),或基于与所用的天然聚合物相同或相容的特定聚合物(聚合物特异性的)。
[0079]
用于制备光热转换剂的母料的载体树脂优选为与制备激光可打标制品所用相同的树脂。
[0080]
然后在上述挤出过程中将包含光热转换剂的母料与聚合物团粒一起加到料斗(20)中。
[0081]
母料也可作为自由流动的固体直接加到机器的螺杆,或在液体母料的情况下通过例如蠕动泵加入。液体母料的这种使用允许高度精确的计量加入及在机器运行之间快速的颜色改变。
[0082]
注塑是其中熔融聚合物在高压下被迫使通过开口(注入口)进入模腔中的过程。
[0083]
呈团粒形式的聚合物材料通过料斗进给到注塑机中。该材料然后由进给螺杆向前传送并被迫使进入拼合式模具中,通过带有浇注口和流道的进给系统填充其腔。注塑机类
似于挤出机。两种机器之间的主要区别在于螺杆操作。在挤出机中,螺杆连续地旋转,从而提供连续的长产品(管、棒、片)的输出。注塑机的螺杆被称为往复螺杆,因为它不仅旋转而且还根据模制周期的步骤前进和后退。它在向模具中注入熔融聚合物时的填充步骤中充当撞锤,并然后在模制步骤中向后回缩。布置在料筒上方的加热元件使聚合物软化并熔化。模具配备有冷却系统,提供材料的受控冷却和凝固。使聚合物保持在模具中直至凝固,然后打开模具并通过顶杆从模具取出部件。注塑主要用于热塑性塑料,但弹性体和热固性塑料也可挤出。在此情况下,在经加热的料筒中加热和熔化材料期间会发生交联。图中示出了注塑机的原理图。注塑是高产的方法,将提供所制造部件的高精度和形状控制。该方法在大量相同部件的量产中是有利的。注塑中常用的热塑性塑料有如下:聚丙烯(pp)、聚碳酸酯(pc)、丙烯腈-丁二烯-苯乙烯(abs)、尼龙6 (n6)。
[0084]
注塑被用于制造dvd、管道配件、电池盒、牙刷座、瓶盖、一次性剃须刀、汽车保险杠和控制板、电动工具外壳、电视柜、电气开关、电话听筒、汽车电动制动器、汽车仪表板、变速箱和电气部件、镜外罩、蒸气熨斗、洗涤器泵、扰流器、黄油桶、湿气蒸发器、酸奶容器、马桶座圈、手机外壳、个人数字助理的支架或基座、笔记本电脑的壳体、计算机鼠标、电连接器外壳、草坪椅、汽车烟灰缸、及炊具用具手柄和旋钮、气雾剂盖、家居用品、瓶塞、玩具。
[0085]
树脂基制品优选为(薄)膜或箔,更优选为挤出膜或箔,最优选为经拉伸的挤出膜或箔。膜或箔可以是不透明或透明的。
[0086]
箔的厚度优选小于750μm,更优选小于500μm,最优选小于250μm。箔的厚度也可小于100μm或甚至小于50μm。
[0087]
近红外(nir)激光加工树脂基制品的方法nir加工树脂基制品的方法包括将上述激光可打标制品的至少一部分暴露于nir激光的步骤。
[0088]
如本文所用,树脂基制品的激光加工指的是导致树脂基制品的树脂发生物理或化学变化的任何激光诱导过程。
[0089]
激光加工的实例有激光焊接、激光复合焊接、激光钻孔、激光穿孔、激光切割、激光铆接、激光熔覆、激光合金化、激光雕刻、激光烧蚀、激光清洗、激光诱导表面改性、激光烧结、或激光焊接。
[0090]
激光加工优选为激光焊接、激光穿孔、激光打标和激光切割。
[0091]
如本文所用,近红外(nir)辐射指的是波长在780至2000nm之间的红外辐射。
[0092]
nir激光具有在780至2000nm之间、优选在930至1150nm之间的发射波长。特别优选的nir激光为在1064nm附近发射的ndyag激光。
[0093]
激光切割-穿孔激光切割通常被用于不同种类的材料,其中复杂的轮廓需要精确、快速且不受力的加工。
[0094]
激光可产生狭窄的切口并因此可实现高精度切割。激光切割通常不会显示出任何变形,并且在许多情况下,由于构件仅受到很少的热输入并可几乎是无切屑的,因此不需要后处理。
[0095]
与冲切等替代技术相比,激光切割对于小批量生产已经具有成本效益。激光切割的大益处在于局部化的激光能量输入提供小的焦斑直径、小的切口宽度、高的进给速率和
极小的热输入。
[0096]
激光尤其适合于对纸或塑料箔穿孔。通常,幅材在卷取机系统处以高达700m/min的高速加工。
[0097]
使用激光,可实现50-400微米范围内的穿孔孔径。高精尖激光系统可实现高达每秒420,000个孔的穿孔速度。
[0098]
在一个优选的实施方案中,将光热转换剂施加在树脂基制品(例如聚合物膜或箔)的切割或穿孔线上。
[0099]
然后通过将所施加光热转换剂的至少一部分暴露于nir激光来进行切割或穿孔。
[0100]
激光穿孔可用于包装膜。例如,在食品包装膜中用以延长易腐食品的新鲜度和品质。经由通过60-100
µ
m范围的微孔交换氧气,微穿孔将增长蔬菜等的保存期限。
[0101]
包裹包装的聚合物箔中的穿孔可便于包裹箔的去除。可能有利的是在箔已包裹包装时在箔中并入穿孔。在此情况下,重要的是激光穿孔不损坏包装,例如纸板包装。
[0102]
使用光热转换剂从而改善聚合物箔的nir响应使得可以使用低功率nir激光对箔穿孔并因此增加生产量。
[0103]
另外,目前常使用非常昂贵的飞秒激光对聚合物箔进行激光加工。使用根据本发明的箔使得可以使用较便宜且广泛使用的nir激光来对其进行激光加工。
[0104]
激光焊接激光束焊接(lbw)是通过使用激光来接合多个材料件的焊接技术。
[0105]
激光束焊接通常被用于接合需要以高的焊接速度、薄而小的焊缝和低的热变形来接合的构件。高的焊接速度、出色的自动操作以及在工艺过程中在线控制品质的可能性使得激光焊接成为现代工业生产中的常见接合方法。
[0106]
塑料的激光焊接是在热和压力下粘结热塑性塑料。粘结的表面必须处于热塑性状态。
[0107]
塑料的激光焊接仅可用于易熔聚合物;通常,可使用所有非晶和半结晶的热塑性塑料以及热塑性弹性体。另一方面,弹性体和热固性塑料不适合激光焊接。树脂暴露于的温度必须高于材料的熔化温度,但要低于降解温度。因此,期望在焊接点中局部生热以避免降解(碳化)。
[0108]
待粘结的各塑料部件的熔融温度区域应重叠,并且熔体应相互相容。
[0109]
在两种塑料材料的激光焊接过程中,两者之间的间隔(桥接间隙)通常小于100μm。一种塑料材料通常是根据激光波长选择的激光透明热塑性塑料,其在激光束通过时几乎不会变热,甚至完全不会变热。
[0110]
为了产生焊缝,另一种塑料材料必须吸收激光辐射,例如通过在表面上施加光热转换剂。当这种塑料材料吸收足够的能量时,它开始熔化并将其能量传输给另一塑料材料。为了使能量可实际传输到对方,两者之间的间隔通常小于100μm。在激光焊接过程中,将两种材料压在一起;否则,尽管施加了能量,仍不能保证牢固的结合(焊接)。接合塑料构件所需的压力应尽可能靠近焊接点施加;只有这样,外部施加的压紧压力才能使熔体共混并使塑料部件彼此焊接。
[0111]
激光打标激光打标将在激光可加工制品中产生标记。
[0112]
标记可能是用于生产制品的树脂碳化的结果,或者可能是由树脂中的成分引起的。
实施例
[0113]
材料除非另有说明,否则以下实施例中使用的所有材料均可自标准来源如aldrich chemical co. (比利时)和acros (比利时)轻松获得。使用的水为去离子水。
[0114]
polyprop为丙烯粉末,可自borealis作为hb306 mo获得。
[0115]
polyester为聚酯粉末,可自basf作为ecoflex
®ꢀ
f bx 7011获得。
[0116]
实施例1ir-01的制备ir-01使用ep-a 2463109 (agfa gevaert)第[0150]至[0159]段中公开的合成方法合成。
[0117]
ir-01的化学式在下面给出。
[0118]
ir-02的制备下面描述ir-02的制备。
[0119]
int-01的制备步骤1将化合物(1) (0.25mol, 1当量, 50.1g)和化合物(2) (0.5mol, 2当量, 42.1g)溶解在meoh (75ml)中。然后加入0.3g乙酸铵(nh4oac)并将反应混合物在回流下搅拌8小时。让反应混合物冷却至室温。
[0120]
通过过滤收集沉淀物并用meoh洗涤。获得产物(3),收率为81%。
[0121]
步骤2
将化合物(3) (0.2mol, 1当量, 53.3g)溶解在甲苯(375ml)中。加入乙酸(0.2mol, 1当量, 12g)并将反应混合物搅拌5分钟。然后加入化合物(4) (0.24mol, 1.2当量, 28.6g)并将反应混合物于35℃下搅拌2.5小时。冷却至室温后,通过过滤收集化合物(5)并用mtbe洗涤。
[0122]
以69%的收率获得产物。
[0123]
步骤3在回流下将化合物(5) (0.12mol, 1当量, 38.4g)溶解在meoh (120ml)中。经30分钟逐滴加入化合物(4) (0.59mol, 4.9当量, 70g)。将反应混合物在回流下搅拌过夜,然后冷却至0℃并搅拌15分钟。
[0124]
通过过滤收集产物并首先用meoh洗涤。
[0125]
获得int-1,收率为59%。
[0126]
int-02的制备步骤4将化合物(6) (6.65g, 39mmol, 1当量) 和nah (2.81g, 117mmol, 3当量) 溶解在100ml二甲基甲酰胺(dmf)中并冷却至0℃。然后逐滴加入碘乙烷(7.33g, 47mmol, 1.2当量)。将反应混合物于0℃下搅拌30分钟。然后,将反应混合物于室温下再搅拌4小时。完成后,加入冰水(200ml)。反应混合物用乙酸乙酯(2
ꢀ×ꢀ
150ml)萃取。用盐水(即,饱和nacl溶液)洗涤有机层并用mgso4干燥。滤除固体并将滤液减压浓缩。
[0127]
以92%的收率获得产物。
[0128]
步骤5
在惰性气氛下,将化合物(8) (140g, 0.7mol, 1当量) 溶解在thf (220ml)中,并在最高温度为55℃下经30分钟逐滴加入化合物(9) (270ml 22%的thf溶液, d = 1.03, 1.1当量)。将反应混合物于55℃下搅拌1小时。完成后,将混合物冷却至35℃,并在恒定的空气流下倒入h2o/hcl的混合物(1700ml/300g, 20℃溶液)中。然后加入nai (120g, 0.80mol, 1.15当量)并将反应混合物于30℃下搅拌1小时。滤除固体并用h2o和丙酮洗涤。
[0129]
以89%的收率获得产物。
[0130]
ir-02的制备将int-1 (6g, 15.9mmol, 1当量) 和int-2 (13.2g, 38.2mmol, 2.4当量) 在乙腈(720ml)中于80℃下搅拌4小时。完成后,让反应混合物冷却至室温。通过过滤收集固体并用乙腈和mtbe洗涤。
[0131]
获得ir-2,收率为99%。
[0132]
挤出树脂制品的制备使用两种类型的树脂粉末即聚丙烯和聚酯来制备树脂基制品。表2中给出了挤出箔xfoil 1至6的组成。
[0133]
xfoil-1通过使用以下条件在可自thermo fisher scientific获得的prism eurolab 16挤出机中挤出polyprop粉末来制备:产品温度= 230℃;模头压力= 30%托;且电机扭矩= 220rpm。为了制备xfoil-3和xfoil-5,在挤出之前将ir吸收剂ir-01或ir-02与polyprop混合。基于箔的总重量计,ir吸收剂的量在各种情形下都为0.025重量%。
[0134]
xfoil-2通过在挤出机(180℃, 40%托, 150rpm)中挤出polyester粉末来制备。为了制备xfoil-4和xfoil-6,在挤出之前将ir吸收剂ir-01或ir-02与polyester混合。基于箔的总重量计,ir吸收剂的量在各种情形下都为0.025重量%。
[0135]
挤出后,获得根据表2的挤出箔xfoil 1至6。挤出箔的厚度为大约3.5mm。
[0136]
表2聚合物ir吸收剂xfoil-1polyprop-xfoil-2polyester-xfoil-3polypropir-01xfoil-4polyesterir-02
xfoil-5polypropir-01xfoil-6polyesterir-02挤出树脂制品的激光加工通过使用disperlux
™
分配器混合15g红外化合物ir-02与15g ajisper pb821和270g乙酸乙酯来制备红外分散体ir-disp-02。持续搅拌30分钟。
[0137]
激光打标使用在1064nm发射的光泵浦半导体激光器(来自coherent的genesis mx 1064-10000 mtm)并使用其标称功率的70%,对挤出箔xfoil 1至6进行激光打标。
[0138]
使用gretagmacbeth spm50分光光度计测量激光标记的光密度并示于表3中。
[0139]
表3挤出箔树脂ir吸收剂激光标记光密度xfoil-1polyprop-0.009xfoil-2polyester-0.014xfoil-3polypropir-10.281xfoil-4polyesterir-20.467xfoil-5polypropir-10.404xfoil-6polyesterir-20.776从表3的结果清楚地看出,与不具有红外吸收剂的那些或具有ir-1作为ir吸收剂的那些相比,包含ir-2作为ir吸收剂的挤出箔的激光标记具有更高的光密度。
[0140]
还清楚地看出,聚酯箔上的激光标记比聚丙烯箔上的那些具有更高的密度。
[0141]
激光钻孔用相干8w yag激光(1064nm)对挤出聚酯箔xfoil 2、4和6进行激光钻孔。激光的直径(1/e2)为70-80
µ
s。
[0142]
激光以钻孔模式即脉冲模式操作。频率为4khz (周期 = 250
µ
s,其中激光开启200
µ
s并关闭50
µ
s)。每次“钻孔”的暴露时间为300ms。
[0143]
暴露后,使用可自zeiss获得的stereo discovery.v12显微镜的集成测量系统测量所钻孔的深度和宽度。
[0144]
结果示于表4中。
[0145]
表4挤出箔深度(
µ
m)宽度(
µ
m)xfoil-200xfoil-41.4191.178xfoil-61.5611.577从表4的结果清楚地看出,当使用ir-02时,所钻孔的深度、尤其是宽度更大。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1