前后角柱剪冲一体化流线的制作方法
1.本发明涉及前后角柱剪冲领域,具体涉及前后角柱剪冲一体化流 线。
背景技术:
2.角柱是指位于建筑角部、与柱的正交的两个方向各只有一根框架 梁与之相连接的框架柱,范对于角柱的要求主要是因为角柱遭遇双向 地震作用,属双向偏心受力构件且扭转效应对内力影响较大,受力复 杂,需要在结构设计时注意给予加强。因此需将角柱从一般柱子中区 分开来
3.在对角柱投入使用之前,需要对其前后进行剪冲,现有的前后角 柱剪冲一体化流线存在不足之处生产效率过慢并且生产规模提升不起 来。
技术实现要素:
4.本发明的目的在于克服现有技术中存在的上述问题,提供前后角 柱剪冲一体化流线。
5.为实现上述技术目的,达到上述技术效果,本发明是通过以下技 术方案实现:
6.前后角柱剪冲一体化流线,包括自动上料机构,包括备料自动上 料机构、剪切伺服送料机组、校平输送机组、数控冲缺机组和下料堆 垛机组;
7.优选地,所述备料自动上料机构包括备料输送辊道、自动抓料小 车装置、真空吸盘装置、定位装置、传动系统及电气控制系统组成。
8.优选地,所述剪切伺服送料机组包括高速型液压摆式剪板机、伺 服定位输送机构、控制系统组成,所述伺服定位输送机构包括伺服电 机、滚珠丝杆和工作台,由伺服电机结合高精度滚珠丝杆进行传动, 所述工作台采用毛刷板和牛眼轴承相结合。
9.优选地,所述校平输送机组包括动力部分和主机部分,所述动力 部分校平动力座、主电机、减速机、动力分配箱、接轴接套、等组成, 所述主电机选用大功率交流电机,配交流变频控制器。
10.优选地,所述主机部分包括由机座、龙门式机架、11根校平辊轴 (上5根、下6根)、上下辊轴座、横梁、托辊、托辊架、托辊座、 蜗轮蜗杆传动上辊提升压下装置等组成,所述校平辊轴直径150mm, 材质gcr15。
11.优选地,所述数控冲缺机组由1台160t冲床、机器人工作站、数 控控制系统组成,所述机器人工作站用于折弯过程中的工件的搬运及 下料,采用一台6轴机器人,型号为:abb-irb6700-150/3.2配底座及 取料吸盘系统,机器人吸取系统使用abb irb6700机器人为载体,机 器人的有载荷达150kg,折弯件重量约为70kg,即机器人载荷满足使 用需求,6轴处装配10个真空吸盘,单个真空吸盘吸附力为30kg,10 个吸盘的总吸附力能够牢靠的吸住折弯件,所述160t冲床选用 jh21-160t开式固定台压力机,用于前后角柱的冲缺。
12.优选地,所述校平输送机组由升降输送辊道、翻转输送辊道、对 中输送辊道组成,所述升降输送辊道、翻转输送辊道和对中输送辊道 主要由输送辊、机架、传动装置对中装
置等组成,每根输送辊均由链 条传动,并由减速机驱动。
13.优选地,所述机架采用100
×
50
×
5的方管制作。
14.优选地,所述下料堆垛机组由拨料装置、翻板装置、链板输送机 构、控制系统等组成,所述下料堆垛机组采用拨料及翻转装置和输送 链板相结合的方式。
15.有益效果:
16.生产效率高并且生产规模能够快速提升起来。
17.当然,实施本发明的任一产品并不一定需要同时达到以上的所有 优点。
附图说明
18.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描 述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图 仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付 出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
19.图1本发明生产线示意图;
20.图2本发明备料自动上料机构结构示意图;
21.图3本发明剪切伺服送料机组结构示意图;
22.图4本发明校平输送机组结构示意图;
23.图5本发明数控冲缺机组结构示意图;
24.图6本发明下料堆垛机组结构示意图;
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方 案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部 分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普 通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例, 都属于本发明保护的范围。
26.实施例1:
27.如图1-6所示,本发明为前后角柱剪冲一体化流线,包括自动上料 机构1,包括备料自动上料机构1、剪切伺服送料机组2、校平输送机 组、数控冲缺机组4和下料堆垛机组;
28.其中,备料自动上料机构1包括备料输送辊道101、自动抓料小车 装置102、真空吸盘装置103、定位装置、传动系统及电气控制系统组 成。
29.本实施例的一个具体应用为:备用自动上料机构采用电机自动横 移升降真空吸盘抓料的方式,垛料采用两工位的辊道输送装置进行输 送,输送装置一个备料存放区和一个上料区两各工位区,备料上料采 用电动抓料小车和真空吸盘相结合的方向进行备料抓取;
30.辊道输送装置机架采用160
×
80
×
5的方管焊接,输送辊采用直径 130的无缝钢管制作,采用xwd4-2.2kw减速机进行输送,整体结构 牢固,输送平稳,抓料小车采用电机横移升降,真空吸盘选用100mm 重载型,抓料移载平稳可靠。桁架采用300
×
200
×
6的方管制作,结 构牢固稳定。
31.实施例2:
32.其中,其中,剪切伺服送料机组2包括高速型液压摆式剪板机 201、伺服定位输送机构202、控制系统组成,伺服定位输送机构包括 伺服电机、滚珠丝杆和工作台,由伺服电机结合高精度滚珠丝杆进行 传动,工作台采用毛刷板和牛眼轴承相结合。
33.本实施例的具体应用为:剪切伺服送料机组主要由高速型液压摆 式剪板机、伺服定位输送机构、控制系统组成。伺服送料机构由伺服 电机结合高精度滚珠丝杆进行传动,定位尺寸精准,传动平稳精度高, 工作台采用毛刷板和牛眼轴承相结合。
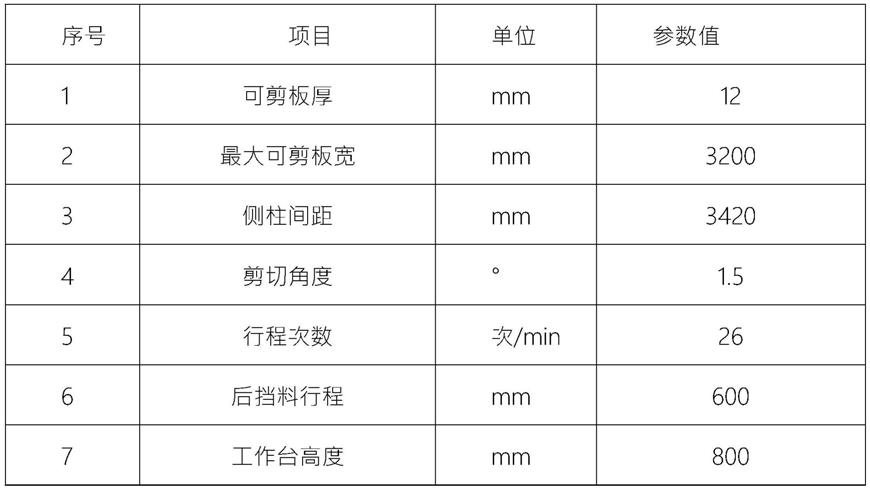
34.剪板机主要技术参数:
[0035][0036][0037]
关键元器件明细表:
[0038]
序号名称产地1三相异步电动机上海海雍/山东工泵2后挡料电机国内名牌3交流接触器施耐德4刀片上海金山/沈阳海克5柱塞泵上海申福/上海高压6单电控电磁换向阀北京华德/美国first
[0039]
实施例3:
[0040]
其中,校平输送机组包括动力部分和主机部分,动力部分校平动 力座、主电机、减速机、动力分配箱、接轴接套、等组成,主电机选 用大功率交流电机,配交流变频控制器。
[0041]
本实施例的具体应用为:十一辊校平机用于板材的变形校平。板 料通过导向装置进入校平辊进行校平,校平辊距通过调节丝杆进行调 节,适应不同板厚的校平。校平辊材料采用gcr15,经锻坯调质,热 处理硬度达hrc58-62研磨而成,使用寿命长,动力部分由校平动力 座、主电机、减速机、动力分配箱、接轴接套、等组成。主电机选用 大功率交流电机,配交流变频控制器,可根据需要精确调整校平速度。 启动电流小于额定电流,启动扭距大于额定扭距,特别适合连续高负 荷状态运转,负责向主机提供校平动力,主机部分为上、下辊组结构, 由机座、龙门式机架、11根校平辊轴(上5根、下6根)、上下辊轴 座、横梁、托辊、托辊架、托辊座、蜗轮蜗杆传动上辊提升压下装置 等组成,校平工作辊直径150mm,材质gcr15,校平工作辊通过调质+ 中频淬火+表面镀铬后精磨,不会在敏感材料表面留下划痕。校平工 作辊表面硬度≥hrc58~62。校平辊轴端用滚针轴承与单向推力球轴 承连接辊轴座,手压油泵集中润滑,运转阻力小。上辊辊轴座两侧为 弧形道轨结构,可调整上、下校平辊的进、出口间隙。交流主电机、 减速机、动力分配箱、连接轴套与上、下排工作辊相连,分别驱动上、 下辊主动运转。板料校平时打滑现象少,板面磨伤少,校平效果好。
[0042]
基本技术参数及要求
[0043]
序号类别名称参数值及要求1校平厚度1~8mm2校平宽度200~800mm3校平辊径ф90mm4校平辊数11辊5校平辊材质gcr15调质、中频淬火(hrc60)6校平线速度vmax≤20m/min(可调)7电机功率7.5kw8校平精度≤1.0mm/m29设备颜色客户确定
[0044]
主要元器件
[0045][0046][0047]
实施例4:
[0048]
其中,数控冲缺机组4由1台160t冲床401、机器人工作站402、 数控控制系统组成,机器人工作站用于折弯过程中的工件的搬运及下 料,采用一台6轴机器人,型号为:abb-irb6700-150/3.2配底座及取 料吸盘系统,机器人吸取系统使用abb irb6700机器人为载体,机器 人的有载荷达150kg,折弯件重量约为70kg,即机器人载荷满足使用 需求,6轴处
装配10个真空吸盘,单个真空吸盘吸附力为30kg,10个 吸盘的总吸附力能够牢靠的吸住折弯件,160t冲床选用jh21-160t开 式固定台压力机,用于前后角柱的冲缺。
[0049]
本实施例的具体应用为:吸盘吸取系统采用型钢为载体,满足承 载需求。检测传感器图五实时检测吸盘有无吸取到板料,同时真空控 制系统(图六)设有压力传感器,实时监控吸盘的吸合状态,当出现 个别吸盘没有吸合时,压力传感器发出信号,设备停止动作,避免零 件脱落。当吸盘吸合时,若检测传感器没有检测到板料,设备也会停 止工作,测距传感器检测吸盘距离折弯件的距离,避免发生碰撞,160t 冲床选用jh21-160t开式固定台压力机,用于前后角柱的冲缺。机身 采用钢板整体焊接结构,机身刚度高;机身角变形在2角分以内;曲 轴纵向放置,支点距离短,曲轴刚度好;传动部分封闭在机身内部, 齿轮浸油润滑;采用干式气动摩擦离合器
──
制动器,传递扭矩大, 转动惯量小,安装、维修方便;滑块为一铸造箱形结构,滑块内高压 油缸装有进口高压油封,确保高压油无泄漏;采用进口液压超负荷保 护器,动作灵敏可靠,机床一旦超载,保护装置立即卸荷,滑块停止 运动,同时发出电气信号,保护了设备和模具不受损坏。超负荷后可 自动复位,减少停机时间,提高压力机的利用率;滑块装模高度采用 手动调节;采用六面矩形加长导轨,导向精度高,具有较高的精度保 持性;设有气动平衡装置,减少二次冲击,运行平稳,提高了压力机 的动态精度。
[0050]
基本技术参数及要求
[0051][0052]
主要元器件
[0053]
序号名称品牌1干式离合器国产优质离合器2轴承hrb3安全双联阀日本丰兴4液压过载保护日本昭和5电动油脂主润滑系统浙江流遍6平衡缸手动润滑泵浙江胜祥
7气源处理两联件、调压阀smc产品8主电机西门子9电气元件欧姆龙、施耐德
[0054]
实施例5:
[0055]
其中,校平输送机组3由升降输送辊道、翻转输送辊道、对中输 送辊道组成,升降输送辊道、翻转输送辊道和对中输送辊道主要由输 送辊、机架、传动装置对中装置等组成,每根输送辊均由链条传动, 并由减速机驱动,机架采用100
×
50
×
5的方管制作。
[0056]
基本技术参数及要求
[0057]
序号类别名称参数值及要求1输送辊直径100mm2辊面长度800mm3输送速度0~31米/min4减速机bwd1-1.1
[0058] 主要元器件
[0059]
元件名称品牌电气元器件欧姆龙、施耐德、奥托尼克斯减速机国茂变频器西门子
[0060]
实施例6:
[0061]
其中,下料堆垛机组由拨料装置、翻板装置、链板输送机构、控 制系统等组成,下料堆垛机组采用拨料及翻转装置和输送链板相结合 的方式。
[0062]
基本技术参数及要求
[0063]
序号类别名称参数值及要求1减速机bwd3-23-2.22输送链16a-∪2
[0064]
主要元器件
[0065]
元件名称品牌电气元器件欧姆龙、施耐德、奥托尼克斯减速机国茂
[0066]
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具 体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、 材料过着特点包含于本发明的至少一个实施例或示例中。在本说明书 中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而 且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个 实施例或示例中以合适的方式结合。
[0067]
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实 施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实 施方式,显然,根据本说明书的内容,可作很多的修改和变化。本说 明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和 实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。 本
发明仅受权利要求书及其全部范围和等效物的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1