一种管道夹持机构的制作方法
1.本实用新型涉及一种夹持机构,具体而言,涉及一种管道夹持机构。
背景技术:
2.在各行各业中,若需要将设备装夹到管道或者圆柱工件上,一般会要求设备与管道或圆柱工件之间具有很高的同心度,因此在夹持过程中管道或圆柱工件不仅需要承载较大的力,且要保证设备夹紧的可靠性,以保证装夹后要求牢靠稳固准确。
3.现有的管道夹持装置大多为固定型的,每一种管径都必须对应一种夹持器,但由于管道或圆柱工件的直径规格很多,如果每种直径规格的管道或圆柱工件都对应一个规格的夹持器,则使需要的夹持器具有多种规格,不仅造成设备浪费,且使用不同直径的管道或圆柱工件的夹持切换非常不便。
技术实现要素:
4.本实用新型的目的在于提供一种管道夹持机构,通过设置可相对运动的夹持定位角块和夹持转块,不仅使设备可快速夹持固定在管道或圆柱工件上,且使设备的夹持和才写更加方便。
5.为实现本实用新型目的,采用的技术方案为:一种管道夹持机构,包括夹持器底座、在夹持器底座上相对排布的夹持定位角块和夹持转块,且夹持定位角块与夹持转块可相对运动。
6.进一步的,所述夹持器底座上还具有向夹持转块运动方向延伸的滑槽,且夹持定位角块滑动安装在滑槽内,所述滑槽内安装有锁紧夹持定位角块的锁紧结构。
7.进一步的,所述锁紧结构包括锁紧销,夹持定位角块上开设有向夹持转块运动方向延伸的固定孔,锁紧销贯穿固定孔,且锁紧销上端还安装有锁紧夹持定位角块的锁紧螺母。
8.进一步的,所述锁紧螺母上还设有把手。
9.进一步的,还包括夹持气缸和传动连杆组,夹持气缸铰接在夹持器底座内,传动连杆组在夹持器底座内可摆动,夹持气缸输出端与传动连杆组铰接,夹持转块安装在传动连杆组的输出端。
10.进一步的,所述传动连杆组包括连杆臂和摆臂,且连杆臂远离夹持气缸的一端和连杆臂中部均铰接在夹持器底座上,所述夹持器底座内还安装有具有导向槽的导向块,摆臂中部具有固定销,固定销滑动插设在导向块上,且连杆臂远离夹持转块的一端铰接在固定销上。
11.进一步的,所述夹持器底座内还安装有拉簧,且拉簧的另一端与传动连杆组安装夹持转块的一端连接。
12.进一步的,所述夹持定位角块的夹持面具有v型开口,且夹持转块的夹持面呈弧形。
13.进一步的,所述夹持器底座上还安装有手动换向阀。
14.进一步的,所述夹持定位角块上还设置有沿其轴线方向延伸的刻度线。
15.本实用新型的有益效果是,
16.通过可相对运动的夹持定位角块和夹持转块,不仅使设备可快速夹持固定在管道或圆柱工件上,且使设备的夹持和才写更加方便。
17.通过手动调节夹持定位角块,使夹持定位角块在调节后固定,并通过夹持定位角块为定位基准,使本实用新型适用于对不同直径管道或圆柱工件的夹持,并配合对夹持转块的驱动,在保证对不同直径管道或圆柱工件快速夹持的同时使被夹持管道或圆柱工件的圆心位置始终得到保持,保证本实用新型夹持固定在管道或圆柱工件上后与管道或圆柱工件保持较高的同心度。
18.通过手动换向阀对夹持气缸的控制,使本实用新型的驱动更加方便,使本实用新型的夹持和拆装更加方便。
19.通过在夹持定位角块上设置刻度线,使夹持定位角块在调节时可参照刻度线进行调节,使定位夹持角块的调节更加精准,从而使本实用新型夹持固定在管道或圆柱工件上后的同心度更加精准,使本实用新型的夹持精度更高。
附图说明
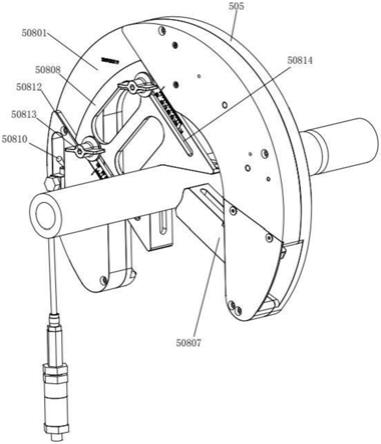
20.图1是本实用新型提供的管道夹持机构的结构图;
21.图2是本实用新型提供的管道夹持机构的主视图;
22.图3是传动连杆组的安装结构图。
23.附图中标记及相应的零部件名称:
24.505、夹持器底座;
25.50801、滑槽,50802、连杆臂,50803、夹持气缸,50804、摆臂,50805、导向块,50806、固定销,50807、夹持转块,50808、夹持定位角块,50809、拉簧,50810、手动换向阀,50812、锁紧销,50813、锁紧螺母,50814、固定孔。
具体实施方式
26.下面通过具体的实施例子并结合附图对本实用新型做进一步的详细描述。
27.如图1至图3,所示出了本实用新型提供的一种管道夹持机构,包括夹持器底座505,所述夹持器底座505上安装有相对排布的夹持定位角块50808和夹持转块50807,夹持定位角块50808与夹持转块50807可相对运动,当需要将设备需装夹在管道上时,管道的中心轴线与旋转盘506的转动圆心在同一直线上,夹持定位角块50808与夹持转块50807作为夹持定位的工作部分,需装夹定位在被焊管道上时,夹持定位角块50808为定位基准可根据不同管径调节器位置,并根据不同管径调节夹持转块50807对应的位置,以保证足够大的力夹紧焊接管道,使设备固定安装在被焊管道上。
28.所述夹持器底座505上还具有向夹持转块50807运动方向延伸的滑槽50801,滑槽50801的轴线方向与夹持器底座505的半径方向一致,夹持定位角块50808滑动安装在滑槽50801内,通过夹持定位角块50808在滑槽50801内滑动,使夹持定位角块50808与旋转盘506转动圆心之间的距离得到调节,并配合夹持转块50807,使夹持定位角块50808与夹持转块
50807在对任意直径的被焊管道进行夹持时,被焊管道的轴线位置始终保持固定。
29.所述滑槽50801内安装有锁紧销50812,锁紧销50812固定在夹持器底座505上,夹持定位角块50808上开设有固定孔50814,固定孔50814为长条孔,固定孔50814的轴线方向向夹持转块50807的运动方向延伸;所述固定孔50814与锁紧销50812对应,夹持定位角块50808安装在滑槽50801内后,锁紧销50812贯穿固定孔50814向上延伸;所述锁紧销50812上还安装有锁紧夹持定位角块50808的锁紧螺母50813,通过调节锁紧螺母50813,当需要对夹持定位角块50808的位置进行调节时,松动锁紧螺母50813,使夹持定位角块50808松开,从而滑动夹持定位角块50808实现对夹持定位角块50808的位置进行调节,而当夹持定位角块50808调节至固定位置时,拧紧锁紧螺母50813,使锁紧螺母50813压紧在夹持定位角块50808上,使夹持定位角块50808实现固定。
30.所述锁紧螺母50813上还设有把手,使需要拧紧锁紧螺母50813时更加方便,且锁紧螺母50813、锁紧销50812、固定孔50814均为两个,且两个锁紧螺母50813、锁紧销50812、固定孔50814沿夹持定位角块50808宽度方向对称排布;同时,所述夹持定位角块50808上还设置有刻度线,刻度线沿固定孔50814的长度方向延伸,使夹持定位角块50808在调节时,根据锁紧销50812为基准,通过刻度线读取夹持定位角块50808的移动距离,从而满足夹持在对应管径的被焊管道上。
31.所述夹持装置还包括夹持气缸50803和传动连杆组,夹持器底座505内部呈空心结构,夹持气缸50803铰接在夹持器底座505内,传动连杆组在夹持器底座505内可摆动,夹持气缸50803输出端与传动连杆组铰接,夹持转块50807安装在传动连杆组的输出端,其中,夹持气缸50803作为产生夹持动力的动力源,并将气压能转化为机械能,传动连杆组是夹持转块50807的运动转化部件,可将气缸的力与运动传递给夹持转块50807,使加持转块向夹持定位角块50808运动,从而夹持固定在被焊管道上。
32.所述传动连杆组包括连杆臂50802和摆臂50804,摆臂50804呈弧形,摆臂50804远离夹持气缸50803的一端和连杆臂50802中部均铰接在夹持器底座505上,使摆臂50804是绕其远离夹持气缸50803的一端摆动,连杆臂50802是绕其中部进行摆动;所述夹持器底座505内还安装有导向块50805,导向块50805位于摆臂50804的中部,导向块50805上具有长条状的导向槽,且摆臂50804中部还具有固定销50806,固定销50806上端插设在导向槽内,并与导向槽滑动配合,且连杆臂50802远离夹持转块50807的一端铰接在固定销50806上。
33.所述夹持器底座505上还安装有手动换向阀50810,手动换向阀50810为操作控制元件,手动换向阀50810与夹持气缸50803的气路连接,通过手动换向阀50810可控制夹持气缸50803动作。所述夹持气缸50803与焊枪503共同与同一气源连接,使夹持气缸50803直接使用焊接时的保护气体作为气源,从而无需另外增加额外的气源设备。
34.所述夹持器底座505内还安装有拉簧50809,拉簧50809作为夹持转块50807的复位元件,且拉簧50809的另一端与传动连杆组安装夹持转块50807的一端连接,当夹持气缸50803未推动摆臂50804摆动时,拉簧50809能根据自身的弹力拉动连杆臂50802复位,从而在松开对被焊管道夹持时,夹持转块50807始终保持打开状态。
35.所述夹持定位角块50808的夹持面具有v型开口,且夹持转块50807的夹持面呈弧形,使夹持定位角块50808与夹持转块50807在共同对被焊管道夹持时可与任意直径的被焊管道配合,从而使夹持定位角块50808与夹持转块50807在对任意直径的被焊管道夹紧时均
能保证稳固性,使夹持装置的夹持固定效果更好。所述夹持定位角块50808的夹持面与夹持转块50807的夹持面均设有垫层,使夹持定位角块50808与夹持转块50807在对被焊管道夹持时能对被焊管道表面进行保护,有效防止被焊管道表面受到损伤。
36.在使用时,首先松动锁紧螺母50813,使夹持定位角块50808失去锁紧,根据不同管道的管径调节夹持定位角块50808的位置,并在夹持定位角块50808的位置确定后拧紧锁紧螺母50813,将设备置于被焊管道上,将夹持定位角块50808的夹持面与被焊管道接触,通过手动换向控制夹持气缸50803,夹持气缸50803在焊接保护气气源的压力作用下驱动摆臂50804摆动,摆臂50804在摆动的同时固定销50806沿导向槽滑动,定位销在滑动的同时带动连杆臂50802同步摆动,连杆臂50802摆动的同时带动调节夹持转块50807同步动作,随着夹持气缸50803的不断推动,夹持转块50807与管道接触夹紧,实现了设备的装夹动作。当焊接完毕后,打开手动换向阀50810使得夹持气缸50803拉回,夹持气缸50803带动摆动、连杆臂50802使夹持转块50807张开,这时可以直接取下设备,完成拆卸动作。
37.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1