一种薄壁光通信零件压铸模具的制作方法
1.本实用新型涉及光通信零件生产领域,具体涉及一种薄壁光通信零件压铸模具。
背景技术:
2.现今的光通信零件都是比较大、厚、重量较重,传统的制造方法是把锌合金液直接注入到光通信压铸模具的成型填充区后,保压一段时间产品成型,最后顶针直接顶着光通信零件脱模的,对模具的流道、成型填充区、顶针脱模方式等等无需具体要求,而随着5g时代的到来,光通信设备追求更薄、更轻,如果要把光通信零件做薄、做轻的话,那成型填充区势必会做到很薄,对于传统的光通信零件压铸模具而言,锌合金液注入的压力非常大,缺少一定的缓冲,锌合金液直接注入薄壁的成型填充区会出现湍流,而且顶针直接接触薄壁光通信零件顶着脱模的话,由于薄壁光通信零件很薄和轻,很容易造成零件变形,使产品外观、功能、尺寸、装配都达不到设计要求。
技术实现要素:
3.针对现有技术存在缺陷,本实用新型提供了一种薄壁光通信零件压铸模具,能正常压铸制造出薄壁光通信零件,具体技术方案如下:
4.一种薄壁光通信零件压铸模具,包括底板、垫板、顶针板、顶针、下模板、下模仁、上模仁、上模板、主流道镶件和分流道镶件,底板上方两侧安装垫板,垫板上方安装下模板,底板上方中部安装顶针板,顶针板安装顶针,下模板中部固定安装下模仁,上模板中部固定安装上模仁,上模板内安装主流道镶件,下模板内安装分流道镶件,上模仁与下模仁盖合形成分流道、薄壁成型填充区、渣包区,铝合金液从主流道镶件的主流道流入;后经分流道镶件一分二进入两条分流道,分流道与薄壁成型填充区相通,薄壁成型填充区用于填充成型薄壁光通信零件,分模时顶针上端从分流道、渣包区顶出从而使薄壁光通信零件脱模。
5.作为本实用新型的一种优选方案,所述分流道为u形,分流道单边侧设有3个相隔开的进料口,分流道通过进料口与薄壁成型填充区相通。
6.有益效果:本实用新型薄壁光通信零件压铸模具在成型产品时,铝合金液从主流道镶件的主流道流入;后经分流道镶件一分二进入两条分流道,再经两条分流道引导分别进入两个薄壁成型填充区,铝合金液可有效填满薄壁成型填充区,一次成型出两个薄壁光通信零件,而分模时顶针上端从分流道、渣包区顶出,顶针顶着分流道废料、渣包废料移动从而带着薄壁光通信零件移动脱模,顶针不会接触到薄壁光通信零件,零件不会发生受力变形,尺寸精度得到保证,另外,铝合金液密度低,有利于减轻薄壁光通信零件重量,满足产品需求。
附图说明
7.图1是本实用新型的立体图;
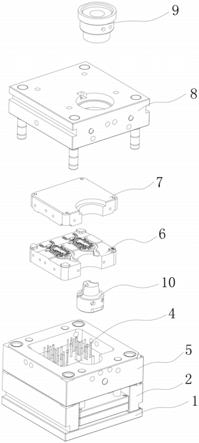
8.图2是本实用新型的分解图;
9.图3是本实用新型的下模仁安装在下模板中的立体图;
10.图4是本实用新型的下模仁的局部视图;
11.图5是本实用新型的上模仁的局部视图;
12.图6是本实用新型的薄壁光通信零件的立体图。
具体实施方式
13.下面结合附图,对本实用新型的具体实施方式做进一步说明:
14.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的位置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
15.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以视具体情况理解上述术语在本实用新型中的具体含义。
16.如图1~6所示,一种薄壁光通信零件压铸模具,包括底板1、垫板2、顶针板3、顶针4、下模板5、下模仁6、上模仁7、上模板8、主流道镶件9和分流道镶件10,底板1上方两侧安装垫板2,垫板2上方安装下模板5,底板1上方中部安装顶针板3,顶针板3安装顶针4,顶针4有多根,顶针4向上穿过下模板5、下模仁6,下模板5中部固定安装下模仁6,上模板5中部固定安装上模仁6,上模板8内安装主流道镶件9,下模板5内安装分流道镶件10,上模仁7与下模仁6盖合形成分流道11、薄壁成型填充区12、渣包区13,铝合金液从主流道镶件9的主流道流入;后经分流道镶件10一分二进入两条分流道11,分流道11与薄壁成型填充区12相通,薄壁成型填充区12用于填充成型薄壁光通信零件14,分模时顶针4上端从分流道11、渣包区13顶出从而使薄壁光通信零件14脱模。
17.具体的,图4中各种剖面线是为了准确表达分流道11、薄壁成型填充区12、渣包区13、顶针4、进料口16的位置,分流道11为u形,分流道11单边侧设有3个相隔开的进料口16,即一个分流道11共有6个进料口16,分流道11中的铝合金液经进料口16输入到薄壁成型填充区12。
18.综上所述,本实用新型的优点在于,使用密度低的铝合金液成型薄壁光通信零件,有利于减轻薄壁光通信零件重量,而铝合金液从主流道镶件9的主流道流入;后经分流道镶件10一分二进入两条分流道11,再经两条分流道11引导分别进入两个薄壁成型填充区12,铝合金液可有效填满薄壁成型填充区12,一次成型出两个薄壁光通信零件,而分模时多根顶针上端从分流道11、渣包区12顶出,顶针4顶着分流道废料、渣包废料移动从而带着薄壁光通信零件移动脱模(铝合金液残留在分流道11、渣包区12中会形成废料渣包),顶针4不会接触到薄壁光通信零件15,零件不会发生受力变形,尺寸精度得到保证。
19.以上内容是结合具体的优选实施方式对本实用新型所作的进一步详细说明,不能认定本实用新型的具体实施只局限于这些说明,对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干简单推演或替换,都应当视
为属于本实用新型的保护范围。
技术特征:
1.一种薄壁光通信零件压铸模具,其特征在于:包括底板、垫板、顶针板、顶针、下模板、下模仁、上模仁、上模板、主流道镶件和分流道镶件,底板上方两侧安装垫板,垫板上方安装下模板,底板上方中部安装顶针板,顶针板安装顶针,下模板中部固定安装下模仁,上模板中部固定安装上模仁,上模板内安装主流道镶件,下模板内安装分流道镶件,上模仁与下模仁盖合形成分流道、薄壁成型填充区、渣包区,铝合金液从主流道镶件的主流道流入;后经分流道镶件一分二进入两条分流道,分流道与薄壁成型填充区相通,薄壁成型填充区用于填充成型薄壁光通信零件,分模时顶针上端从分流道、渣包区顶出从而使薄壁光通信零件脱模。2.根据权利要求1所述的一种薄壁光通信零件压铸模具,其特征在于:所述分流道为u形,分流道单边侧设有3个相隔开的进料口,分流道通过进料口与薄壁成型填充区相通。
技术总结
本实用新型涉及一种薄壁光通信零件压铸模具,包括底板、垫板、顶针板、顶针、下模板、下模仁、上模仁、上模板、主流道镶件和分流道镶件,底板上方两侧安装垫板,垫板上方安装下模板,下模板中部固定安装下模仁,上模板中部固定安装上模仁,上模板内安装主流道镶件,下模板内安装分流道镶件,上模仁与下模仁盖合形成分流道、薄壁成型填充区、渣包区,铝合金液从主流道镶件的主流道流入;后经分流道镶件一分二进入两条分流道,再经两条分流道引导分别进入两个薄壁成型填充区,分模时顶针上端从分流道、渣包区顶出,顶针顶着分流道废料、渣包废料移动从而带着薄壁光通信零件移动脱模,零件不会发生受力变形,满足产品需求。满足产品需求。满足产品需求。
技术研发人员:唐征平 吴斌
受保护的技术使用者:东莞星河精密技术股份有限公司
技术研发日:2020.12.09
技术公布日:2021/9/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1