一种铝合金汽车轮毂的锻造工艺的制作方法
1.本发明属于汽车轮毂制造技术领域,具体地,涉及一种铝合金汽车轮毂的锻造工艺。
背景技术:
2.锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法。通过锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同样材料的铸件。
3.轮毂作为汽车最重要的运动部件之一,对其性能、重量及使用寿命均有很高的要求。近年来,由于铝合金轮毂以其美观、质量轻、散热快、减震性能好、寿命长、平衡性好和降低油耗等优势,在汽车工业中脱颖而出,并普遍为各种新车型所采用,锻造是制造铝合金轮毂的最先进的方法,经锻造的铝合金轮毂强度是一般铝轮毂的3倍,而且重量比铸造的铝合金轮毂轻20%,锻造铝合金轮毂的延伸率一般高于12%,因此在汽车行驶过程中可以有效地吸收路面所引起的振动,增加行车舒适感。
4.对于采用传统工艺铸造的轮毂,需要将铝合金棒料加热到融化易流动的状态,并需要较大功率的加热炉,且加热时间较长,加热完成后所需移动浇注的运行成本较高。冷却开模后,铸造缺陷体现在无法预见和因特殊情况导致的内部沙眼气孔,进而导致轮毂成品率较低,并且铸造成型后几乎所有的表面均需加工。
5.现有技术中传统的轮毂锻造工艺无法满足高生产效率的需求,而且制造得到的产品结构强度还不够高,经常发生变形甚至是断裂的问题。
技术实现要素:
6.本发明的目的在于提供一种铝合金汽车轮毂的锻造工艺,解决了现有技术中存在的铝合金轮毂结构强度不够和产品生产效率低的问题。
7.本发明的目的可以通过以下技术方案实现:一种铝合金汽车轮毂的锻造工艺,具体包括以下步骤:步骤s1:对铝合金棒料进行检测,测定铝合金棒料的成分,表面无明显划痕和裂痕,不存在组织偏析问题;然后按照设定长度对铝合金棒料进行切割,得到铝合金胚料;步骤s2:将切割后的铝合金胚料进行加热至180
‑
240℃,保温15
‑
30min;对铝合金胚料进行第一次加热,升温至300
‑
340℃后保温15
‑
30min,然后对铝合金胚料进行第二次加热,升温至450
‑
480℃后保温20
‑
40min,控制铝合金胚料内外温差保持在15℃以内;步骤s3:对锻压机的轮毂模具进行预加热处理,加热温度为200
‑
300℃,保温处理10
‑
20min;将加热后的铝合金胚料置于预锻压机的轮毂模具中,进行预锻压,使铝合金胚料成型为圆盘状锻坯,将圆盘状锻坯送入中间加热炉进行二次加热保温,保温后放入到终锻压机的模具中,进行终锻压,完成轮辐部分的成型,得到轮毂坯件;
步骤s4:将轮毂坯件置于旋压机中,对轮辋部分进行旋压成型,冷却后对轮毂坯件进行切边、车削处理,然后置于温度为560℃的加热炉中,保温5h,出炉冷却后进行抛光处理,得到轮毂,然后置于轮毂挂起装置的滚筒输送线上,当轮毂位于两块推板之间时,启动气缸,将轮毂夹紧定位,然后启动竖移电机,使运动支架向下运动,当夹块位于轮毂的周侧后,启动夹轮电机,夹块将轮毂夹紧,启动气缸收缩,使推板相互远离移动,启动竖移电机,使运动支架向上移动,将轮毂向上抬起至机架上方,同时启动伺服电机,将轮毂竖立起来,启动平移电机,将轮毂运送至悬挂链的挂钩处,启动夹轮电机,使夹块相互远离,使轮毂悬挂在悬挂链的挂钩上;步骤s5:对悬挂链上的轮毂进行清洗处理,除去轮毂表面的抛光液和污渍,然后对轮毂表面喷涂耐磨粉得到铝合金汽车轮毂成品。
8.进一步,所述铝合金棒料中各化学成分的质量占比为:硅6.9
‑
7.2%,镁0.30
‑
0.33%,钛0.1
‑
0.15%,铁0.02
‑
0.1%,锰0.01
‑
0.05%,钙0.001
‑
0.003%,铜0.003
‑
0.01%,锌0.01
‑
0.03%,锡0.01
‑
0.05%,铅0.01
‑
0.05%,铬0.01
‑
0.05%,镍0
‑
0.01%,磷0
‑
0.002%,其余为铝元素。
9.进一步,步骤s3中所述二次加热保温的温度为440
‑
460℃,保温时间为5
‑
10min。
10.进一步,所述轮毂挂起装置包括机架、滚筒输送线、轮毂定位机构、滑移运动机构和夹轮机构,所述滚筒输送线位于机架的内部,滚筒输送线的底端与机架固定连接,所述轮毂定位机构位于滚筒输送线的下方,所述滑移运动机构安装于机架的顶端,所述夹轮机构安装于滑移运动机构的一侧;所述轮毂定位机构包括固定横杆、定位滑轨、l型架、推板、摆杆、连接杆、定位支座板、齿轮、齿条和气缸,两根所述固定横杆对立设置于机架内部,固定横杆的两端与机架固定连接,固定横杆上方安装固定有定位滑轨,所述定位滑轨的上方滑动连接有l型架,所述l型架对立设置于滚筒输送线的两侧,l型架的顶端固定有推板,所述推板位于滚筒输送线的上方,两根固定横杆之间设有定位支座板,所述定位支座板与固定横杆的底端中心固定连接,定位支座板的底端中心设有齿轮,定位支座板的顶端中心设有摆杆,所述齿轮与摆杆之间设有轴杆,轴杆的一端与齿轮固定连接,轴杆的另一端与摆杆中心固定连接,轴杆与定位支座板转动连接,定位支座板的一侧安装固定有气缸,所述气缸的输出端设有齿条,气缸的输出端与齿条的一端固定连接,所述齿条与齿轮相啮合,l型架的底端设有连接杆,所述连接杆的一端与摆杆的一端转动连接,连接杆的另一端与l型架的底端中心转动连接。
11.进一步,所述齿条远离齿轮的一侧设有限位轮,所述限位轮的中心与定位支座板转动连接,限位轮的周侧与齿条滚动连接。
12.进一步,所述滑移运动机构包括平移电机、平移主动带轮、平移从动带轮、传动轴、第一带轮、第二带轮、导轨、水平滑动架、连接板、竖直滑动架、螺纹杆、竖直从动带轮、竖移电机、竖直主动带轮、挡板、竖直滑块和运动支架,所述平移电机安装固定于机架的一侧,平移电机的输出端安装固定有平移主动带轮,平移电机的上方设有传动轴,所述传动轴的两端贯穿机架安装固定有第一带轮,传动轴与机架转动连接,两个第一带轮之间设有平移从动带轮,平移从动带轮安装固定于传动轴上,平移主动带轮与平移从动带轮通过第一皮带传动连接,机架的另一侧顶端对立设置有两个第二带轮,所述第二带轮与机架转动连接,第一带轮与第二带轮通过第二皮带传动连接,机架顶端固定有两根对立设置的导轨,所述导
轨上方滑动连接有水平滑动架,所述水平滑动架的两侧对立设置有连接板,所述连接板的一侧与水平滑动架固定连接,连接板的另一侧与第二皮带的上表面固定连接,水平滑动架的内部中心设有竖直滑动架,所述竖直滑动架的底端与水平滑动架固定连接,竖直滑动架的顶端安装固定有竖移电机,所述竖移电机的输出端安装固定有竖直主动带轮,竖直滑动架的内部设有螺纹杆,所述螺纹杆的底端与竖直滑动架转动连接,螺纹杆的顶端贯穿竖直滑动架并安装固定有竖直从动带轮,所述竖直从动带轮与竖直主动带轮通过第三皮带传动连接,螺纹杆上螺纹连接有竖直滑块,所述竖直滑块内部套接有挡板,竖直滑块与挡板滑动连接,所述挡板的两端与竖直滑动架固定连接,竖直滑块远离竖直滑动架的一侧安装固定有运动支架。
13.进一步,所述夹轮机构包括转座、转轴、夹料从动带轮、夹轮电机、夹料主动带轮、伺服电机、夹轮支架、夹轮转盘、弧形槽、滑杆和夹块,两个所述伺服电机对立设置于转座两侧,伺服电机的输出端与转座固定连接,伺服电机与运动支架的底端固定连接,转座的内部中心转动连接有转轴,转轴的顶端固定连接有夹料从动带轮,转轴的底端固定连接有夹轮转盘,所述夹轮转盘上开有三个弧形槽,所述弧形槽以夹轮转盘中心为圆心呈圆形阵列分布,转座的一侧设有夹轮电机,所述夹轮电机与转座固定连接,夹轮电机的输出端安装固定有夹料主动带轮,所述夹料主动带轮与夹料从动带轮通过第四皮带传动连接,转座的底端安装固定有夹轮支架,所述夹轮支架的底端设有三根对立设置的滑杆,所述滑杆与夹轮支架滑动连接,滑杆的一端安装固定有夹块,滑杆的另一端转动安装有导轮,所述导轮位于弧形槽内部,导轮与弧形槽滚动连接。
14.本发明的有益效果:本发明通过先将铝合金胚料进行阶段式加热保温处理,使铝合金胚料在加热过程中受热更加均匀,每次加热时铝合金胚料内外的温度差较小,当升温至锻压温度后,铝合金胚料的内外温度差小于15℃,使铝合金胚料的内部晶粒大小均一,有效避免了一次加热内外温差大造成金相组织不均匀,提高了铝合金胚料的基础性能;本发明通过预锻压和终锻压两次锻压工艺,期间进行二次加热保温,将铝合金胚料成型为轮毂坯件,有效避免了在锻压过程中由于铝合金胚料冷却和较大的形变量而产生内部裂纹等缺陷;经过旋压成型、冷却、切边、车削处理完成后,进行成型后的最终热处理,经过560℃的加热和保温,使成型轮毂内的强化相有效的溶解在铝合金基体中,使制得的铝合金汽车轮毂成品的强度和硬度得到较大提升,减少使用过程中的变形异常;本发明通过使用轮毂挂起装置,通过设置轮毂定位机构、和夹轮机构,可以将滚筒输送线上的轮毂进行定位和抓取,并通过滑移运动机构将抓起的轮毂运送至悬挂链的挂钩上,能够替代人工搬运,减轻工人的劳动强度,提高生产效率,便于后续的表面处理;经过抛光、清洗和喷涂耐磨粉后,得到的铝合金汽车轮毂成品外观更加美观。
附图说明
15.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
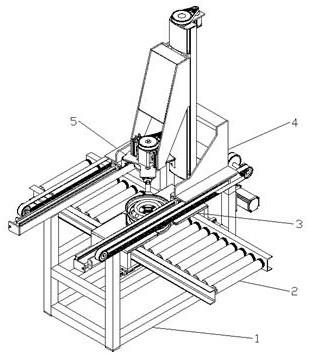
16.图1为本发明轮毂挂起装置的结构示意图;图2为本发明轮毂定位机构的结构示意图;图3为本发明轮毂定位机构的仰视图;图4为本发明滑移运动机构的结构示意图;图5为本发明滑移运动机构的俯视图;图6为本发明夹轮机构的结构示意图;图7为本发明夹轮机构的底端示意图。
17.附图中,各标号所代表的部件列表如下:1、机架;2、滚筒输送线;3、轮毂定位机构;301、固定横杆;302、定位滑轨;303、l型架;304、推板;305、摆杆;306、连接杆;307、定位支座板;308、齿轮;309、齿条;310、气缸;311、限位轮;4、滑移运动机构;401、平移电机;402、平移主动带轮;403、平移从动带轮;404、传动轴;405、第一带轮;406、第二带轮;407、导轨;408、水平滑动架;409、连接板;410、竖直滑动架;411、螺纹杆;412、竖直从动带轮;413、竖移电机;414、竖直主动带轮;415、挡板;416、竖直滑块;417、运动支架;5、夹轮机构;501、转座;502、转轴;503、夹料从动带轮;504、夹轮电机;505、夹料主动带轮;506、伺服电机;507、夹轮支架;508、夹轮转盘;5081、弧形槽;509、滑杆;510、夹块。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
19.实施例1一种铝合金汽车轮毂的锻造工艺,具体包括以下步骤:步骤s1:对铝合金棒料进行检测,测定铝合金棒料的成分,表面无明显划痕和裂痕,不存在组织偏析问题;然后按照设定长度对铝合金棒料进行切割,得到铝合金胚料;步骤s2:将切割后的铝合金胚料进行加热至180℃,保温15min;对铝合金胚料进行第一次加热,升温至300℃后保温15min,然后对铝合金胚料进行第二次加热,升温至450℃后保温20min,控制铝合金胚料内外温差保持在15℃以内;步骤s3:对锻压机的轮毂模具进行预加热处理,加热温度为200℃,保温处理10min;将加热后的铝合金胚料置于预锻压机的轮毂模具中,进行预锻压,使铝合金胚料成型为圆盘状锻坯,将圆盘状锻坯送入中间加热炉进行二次加热保温,保温后放入到终锻压机的模具中,进行终锻压,完成轮辐部分的成型,得到轮毂坯件;步骤s4:将轮毂坯件置于旋压机中,对轮辋部分进行旋压成型,冷却后对轮毂坯件进行切边、车削处理,然后置于温度为560℃的加热炉中,保温5h,出炉冷却后进行抛光处理,得到轮毂,然后置于轮毂挂起装置的滚筒输送线2上,当轮毂位于两块推板304之间时,启动气缸310,将轮毂夹紧定位,然后启动竖移电机413,使运动支架417向下运动,当夹块510位于轮毂的周侧后,启动夹轮电机504,夹块510将轮毂夹紧,启动气缸310收缩,使推板304相互远离移动,启动竖移电机413,使运动支架417向上移动,将轮毂向上抬起至机架1上
方,同时启动伺服电机506,将轮毂竖立起来,启动平移电机401,将轮毂运送至悬挂链的挂钩处,启动夹轮电机504,使夹块510相互远离,使轮毂悬挂在悬挂链的挂钩上;步骤s5:对悬挂链上的轮毂进行清洗处理,除去轮毂表面的抛光液和污渍,然后对轮毂表面喷涂耐磨粉得到铝合金汽车轮毂成品。
20.所述铝合金棒料中各化学成分的质量占比为:硅6.9%,镁0.3%,钛0.1%,铁0.02%,锰0.01%,钙0.001%,铜0.003%,锌0.01%,锡0.01%,铅0.01%,铬0.01%,镍0.003%,磷0.001%,其余为铝元素。
21.步骤s3中所述二次加热保温的温度为440℃,保温时间为5min。
22.实施例2一种铝合金汽车轮毂的锻造工艺,具体包括以下步骤:步骤s1:对铝合金棒料进行检测,测定铝合金棒料的成分,表面无明显划痕和裂痕,不存在组织偏析问题;然后按照设定长度对铝合金棒料进行切割,得到铝合金胚料;步骤s2:将切割后的铝合金胚料进行加热至210℃,保温20min;对铝合金胚料进行第一次加热,升温至320℃后保温20min,然后对铝合金胚料进行第二次加热,升温至465℃后保温30min,控制铝合金胚料内外温差保持在15℃以内;步骤s3:对锻压机的轮毂模具进行预加热处理,加热温度为250℃,保温处理15min;将加热后的铝合金胚料置于预锻压机的轮毂模具中,进行预锻压,使铝合金胚料成型为圆盘状锻坯,将圆盘状锻坯送入中间加热炉进行二次加热保温,保温后放入到终锻压机的模具中,进行终锻压,完成轮辐部分的成型,得到轮毂坯件;步骤s4:将轮毂坯件置于旋压机中,对轮辋部分进行旋压成型,冷却后对轮毂坯件进行切边、车削处理,然后置于温度为560℃的加热炉中,保温5h,出炉冷却后进行抛光处理,得到轮毂,然后置于轮毂挂起装置的滚筒输送线2上,当轮毂位于两块推板304之间时,启动气缸310,将轮毂夹紧定位,然后启动竖移电机413,使运动支架417向下运动,当夹块510位于轮毂的周侧后,启动夹轮电机504,夹块510将轮毂夹紧,启动气缸310收缩,使推板304相互远离移动,启动竖移电机413,使运动支架417向上移动,将轮毂向上抬起至机架1上方,同时启动伺服电机506,将轮毂竖立起来,启动平移电机401,将轮毂运送至悬挂链的挂钩处,启动夹轮电机504,使夹块510相互远离,使轮毂悬挂在悬挂链的挂钩上;步骤s5:对悬挂链上的轮毂进行清洗处理,除去轮毂表面的抛光液和污渍,然后对轮毂表面喷涂耐磨粉得到铝合金汽车轮毂成品。
23.所述铝合金棒料中各化学成分的质量占比为:硅7%,镁0.32%,钛0.12%,铁0.06%,锰0.03%,钙0.002%,铜0.007%,锌0.02%,锡0.03%,铅0.03%,铬0.03%,镍0.06%,磷0.001%,其余为铝元素。
24.步骤s3中所述二次加热保温的温度为450℃,保温时间为8min。
25.实施例3一种铝合金汽车轮毂的锻造工艺,具体包括以下步骤:步骤s1:对铝合金棒料进行检测,测定铝合金棒料的成分,表面无明显划痕和裂痕,不存在组织偏析问题;然后按照设定长度对铝合金棒料进行切割,得到铝合金胚料;步骤s2:将切割后的铝合金胚料进行加热至240℃,保温30min;对铝合金胚料进行第一次加热,升温至340℃后保温30min,然后对铝合金胚料进行第二次加热,升温至480℃
后保温40min,控制铝合金胚料内外温差保持在15℃以内;步骤s3:对锻压机的轮毂模具进行预加热处理,加热温度为300℃,保温处理20min;将加热后的铝合金胚料置于预锻压机的轮毂模具中,进行预锻压,使铝合金胚料成型为圆盘状锻坯,将圆盘状锻坯送入中间加热炉进行二次加热保温,保温后放入到终锻压机的模具中,进行终锻压,完成轮辐部分的成型,得到轮毂坯件;步骤s4:将轮毂坯件置于旋压机中,对轮辋部分进行旋压成型,冷却后对轮毂坯件进行切边、车削处理,然后置于温度为560℃的加热炉中,保温5h,出炉冷却后进行抛光处理,得到轮毂,然后置于轮毂挂起装置的滚筒输送线2上,当轮毂位于两块推板304之间时,启动气缸310,将轮毂夹紧定位,然后启动竖移电机413,使运动支架417向下运动,当夹块510位于轮毂的周侧后,启动夹轮电机504,夹块510将轮毂夹紧,启动气缸310收缩,使推板304相互远离移动,启动竖移电机413,使运动支架417向上移动,将轮毂向上抬起至机架1上方,同时启动伺服电机506,将轮毂竖立起来,启动平移电机401,将轮毂运送至悬挂链的挂钩处,启动夹轮电机504,使夹块510相互远离,使轮毂悬挂在悬挂链的挂钩上;步骤s5:对悬挂链上的轮毂进行清洗处理,除去轮毂表面的抛光液和污渍,然后对轮毂表面喷涂耐磨粉得到铝合金汽车轮毂成品。
26.所述铝合金棒料中各化学成分的质量占比为:硅7.2%,镁0.33%,钛0.15%,铁0.1%,锰0.05%,钙0.003%,铜0.01%,锌0.03%,锡0.05%,铅0.05%,铬0.05%,镍0.01%,磷0.002%,其余为铝元素。
27.步骤s3中所述二次加热保温的温度为460℃,保温时间为10min。
28.请参阅图1
‑
7所示,上述实施例中所述轮毂挂起装置,包括机架1、滚筒输送线2、轮毂定位机构3、滑移运动机构4和夹轮机构5,所述滚筒输送线2位于机架1的内部,滚筒输送线2的底端与机架1固定连接,所述轮毂定位机构3位于滚筒输送线2的下方,所述滑移运动机构4安装于机架1的顶端,所述夹轮机构5安装于滑移运动机构4的一侧;所述轮毂定位机构3包括固定横杆301、定位滑轨302、l型架303、推板304、摆杆305、连接杆306、定位支座板307、齿轮308、齿条309和气缸310,两根所述固定横杆301对立设置于机架1内部,固定横杆301的两端与机架1固定连接,固定横杆301上方安装固定有定位滑轨302,所述定位滑轨302的上方滑动连接有l型架303,所述l型架303对立设置于滚筒输送线2的两侧,l型架303的顶端固定有推板304,所述推板304位于滚筒输送线2的上方,两根固定横杆301之间设有定位支座板307,所述定位支座板307与固定横杆301的底端中心固定连接,定位支座板307的底端中心设有齿轮308,定位支座板307的顶端中心设有摆杆305,所述齿轮308与摆杆305之间设有轴杆,轴杆的一端与齿轮308固定连接,轴杆的另一端与摆杆305中心固定连接,轴杆与定位支座板307转动连接,定位支座板307的一侧安装固定有气缸310,所述气缸310的输出端设有齿条309,气缸310的输出端与齿条309的一端固定连接,所述齿条309与齿轮308相啮合,l型架303的底端设有连接杆306,所述连接杆306的一端与摆杆305的一端转动连接,连接杆306的另一端与l型架303的底端中心转动连接。
29.所述齿条309远离齿轮308的一侧设有限位轮311,所述限位轮311的中心与定位支座板307转动连接,限位轮311的周侧与齿条309滚动连接。
30.所述滑移运动机构4包括平移电机401、平移主动带轮402、平移从动带轮403、传动轴404、第一带轮405、第二带轮406、导轨407、水平滑动架408、连接板409、竖直滑动架410、
螺纹杆411、竖直从动带轮412、竖移电机413、竖直主动带轮414、挡板415、竖直滑块416和运动支架417,所述平移电机401安装固定于机架1的一侧,平移电机401的输出端安装固定有平移主动带轮402,平移电机401的上方设有传动轴404,所述传动轴404的两端贯穿机架1安装固定有第一带轮405,传动轴404与机架1转动连接,两个第一带轮405之间设有平移从动带轮403,平移从动带轮403安装固定于传动轴404上,平移主动带轮402与平移从动带轮403通过第一皮带传动连接,机架1的另一侧顶端对立设置有两个第二带轮406,所述第二带轮406与机架1转动连接,第一带轮405与第二带轮406通过第二皮带传动连接,机架1顶端固定有两根对立设置的导轨407,所述导轨407上方滑动连接有水平滑动架408,所述水平滑动架408的两侧对立设置有连接板409,所述连接板409的一侧与水平滑动架408固定连接,连接板409的另一侧与第二皮带的上表面固定连接,水平滑动架408的内部中心设有竖直滑动架410,所述竖直滑动架410的底端与水平滑动架408固定连接,竖直滑动架410的顶端安装固定有竖移电机413,所述竖移电机413的输出端安装固定有竖直主动带轮414,竖直滑动架410的内部设有螺纹杆411,所述螺纹杆411的底端与竖直滑动架410转动连接,螺纹杆411的顶端贯穿竖直滑动架410并安装固定有竖直从动带轮412,所述竖直从动带轮412与竖直主动带轮414通过第三皮带传动连接,螺纹杆411上螺纹连接有竖直滑块416,所述竖直滑块416内部套接有挡板415,竖直滑块416与挡板415滑动连接,所述挡板415的两端与竖直滑动架410固定连接,竖直滑块416远离竖直滑动架410的一侧安装固定有运动支架417。
31.所述夹轮机构5包括转座501、转轴502、夹料从动带轮503、夹轮电机504、夹料主动带轮505、伺服电机506、夹轮支架507、夹轮转盘508、弧形槽5081、滑杆509和夹块510,两个所述伺服电机506对立设置于转座501两侧,伺服电机506的输出端与转座501固定连接,伺服电机506与运动支架417的底端固定连接,转座501的内部中心转动连接有转轴502,转轴502的顶端固定连接有夹料从动带轮503,转轴502的底端固定连接有夹轮转盘508,所述夹轮转盘508上开有三个弧形槽5081,所述弧形槽5081以夹轮转盘508中心为圆心呈圆形阵列分布,转座501的一侧设有夹轮电机504,所述夹轮电机504与转座501固定连接,夹轮电机504的输出端安装固定有夹料主动带轮505,所述夹料主动带轮505与夹料从动带轮503通过第四皮带传动连接,转座501的底端安装固定有夹轮支架507,所述夹轮支架507的底端设有三根对立设置的滑杆509,所述滑杆509与夹轮支架507滑动连接,滑杆509的一端安装固定有夹块510,滑杆509的另一端转动安装有导轮,所述导轮位于弧形槽5081内部,导轮与弧形槽5081滚动连接。
32.本发明工作原理:使用本发明轮毂挂起装置时,轮毂平放于滚筒输送线2上并向前输送,当轮毂位于两块推板304之间时,气缸310启动,气缸310的输出端伸长并带动齿条309移动,限位轮311将齿条309紧紧啮合在齿轮308上,齿条309带动齿轮308转动,齿轮308通过轴杆带动摆杆305转动,摆杆305通过转动带动连接杆306移动,连接杆306带动l型架303和推板304在定位滑轨302上相互靠近移动,推板304将滚筒输送线2上的轮毂夹紧定位;轮毂定位后,启动竖移电机413,竖移电机413的输出端带动竖直主动带轮414转动,竖直主动带轮414通过第三皮带带动竖直从动带轮412转动,竖直从动带轮412带动螺纹杆411转动,螺纹杆411通过转动带动竖直滑块416沿挡板415在竖直滑动架410内滑动,从而带动运动支架417向下运动,当夹块510位于轮毂的周侧后,启动夹轮电机504,夹轮电机504
的输出端带动夹料主动带轮505转动,夹料主动带轮505通过第四皮带带动夹料从动带轮503转动,夹料从动带轮503通过转轴502带动夹轮转盘508转动,夹轮转盘508转动并通过弧形槽5081与导轮相配合带动滑杆509滑动,滑杆509带动夹块510相互靠近移动,夹块510将轮毂夹紧,启动气缸310收缩,使推板304相互远离移动,启动竖移电机413,使运动支架417向上移动,将轮毂向上抬起至机架1上方,同时启动伺服电机506,伺服电机506的输出端带动转座501转动,从而将轮毂竖立起来,启动平移电机401,平移电机401的输出端带动平移主动带轮402转动,平移主动带轮402通过第一皮带带动平移从动带轮403转动,平移从动带轮403通过传动轴404带动第一带轮405转动,第一带轮405通过第二皮带带动第二带轮406转动,第二皮带通过连接板409带动水平滑动架408沿导轨407滑动,将轮毂运送至悬挂链的挂钩处,启动夹轮电机504,使夹块510相互远离,使轮毂悬挂在悬挂链的挂钩上,以待后续处理。
33.在说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
34.以上内容仅仅是对本发明的构思所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的构思或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1