建筑铺贴材料锚固结构穴位加工生产线的制作方法
1.本发明涉及铺贴建筑材料加工设备技术领域,具体为建筑铺贴材料锚固结构穴位加工生产线。
背景技术:
2.瓷砖、大板、岩板、石材等建筑铺贴材料,自身都不具备完备的铺贴功能。这些材料的铺贴面,通常采用网格或各种图案。为了提高瓷砖表面的粘接力,往往通过加大粘接面的表面积来实现。例如:加大图案的雕刻深度,或加大图案的复杂程度等。由于粉料性质、制作工艺、铺贴技术、粘接材料、温度、湿度、收缩等因素的影响,铺贴后的瓷砖极易产生
‘
翘、鼓、脱’等现象。严重影响了这些铺贴材料的使用功能,同时会带来危害安全的事故。
3.现有的一些铺贴建筑材料,通过人工用钻孔机在表面加工出一定规格和数量的锚固、锚栓、预埋件等结构穴位,如:孔、槽、图案等,以提高铺贴后的粘接力;但这种加工方式自动化程度低、加工效率低、人工成本高、质量较难保证、无法大规模工业化生产。
技术实现要素:
4.本发明的目的在于提出建筑铺贴材料锚固结构穴位加工生产线,旨在解决现有技术中铺贴建筑材料加工锚固结构穴位自动化程度低、加工效率低、人工成本高、质量较难保证、无法大规模工业化生产的技术问题。
5.为实现上述目的,本发明提出建筑铺贴材料锚固结构穴位加工生产线,沿工件的输送方向依次设有进料工段、第一翻转工段、锚固结构穴位加工工段和出料工段;
6.所述进料工段设有用于输送工件的进料输送装置;
7.所述第一翻转工段设有用于翻转工件的第一翻转机;
8.所述锚固结构穴位加工工段设有用于在工件上加工出锚固结构穴位的钻磨加工机组;
9.所述出料工段设有用于将输送工件的出料输送装置。自动化加工锚固结构穴位,实现大规模工业化生产,大大减少了人工成本,提高了加工效率。
10.优选地,所述第一翻转工段和所述锚固结构穴位加工工段之间设有过渡工段,所述过渡工段依次设有用于调整工件位置的位置调整装置和用于定位、排布工件的定位输送装置。通过过渡工段的设计,既能保证锚固结构穴位的加工精度,又能提高加工生产效率。
11.优选地,所述锚固结构穴位加工工段和所述出料工段之间设有第二翻转工段,所述第二翻转工段设有用于翻转工件的第二翻转机。可对加工后的工件进行180
°
翻转,以方便后续工位对工件的正面进行处理(如清洁、粘贴标签等)或者方便工件出料后正面朝上堆垛。
12.优选地,所述锚固结构穴位加工工段和所述第二翻转工段之间设有一级清洗工段,所述一级清洗工段设有用于清洗工件的一级清洗设备;
13.所述第二翻转工段和所述出料工段之间设有二级清洗工段,所述二级清洗工段设
有用于清洗工件的二级清洗设备。可根据加工需求灵活设置一级清洗设备和二级清洗设备,提高工件在铺贴过程中的粘接力,保证产品在出料时干净清洁。
14.优选地,所述钻磨加工机组包括:
15.床身;
16.输送装置,其安装在所述床身上、用于输送工件;
17.钻磨装置,其安装在所述床身上、且位于所述输送装置的正上方,所述钻磨装置包括用于加工工件的钻磨头;
18.压紧装置,其安装在所述钻磨装置上,所述压紧装置在所述钻磨头加工工件时对工件进行压紧。实现自动化加工锚固结构穴位,大大减少了人工成本,且提高了加工效率和成品质量。
19.优选地,所述钻磨装置包括龙门架、立柱、驱动器、x轴传动组件、y轴传动组件和z轴传动组件,所述x轴传动组件设置在所述床身上,所述龙门架可沿x轴方向滑动地设置在所述x轴传动组件上;所述y轴传动组件设置在所述龙门架上,所述立柱可沿y轴方向滑动地设置在所述y轴传动组件上;所述z轴传动组件设置在所述立柱上,所述驱动器可沿z轴方向滑动地设置在所述z轴传动组件上;所述钻磨头安装在所述驱动器上,所述压紧装置安装在所述龙门架上。钻磨装置如此设置,可实现钻磨头在三轴方向上移动,以实现对工件在不同位置上加工不同尺寸的锚固结构穴位。
20.优选地,所述钻磨装置还包括安装板,所述安装板可沿z轴方向滑动地设置在所述z轴传动组件上,所述安装板上可拆卸地安装有多个所述驱动器;所述驱动器为电主轴或驱动电机;
21.所述床身上设有一套或多套所述钻磨装置,通过控制系统可控制多套所述钻磨装置同时对工件进行加工。驱动器可拆卸,因此可灵活设置驱动器的数量、位置,以满足不同工件的加工;设置多个钻磨装置可提高加工效率。
22.优选地,所述压紧装置包括横架、升降伸缩缸和挡水环组件,所述横架安装在所述钻磨装置上、且位于所述输送装置的正上方,所述升降伸缩缸安装在所述横架上,所述挡水环组件安装在所述升降伸缩缸的输出端。
23.优选地,所述压紧装置还包括压板,所述压板安装在所述升降伸缩缸的输出端,所述压板上可拆卸地安装有多个所述挡水环组件;
24.所述挡水环组件包括回形组合体、压簧和挡水环体,所述回形组合体安装在所述压板上,所述挡水环体的外壁设置有向外延伸的第一凸环,所述第一凸环位于所述回形组合体内,所述压簧的两端分别抵于所述回形组合体的内顶面和所述第一凸环的上表面。方便压紧不同尺寸的工件;方便根据需求调整伸缩行程以调整压紧力;保证加工环境的干净简洁。
25.优选地,所述回形组合体包括上盖板、支板和下盖板,所述上盖板可拆卸地安装在所述压板的上端面,所述支板的上下两端分别与所述上盖板和所述下盖板连接,且所述支板和所述挡水环体均位于所述压板开设的安装通孔内;所述挡水环体开设有供所述钻磨头穿过的贯穿通孔。回形组合体如此设置,可使挡水环体可活动地安装在回形组合体内,且安装稳固,压簧不易脱落。
26.本发明建筑铺贴材料锚固结构穴位加工生产线,至少具有以下有益效果:通过设
置进料、翻转、加工、出料一系列工段,实现铺贴建筑材料锚固结构穴位的机械化、自动化、智能化加工,不仅提高了加工效率、降低了人工成本,还提高了产品质量,实现了大规模工业化生产,推动了本领域技术的发展。
附图说明
27.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
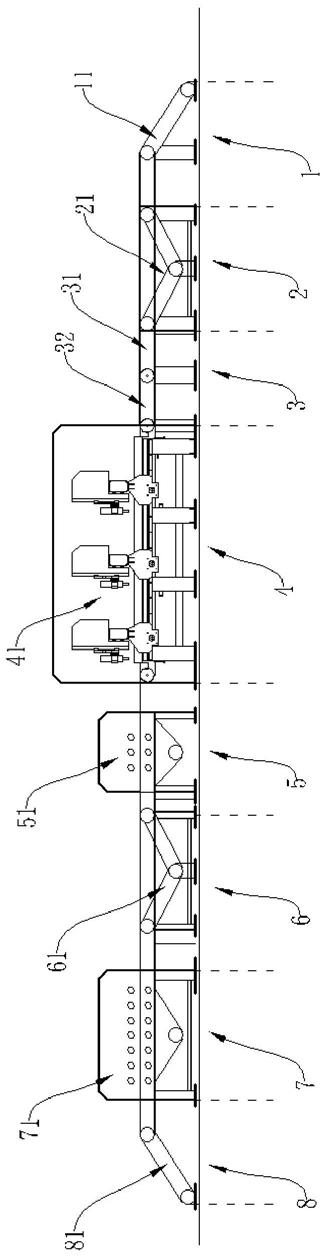
28.图1为本发明生产线的结构示意图;
29.图2为本发明钻磨加工机组省去压紧装置后的轴侧结构示意图;
30.图3为本发明钻磨加工机组省去压紧装置后的侧视结构示意图;
31.图4为本发明钻磨装置的侧视结构示意图;
32.图5为本发明压紧装置与龙门架装配的结构示意图;
33.图6为本发明压紧装置与龙门架装配的侧视结构示意图;
34.图7为本发明挡水环组件与压板装配的结构示意图;
35.图8为图7的爆炸结构示意图。
36.附图中:1
‑
进料工段、11
‑
进料输送装置、2
‑
第一翻转工段、21
‑
第一翻转机、3
‑
过渡工段、31
‑
位置调整装置、32
‑
定位输送装置、4
‑
锚固结构穴位加工工段、41
‑
钻磨加工机组、5
‑
一级清洗工段、51
‑
一级清洗设备、6
‑
第二翻转工段、61
‑
第二翻转机、7
‑
二级清洗工段、71
‑
二级清洗设备、8
‑
出料工段、81
‑
出料输送装置、9
‑
工件、
37.411
‑
床身、4111
‑
机架、4112
‑
工作台、4113
‑
排水槽、412
‑
输送装置、413
‑
钻磨装置、4131
‑
钻磨头、4132
‑
龙门架、4133
‑
立柱、4134
‑
驱动器、4135
‑
x轴传动组件、4136
‑
y轴传动组件、4137
‑
z轴传动组件、4138
‑
安装板、414
‑
压紧装置、4141
‑
横架、4142
‑
升降伸缩缸、4143
‑
挡水环组件、41431
‑
回形组合体、414311
‑
上盖板、414312
‑
支板、414313
‑
下盖板、41432
‑
压簧、41433
‑
挡水环体、414331
‑
第一凸环、414332
‑
第二凸环、414333
‑
贯穿通孔、4144
‑
位置调节件、4145
‑
压板、41451
‑
安装通孔、4146
‑
支座。
38.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
39.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
40.需要说明,若本发明实施例中有涉及方向性指示(诸如上、下、左、右、前、后
……
),则该方向性指示仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
41.另外,若本发明实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技
术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
42.如图1至图8所示,建筑铺贴材料锚固结构穴位加工生产线,沿工件9的输送方向依次设有进料工段1、第一翻转工段2、锚固结构穴位加工工段4和出料工段8;
43.所述进料工段1设有用于输送工件9的进料输送装置11;
44.所述第一翻转工段2设有用于翻转工件9的第一翻转机21;
45.所述锚固结构穴位加工工段4设有用于在工件9上加工出锚固结构穴位的钻磨加工机组41;
46.所述出料工段8设有用于将输送工件9的出料输送装置81。
47.生产线用于在建筑铺贴材料上加工出锚固结构穴位,工件9是指在生产线上流转、需要加工出锚固结构穴位的建筑铺贴材料,工件9的输送方向为工件9在生产线上的流转方向。沿工件9的输送方向依次设有进料工段1、第一翻转工段2、锚固结构穴位加工工段4和出料工段8,各个工段均采用智能化设备,且通过整条生产线的控制系统进行自动化控制。
48.进料工段1上的进料输送装置11用于将上料后的工件9输送至下工段中;进料输送装置11具体可为皮带传输机或真空吸盘机械手,具体可根据工件9的规格及前一工序的落料情况来旋转进料输送装置11的进料方式;比如,前一工序是工件9成型工序,工件9在成型过程以及成型后都是通过皮带传输机进行传输,则进料输送装置11可优选采用皮带传输机,且进料输送装置11的输入端直接与上一工序的输出端相连,这样便可将上一工序输出的工件9直接传输至锚固结构穴位加工生产线上,以对工件9进行锚固结构穴位的加工;又比如,上一工序是将待加工锚固结构穴位的工件9堆垛起来的堆垛工序,则进料输送装置11可优选采用真空吸盘机械手,通过真空吸盘将上一工序的工件9吸起,然后通过机械手将吸起的工件9上料至锚固结构穴位加工生产线上。
49.在第一翻转工段2上设有第一翻转机21,第一翻转机21用于将工件9翻转180
°
,第一翻转机21可选用多种翻转方式,如通过机械手将工件9夹起来,然后通过机械手的翻转实现工件9的翻转;或者是在转轴上焊接四个呈十字排列的翻转板,通过转轴旋转带动翻转板及放置在翻转板上的工件9实现180
°
翻转;更优地,采用中国发明专利(申请号为:cn202010976007.2,专利名称为:板状物件翻转机及翻转板件的方法)中公开的板状物件翻转机对工件9进行翻转。在建筑铺贴材料加工过程中,成型后的工件9一般正面朝上,而加工锚固结构穴位需要在铺贴面(即建筑铺贴材料的反面)进行加工,因此在加工锚固结构穴位时需将工件9进行180
°
翻转,故在锚固结构穴位加工工段4的前方设置第一翻转机21,以将上料后的工件9进行180
°
翻转。当然,在实际加工生产过程中,如果上料后的工件9是铺贴面朝上,则无需开启第一翻转机21,工件9可直接输送至锚固结构穴位加工工段4中;或者是通过采用具有翻转动作的进料传输装置来将工件9上料和翻转同步完成。设置第一翻转工段2,可对铺贴面朝下的工件9进行翻转,保证钻磨加工机组41可对工件9的铺贴面进行锚固结构穴位的加工;在实际生产过程中更加实用,使生产线能适应铺贴面朝上或朝下的工件9的加工。
50.锚固结构穴位加工工段4设有钻磨加工机组41,钻磨加工机组41用于在工件9的铺
贴面上加工出孔、槽、图案等结构穴位;钻磨加工机组41全自动智能加工,保证加工效率、降低人工成本、提高产品质量。加工完成后的工件9通过出料输送装置81进行出料;出料输送装置81具体可为皮带传输机或棍棒传输机或真空吸盘机械手,根据产品后工序选择的出料码放方式来进行选择,出料输送装置81的选定方式可参考进料输送装置11,在此不一一赘述。
51.现有的一些铺贴建筑材料,通常需要人工用钻孔机在表面加工出一定规格和数量的锚固、锚栓、预埋件等结构穴位,如:孔、槽、图案等;这种加工方式自动化程度低、加工效率低、人工成本高、质量较难保证。而本技术方案,通过设置进料、翻转、加工、出料一系列工段,实现铺贴建筑材料锚固结构穴位的机械化、自动化、智能化加工,不仅提高了加工效率、降低了人工成本,还提高了产品质量,实现了大规模工业化生产,推动了本领域技术的发展。
52.进一步地,所述第一翻转工段2和所述锚固结构穴位加工工段4之间设有过渡工段3,所述过渡工段3依次设有用于调整工件9位置的位置调整装置31和用于定位、排布工件9的定位输送装置32。
53.工件9通过第一翻转机21进行180
°
翻转,翻转后通过第一翻转机21上的传输机构输送至过渡工段3上,在过渡工段3上工件9依次经过位置调整装置31和定位输送装置32;位置调整装置31具体为一台辊棒式的位置调整机或皮带式的位置调整机,根据工件9的规格设定工件9的数量及位置坐标,通过伺服系统或步进系统来进行运动控制,通过plc控制器进行工业控制,定时定量将单组工件9输送至定位输送装置32中。位置调整装置31可在输运工件9过程中对工件9进行调整,避免工件9杂乱无章,保证加工效率和加工精度。
54.定位输送装置32具体为一台带有位置坐标调整机构的皮带输送机或辊棒式输送机,根据工件9的规格设定工件9的排布数量及位置坐标,通过伺服系统或步进系统来进行运动控制,通过plc控制器进行工业控制,定时将排列数量及位置坐标定位的多组工件9输送至锚固结构穴位加工工段4。钻磨加工机组41可同时对同一工件9进行多个锚固结构穴位的加工,还可同时对不同工件9进行锚固结构穴位的加工;比如,当工件9的规格较大时,通过位置调整装置31先调整各个工件9的位置,然后定位输送装置32将一个或两个工件9进行定位、排布,接着再将一个或两个工件9同时输送至钻磨加工机组41中进行加工;当工件9的规格较小时,通过位置调整装置31先调整各个工件9的位置,然后定位输送装置32将多个(如五个、十个)工件9进行定位、排布,排列好后再同时输送至钻磨加工机组41中。钻磨加工机组41在对工件9进行加工过程中,定位输送装置32可持续对多个工件9进行定位、排布,从而更大化利用各个工段,保证加工效率。根据工件9的规格、钻磨加工机组41的加工能力,定位输送装置32对工件9的定位、排布都不相同,但通过过渡工段3的设计,既能保证锚固结构穴位的加工精度,又能提高加工生产效率。
55.进一步地,所述锚固结构穴位加工工段4和所述出料工段8之间设有第二翻转工段6,所述第二翻转工段6设有用于翻转工件9的第二翻转机61。
56.参考前面关于第一翻转机21的描述,第二翻转机61同样可选用多种翻转方式;同一生产线上,第二翻转机61和第一翻转机21可以采用同样的翻转方式,也可以采用不同的翻转方式,具体可根据实际加工需求进行选择。设置第二翻转机61,可对加工后的工件9进行180
°
翻转,以方便后续工位对工件9的正面进行处理(如清洁、粘贴标签等)或者方便工件
9出料后正面朝上堆垛。当然,在实际加工过程中,如果加工后的工件9无需翻转,则可将第二翻转工段6省去或将第二翻转机61停止。
57.进一步地,所述锚固结构穴位加工工段4和所述第二翻转工段6之间设有一级清洗工段5,所述一级清洗工段5设有用于清洗工件9的一级清洗设备51;
58.所述第二翻转工段6和所述出料工段8之间设有二级清洗工段7,所述二级清洗工段7设有用于清洗工件9的二级清洗设备71。
59.工件9经过钻磨加工模组的加工后是铺贴面朝上,工件9在成型过程中,铺贴面可能会粘有表面活性剂(防水剂、固化剂等)及污染物,因此在成品输出前一般需对铺贴面进行清洗;另一方面,工件9在被钻磨加工模组加工过程中也会有一些污染物粘在铺贴面上,比如钻磨过程中产生的废屑、钻磨过程中使用的冷却液等,所以在锚固结构穴位加工工段4之后再设置一级清洗设备51,在对工件9的铺贴面进行重点清洗的前提下,节省了锚固结构穴位加工前的清洗。一级清洗设备51可对工件9进行碱洗、喷淋、刷洗、柔洗,吸水、烘干等一系列清洗操作。一级清洗设备51可选用专门对铺贴面进行清洗的清洗设备,也可选用能同时对工件9正反两面进行清洗的洗涤设备。一级清洗设备51对铺贴面进行清洗过后,可提高工件9在铺贴过程中的粘接力,避免工件9产生
‘
翘、鼓、脱’等现象。
60.在第二翻转机61后面设有二级清洗设备71,二级清洗设备71可对工件9的正面进行清洗,或对工件9的正反两面同时进行清洗:喷淋、刷洗、柔洗,吸水、烘干上蜡、抛光,其目的在于清除表面杂物,清洁美颜等。通过一级清洗设备51和二级清洗设备71可保证产品在出料时干净清洁。同时设有一级清洗设备51和二级清洗设备71时,第二翻转机61的作用更加突出;当然,在实际加工过程中,可根据加工需求灵活设置一级清洗设备51和二级清洗设备71;如,对于铺贴面清洁要求较低的工件9,可省去一级清洗设备51,直接用二级清洗设备71对工件9的正反两面进行清洁。
61.进一步地,所述钻磨加工机组41包括:
62.床身411;
63.输送装置412,其安装在所述床身411上、用于输送工件9;
64.钻磨装置413,其安装在所述床身411上、且位于所述输送装置412的正上方,所述钻磨装置413包括用于加工工件9的钻磨头4131;
65.压紧装置414,其安装在所述钻磨装置413上,所述压紧装置414在所述钻磨头4131加工工件9时对工件9进行压紧。
66.床身411为钻磨加工机组41的基体,用于承载输送装置412、钻磨装置413和压紧装置414等;输送装置412安装在床身411上,用于接收、输送瓷砖、大板、岩板等建筑铺贴材料工件9;钻磨装置413位于输送装置412的正上方,钻磨头4131用于对工件9进行打孔加工;压紧装置414在钻磨头4131加工工件9时将工件9压紧。输送装置412启动将待加工的工件9输送至钻磨装置413和压紧装置414正下方,输送装置412停止、工件9静止,压紧装置414对工件9进行压紧,钻磨头4131对工件9进行打孔加工,加工完成后压紧装置414不再压紧工件9,输送装置412再次启动以将加工完成的工件9下料。通过输送装置412和钻磨装置413的配合,实现自动化加工锚固结构穴位,大大减少了人工成本,且提高了加工效率和成本质量。在钻磨头4131对工件9进行加工过程中,通过压紧装置414在一定区域内压紧工件9表面,定位并稳定工件9位置保持不动;减轻钻磨头4131高速旋转造成工件9内部的振动波的传输强
度,降低裂砖几率;降低高速钻磨时的噪音频率;降低高速钻磨时工件9及设备的震动强度;防止钻磨头4131高速钻磨时所使用的冷却水飞溅。
67.进一步地,所述钻磨装置413包括龙门架4132、立柱4133、驱动器4134、x轴传动组件4135、y轴传动组件4136和z轴传动组件4137,所述x轴传动组件4135设置在所述床身411上,所述龙门架4132可沿x轴方向滑动地设置在所述x轴传动组件4135上;所述y轴传动组件4136设置在所述龙门架4132上,所述立柱4133可沿y轴方向滑动地设置在所述y轴传动组件4136上;所述z轴传动组件4137设置在所述立柱4133上,所述驱动器4134可沿z轴方向滑动地设置在所述z轴传动组件4137上;所述钻磨头4131安装在所述驱动器4134上,所述压紧装置414安装在所述龙门架4132上。
68.x轴传动组件4135、y轴传动组件4136和z轴传动组件4137均可以采用电机+丝杆螺母或电机+齿轮齿条的传动形式;x轴方向是指输送装置412的输送方向,y轴方向是指在水平面上与输送装置412的输出方向相垂直的方向,z轴方向是指垂直于输送装置412上表面、靠近或远离输送装置412的方向。具体地,x轴传动组件4135包括x轴直线导轨、x轴滑块、丝杆、螺母和电机等,两条x轴直线导轨沿输送装置412的输送方向设置在床身411上,且分别相互平行、位于输送装置412的两侧,每条x轴直线导轨上均可滑动地设有x轴滑块,龙门架4132架设在床身411上、且两端分别与两x轴滑块连接,电机通过带动丝杆旋转,驱使套设在丝杆上的螺母移动,从而带动x轴滑块在x轴直线导轨上滑动,进而实现龙门架4132机x轴方向的移动。y轴传动组件4136可以采用电机+齿轮齿条的传动形式,z轴传动组件4137类似x轴传动组件4135(电机+丝杆螺母)的传动形式,在此不一一赘述。钻磨头4131安装在驱动器4134上,驱动器4134用于驱使钻磨头4131高度旋转,根据不同的加工需求,可跟换不同型号的钻磨头4131。压紧装置414安装在龙门架4132上,实现跟随龙门架4132在x轴方向上的移动。钻磨装置413如此设置,可实现钻磨头4131在三轴方向上移动,以实现对工件9在不同位置上加工不同尺寸的锚固结构穴位;且三轴移动实现自动化,大大提高了加工效率和加工精度。
69.进一步地,所述钻磨装置413还包括安装板4138,所述安装板4138可沿z轴方向滑动地设置在所述z轴传动组件4137上,所述安装板4138上可拆卸地安装有多个所述驱动器4134;所述驱动器4134为驱动器4134或驱动电机;
70.所述床身411上设有一套或多套所述钻磨装置413,通过控制系统可控制多套所述钻磨装置413同时对工件9进行加工。
71.安装板4138用于固定驱动器4134,z轴传动组件4137可驱使安装板4138在z轴方向上移动。在安装板4138上可拆卸地安装有多个驱动器4134,每个驱动器4134均安装有钻磨头4131,当安装板4138在z轴方向上移动时,可同时带动多个钻磨头4131升降以在工件9上同时加工出多个锚固结构穴位,以提高加工效率。驱动器4134可拆卸,因此可灵活设置驱动器4134的数量、位置,以满足不同工件9的加工;如安装有五个驱动器4134,则可在工件9上同时加工出五个锚固结构穴位;驱动器4134之间的间距不同,所加工出来的锚固结构穴位的间距也不相同。不同的驱动器4134还可安装不同型号的钻磨头4131,以同时加工出不同尺寸的锚固结构穴位。
72.驱动器4134为电主轴或驱动电机;驱动器4134采用在驱动电机时,可通过程序化控制或人工操作(人工控制驱动电机的启停)来控制驱动电机带动钻磨头4131转动;电主轴
是将机床主轴和主轴电机融为一体的新技术,其结构紧凑、重量轻、惯性小、噪声低、响应快,且可实现数字化控制。
73.更优地,在床身411上可同时设置多个钻磨装置413和压紧装置414,钻磨装置413和压紧装置414的数量相同。如床身411上设置三个钻磨装置413,则包含三个龙门架4132,在实施过程中,可通过一套x轴传动组件4135同时控制三个龙门架4132在x轴方向上的移动;当然也可以通过设置三套x轴传动组件4135分别控制三个龙门架4132在x轴方向上单独移动;三个龙门架4132单独移动的同时还可以共用一套x轴直线导轨。每个钻磨装置413上均安装有一个压紧装置414。设置多个钻磨装置413,可同时加工多个工件9,或者同时对尺寸较大的工件9(如大板、岩板等)进行加工,从而提高加工效率;每个钻磨装置413均设有压紧装置414,保证了加工的稳定和产品及格率。通过控制系统可控制全部钻磨装置413同时对工件9进行加工,也可控制仅部分钻磨装置413对工件9进行加工;在加工过程中,全部钻磨装置413的加工过程可一致,也可以是每个钻磨装置413分别加工不同参数(锚固结构穴位的大小、深度、形状)的锚固结构穴位;因此实用性更强、使用范围更广。
74.更优地,床身411包括机架4111和安装在机架4111上的工作台4112,输送装置412设置在工作台4112上,工作台4112的一侧设置有排水槽4113,且在排水槽4113的前后两端侧部开有排水口。床身411包括机架4111和工作台4112,机架4111用于支撑工作台4112、钻磨装置413和压紧装置414等,工作台4112用于提供加工平台、支撑输送装置412。若输送装置412采用的是输送皮带,则工作台4112位于上下两端皮带之间,当钻磨头4131对输送皮带上的工件9进行加工时,工作台4112可支撑住输送皮带和工件9。在加工过程中,一般需要向加工位置和钻磨头4131排出冷却水或冷却液,以降低钻磨处的温度,避免钻磨头4131和工件9损坏;而排出的冷却水或冷却液则需要及时排出。在工作台4112上设有排水槽4113,且在排水槽4113的前后两端侧部开有排水口,加工过程中排出的冷却水或冷却液则可以通过排水槽4113排出,保证工作台4112和输送装置412的洁净。更优地,在工作台4112的周侧均设有相连通的排水槽4113,方便各个方向的冷却水或冷却液排出。排出的冷却水或冷却液经过逐级的沉淀槽可循环使用,减少污水排放。
75.更优地,输送装置412为输送皮带或辊轴,输送装置412的两侧均设有用于限制工件9偏离的限位胶条(图中未示出)。输送装置412可以是输送皮带或辊轴,但在输送装置412的两侧均设有用于限制工件9、避免工件9从输送装置412两侧掉落的限位胶条,保证工件9的正常加工,减少产生废品。当输送装置412为输送皮带时,可直接在输送皮带的两侧设置限位胶条;当输送装置412为辊轴时,可将限位胶条设置在长条架子上,然后将长条架子固定在床身411上、且位于输送装置412的两侧。
76.进一步地,所述压紧装置414包括横架4141、升降伸缩缸4142和挡水环组件4143,所述横架4141安装在所述钻磨装置413上、且位于所述输送装置412的正上方,所述升降伸缩缸4142安装在所述横架4141上,所述挡水环组件4143安装在所述升降伸缩缸4142的输出端。
77.横架4141为金属横梁通架,具体地,横架4141的两端分别固定在龙门架4132两端的侧板上,即横架4141与龙门架4132一样架设在输送装置412上;升降伸缩缸4142固定在横架4141上,且输出端垂直输送装置412向下;挡水环组件4143安装在升降伸缩缸4142的输出端,升降伸缩杆用于驱使挡水环组将上升或下降,挡水环组件4143用于压紧工件9。通过升
降伸缩缸4142可驱使挡水环组将下降,下降到一定高度(挡水环组件4143下端面抵住工件9上表面)则将工件9压紧。升降伸缩缸4142相对横架4141的安装位置可调,以方便压紧不同尺寸的工件9;升降伸缩缸4142的设置可方便根据需求调整伸缩行程以调整压紧力;挡水环组件4143不仅能压紧工件9,还可挡住加工时喷出的冷却水或冷却液,防止钻磨头4131高速钻磨时所使用的冷却水飞溅,保证加工环境的干净简洁。
78.升降伸缩缸4142为双向作用的气缸或液压缸,优选为气缸;由于工件9的厚度较小,因此升降伸缩缸4142的行程可为短行程(行程小于
±
50mm);当然,根据所需加工的工件9的厚度不同,可选用不同形成的升降伸缩缸4142。
79.更优地,压紧装置414还包括支座4146,横架4141的两端均可拆卸地安装有支座4146,支座4146可拆卸地安装在钻磨装置413的龙门架4132的侧板上。支座4146为l形结构,其一边通过螺栓等固定件可拆卸地固定在龙门架4132的侧板上,另一边与横架4141通过螺栓等固定件可拆卸连接。设置支座4146可方便横架4141的装卸。
80.更优地,压紧装置414还包括位置调节件4144,升降伸缩缸4142安装在位置调节件4144上,位置调节件4144可拆卸地安装在横架4141上以调节升降伸缩缸4142的位置。位置调节件4144可拆卸地安装在横架4141上,当位置调节件4144固定在横架4141上的位置不同时,安装在位置调节件4144下端的升降伸缩缸4142的位置也不相同。位置调节件4144具体可为调节螺栓,在横架4141上设有多个螺纹孔,调节螺栓拧入至某个螺纹孔后,再将升降伸缩缸4142固定在调节螺栓的下端,从而将升降伸缩缸4142固定在某一位置。升降伸缩缸4142的位置可调,以适应不同加工需求。
81.进一步地,所述压紧装置414还包括压板4145,所述压板4145安装在所述升降伸缩缸4142的输出端,所述压板4145上可拆卸地安装有多个所述挡水环组件4143;
82.所述挡水环组件4143包括回形组合体41431、压簧41432和挡水环体41433,所述回形组合体41431安装在所述压板4145上,所述挡水环体41433的外壁设置有向外延伸的第一凸环414331,所述第一凸环414331位于所述回形组合体41431内,所述压簧41432的两端分别抵于所述回形组合体41431的内顶面和所述第一凸环414331的上表面。
83.压板4145为板状结构,其与升降伸缩缸4142的输出端相互垂直;在压板4145上设有多个挡水环组件4143,可增加对工件9的压紧作用点,提高对工件9的压紧力;多个挡水环组件4143均匀分布还可平衡压紧力,使工件9受力更加均匀。挡水环体41433可拆卸地安装在压板4145上,方便装卸,方便根据需求调整挡水环组件4143的数量、位置等。
84.挡水环体41433整体为圆柱体形状,在其外壁设有第一凸环414331,第一凸环414331的外径大于挡水环体41433主体的外径;第一凸环414331位于回形组合体41431内,即位于回形组合体41431的上端和下端之间;压簧41432的上端抵于回形组合体41431的内顶面,压簧41432的下端抵于第一凸环414331的上表面;挡水环体41433可相对回形组合体41431升降。压紧工件9的过程为:输送装置412将工件9输送至钻磨装置413和压紧装置414正下方,升降伸缩缸4142的输出端伸展,带动压板4145以及安装在压板4145上的挡水环组件4143下降;下降到一定高度时,挡水环体41433的下端面抵住工件9的下表面,压板4145、回形组合体41431继续下降,但挡水环体41433在工件9的作用下不再下降;此时,回形组合体41431的内顶面和第一凸环414331挤压压簧41432使压簧41432收缩;压簧41432的作用使挡水环体41433压紧工件9。升降伸缩缸4142的输出端收缩,带动压板4145以及安装在压板
4145上的挡水环组件4143上升,挡水环体41433不再抵住工件9,同时由于压簧41432自身恢复原状的弹力,使挡水环体41433相对回形组合体41431下降,以恢复至初始状态。挡水环组件4143如此设置,使挡水环体41433在压紧工件9的过程中有一个缓冲压紧的过程,避免作用在工件9上的力突然增大,造成工件9破裂;同时在松开工件9过程中也是逐渐减少压紧力,压紧和松开过程都较为柔和。另一方面,挡水环体41433在不压紧工件9的状态下能自动恢复初始状态。
85.进一步地,所述回形组合体41431包括上盖板414311、支板414312和下盖板414313,所述上盖板414311可拆卸地安装在所述压板4145的上端面,所述支板414312的上下两端分别与所述上盖板414311和所述下盖板414313连接,且所述支板414312和所述挡水环体41433均位于所述压板4145开设的安装通孔41451内;
86.所述挡水环体41433开设有供所述钻磨头4131穿过的贯穿通孔414333。
87.回形组合体41431由三部分组成:上盖板414311、支板414312和下盖板414313,上盖板414311和下盖板414313为环形板状结构,压板4145开设有安装通孔41451,上盖板414311通过螺栓等固定件固定在压板4145的上表面,且上盖板414311的中空区域与安装通孔41451相连通,支板414312为中空的圆柱体结构,支板414312位于安装通孔41451内,支板414312的上端与上盖板414311连接固定,支板414312的下端与下盖板414313连接固定,支板414312远离上盖板414311和下盖板414313的内环。挡水环体41433位于回形组合体41431内部的中空区域,第一凸环414331位于上盖板414311与下盖板414313之间,压簧41432上下两端分别抵于上盖板414311和第一凸环414331。回形组合体41431如此设置,可使挡水环体41433可活动地安装在回形组合体41431内,且安装稳固,压簧41432不易脱落。
88.挡水环体41433的外壁设置有向外延伸的第二凸环414332,下盖板414313位于第一凸环414331和所述第二凸环414332之间。第二凸环414332与第一凸环414331类似,外径同样大于挡水环体41433的主体的外径;第二凸环414332位于下盖板414313的正下方;因此第一凸环414331位于上盖板414311和下盖板414313之间,下盖板414313位于第一凸环414331和第二凸环414332之间。在压紧工件过程中,压至极限位置时,下盖板414313的下端面抵于第二凸环414332的上端面,第二凸环414332限制住下盖板414313持续下降。设置第二凸环414332可在压紧过程中避免整个挡水环体41433挤入至回形组合体41431内,从而造成无法在压簧41432的作用下恢复至初始状态。
89.挡水环体41433为中空的圆柱体结构,中间开有贯穿上下端面的贯穿通孔414333,贯穿通孔414333的孔径大于钻磨头4131的最大直径;在挡水环体41433压紧工件9后,钻磨头4131可穿过贯穿通孔414333对工件9进行加工。挡水环体41433开设贯穿通孔414333,可以使其对工件9的钻磨位置环绕型压紧,进一步提高工件9在加工过程中的稳定性,同时大大减轻钻磨头4131高速旋转造成工件9内部的振动波的传输强度,减少了多个钻磨位置之间的相互影响,保证钻磨质量。
90.以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1