10Cr13Co13Mo5Ni3W1VE超高强度不锈钢制件双重回火处理工艺方法
10cr13co13mo5ni3w1ve超高强度不锈钢制件双重回火处理工艺方法
技术领域
1.本发明属于金属热处理工艺技术领域,尤其涉及一种10cr13co13mo5ni3w1ve新型超高强度不锈钢制件双重回火处理方法。
背景技术:
2.先进飞机用防护壳体采用高可靠性和高生存力设计。对材料及相应的零件制造技术提出更高要求。要求强度σ
b
≥1950mpa,冲击韧性a
ku
≥60j/cm2,良好的耐海水腐蚀性能。
3.为保证超高强度不锈钢制件获得超高强度和高的冲击韧性,需采用双重回火热处理工艺对制件进行热处理。目前国内外没有该10cr13co13mo5ni3w1ve超高强度不锈钢双重回火处理工艺方法。
技术实现要素:
4.为了解决上述已有技术存在的不足,本发明提出一种拉伸强度不低于1950mpa,冲击韧性不低于60j/cm2的超高强度钢制件的双重回火处理工艺方法,本发明的具体技术方案如下:
5.10cr13co13mo5ni3w1ve超高强度不锈钢制件双重回火处理工艺方法,包括以下步骤:
6.s1:淬火加热;
7.s1
‑
1:加热;10cr13co13mo5ni3w1ve新型超高强度不锈钢制件采用空气炉加热或真空炉加热,加热温度为1080℃
±
10℃;
8.s1
‑
2:保温;在1080℃
±
10℃时,根据不锈钢制件的截面尺寸确定保温时间;
9.s2:淬火冷却;不锈钢制件淬火采用油冷,淬火时油温为20℃~65℃;
10.s3:冰冷处理;不锈钢制件淬火后8h内冷到室温后进行冷处理,冷处理温度为
ꢀ‑
70℃~
‑
73℃,保温时间为t,冷处理后空气中回温至室温;
11.s4:双重回火或一重回火;
12.s4
‑
1:第一次回火:经步骤s3冰冷处理后4h内进行回火,不锈钢制件在540℃~ 550℃
±
3℃,保温4h,空冷;
13.s4
‑
2:冷处理,在
‑
70℃~
‑
73℃,保温2h,空气中回温至室温;
14.s4
‑
3:第二次回火:不锈钢制件在560℃
±
3℃,保温4h,空冷处理。
15.进一步地,所述步骤s1
‑
1中加热采用真空炉加热,真空度为1.33pa~13.3pa。
16.进一步地,所述步骤s1
‑
2中,截面尺寸与保温时间的关系为:
17.截面尺寸≤490.87mm2,保温时间60min;494.81mm2<截面尺寸≤1134.11mm2,保温时间75min;
18.1140.09mm2<截面尺寸≤2042.82mm2,保温时间90min;2050.84mm2<截面尺寸≤3216.99mm2,保温时间105min;
19.3227.05mm2<截面尺寸≤4656.63mm2,保温时间120min;4668.73mm2<截面尺寸≤6221.14mm2,保温时间135min;
20.6235.13mm2<截面尺寸≤8171.28mm2,保温时间150min;8187.31mm2<截面尺寸≤10207.03mm2,保温时间165min;
21.10224.95mm2<截面尺寸≤12667.69mm2,保温时间180min;12687.64mm2<截面尺寸≤32365.47mm2,保温时间210min;
22.进一步地,所述步骤s1
‑
2中,截面直径>203.0mm时,截面直径每增加76mm,保温时间在210min的基础上增加30min,截面直径增加不足76mm,按76mm计算。
23.进一步地,所述步骤s3中,冷处理保温时间t=60min+(1~2)min/mm* 条件厚度,其中,条件厚度为实际厚度乘以制件形状系数。
24.进一步地,所述步骤s4中,一重回火即在190℃保温2h~4h,去应力回火。
25.进一步地,经所述方法处理后的10cr13co13mo5ni3w1ve超高强度不锈钢制件,拉伸强度不低于1950mpa,冲击韧性不低于60j/cm2。
26.本发明的有益效果在于:采取本发明方法热处理的10cr13co13mo5ni3w1ve新型超高强度不锈钢制件获得了拉伸强度不低于1950mpa,冲击韧性不低于60j/cm2。
具体实施方式
27.为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合具体实施方式对本发明进行进一步的详细描述。需要说明的是,在不冲突的情况下,本发明的实施例及实施例中的特征可以相互组合。
28.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用其他不同于在此描述的其他方式来实施,因此,本发明的保护范围并不受下面公开的具体实施例的限制。
29.10cr13co13mo5ni3w1ve新型超高强度不锈钢制件热处理工艺方法,步骤s1
‑
1 中,形状复杂及截面尺寸相差较大的新型超高强度不锈钢制件加热之前,应在 600℃~650℃预热1h~3h。
30.为了方便理解本发明的上述技术方案,以下通过具体实施例对本发明的上述技术方案进行详细说明。
31.实施例1
32.s1:淬火加热;
33.s1
‑
1:加热;10cr13co13mo5ni3w1ve新型超高强度不锈钢制件加热温度采用1080℃
±
10℃;
34.s1
‑
2:保温;淬火保温时间为1h。
35.s2:淬火冷却;不锈钢制件淬火采用油冷;淬火时油温为22℃。
36.s3:冰冷处理;冷处理与淬火间隔时间为6h,冷处理温度
‑
72℃,保温2h,冷处理后空气中回温至室温。
37.s4:双重回火;制件经冷处理后进行双重回火处理,时间间隔为4h。
38.第一次回火:540℃,保温4h,空冷;
39.在
‑
72℃冷处理,保温2h;
40.第二次回火:空气中回温+560℃,保温4h,空冷;
41.测定的拉伸强度σ
b
为1955mpa,冲击韧性a
ku
为68.0j/cm2。
42.实施例2
43.s1:淬火加热;
44.s1
‑
1:加热;10cr13co13mo5ni3w1ve新型超高强度不锈钢制件加热温度采用1080℃
±
10℃;
45.s1
‑
2:保温;淬火保温时间为1h。
46.s2:淬火冷却;不锈钢制件淬火采用油冷;淬火时油温为21℃。
47.s3:冰冷处理;冷处理与淬火间隔时间为7h,冷处理温度
‑
71℃,保温2h,冷处理后空气中回温至室温。
48.s4:双重回火;制件经冷处理后进行双重回火处理,时间间隔为4h。
49.第一次回火:542℃,保温4h,空冷;
50.在
‑
71℃冷处理,保温2h;
51.第二次回火:空气中回温+560℃,保温4h,空冷;
52.测定的拉伸强度σ
b
为1953mpa,冲击韧性a
ku
为65.0j/cm2。
53.实施例3
54.s1:淬火加热;
55.s1
‑
1:加热;10cr13co13mo5ni3w1ve新型超高强度不锈钢制件加热温度采用1080℃
±
10℃;
56.s1
‑
2:保温;淬火保温时间为1h。
57.s2:淬火冷却;不锈钢制件淬火采用油冷;淬火时油温为23℃。
58.s3:冰冷处理;冷处理与淬火间隔时间为5h。冷处理温度
‑
73℃,保温2h,冷处理后空气中回温至室温。
59.s4:双重回火;制件经冷处理后进行双重回火处理,时间间隔为4h。
60.第一次回火:545℃,4h,空冷;
61.在
‑
73℃冷处理,保温2h;
62.第二次回火:空气中回温+560℃,保温4h,空冷;
63.测定的拉伸强度σ
b
为1952mpa,冲击韧性a
ku
为65.0j/cm2。
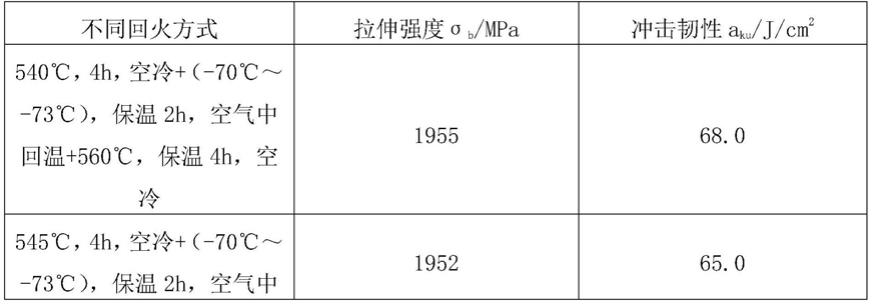
64.表1给出了10cr13co13mo5ni3w1ve超高强度不锈钢采用不同双重回火处理工艺后的力学性能和只进行一次回火处理力学性能对比。结果表明,10cr13co13mo5ni3w1ve 超高强度不锈钢采用540℃~545℃,保温4h,空冷;在
‑
70℃~
‑
73℃,保温2h,空气中回温+560℃,保温4h,空冷双重回火处理后的拉伸强度和冲击韧性更好,经双重回火处理的拉伸强度和冲击韧性优于一次回火处理的性能。
65.表2 10cr13co13mo5ni3w1ve超高强度不锈钢不同双重回火处理后的力学性能
[0066][0067][0068]
通过回火,冰冷,再回火减少组织中残余奥氏体,回火过程中残余奥氏体易分解成脆性相,从而降低材料的韧性,马氏体板条本身没变化。综上所述,采用本发明方法,能够获得拉伸强度不低于1950mpa,冲击韧性不低于60j/cm2,具有良好综合性能的10cr13co13mo5ni3w1ve新型超高强度不锈钢制件。
[0069]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1