一种外圆磨床工件软拨装置的制作方法
1.本发明涉及磨床技术领域,具体涉及外圆磨床工件软拨装置。
背景技术:
2.外圆磨床是加工工件圆柱形、圆锥形或其他形状素线展成的外表面和轴肩端面的磨床;使用最广泛,能加工各种圆柱形圆锥形外表面及轴肩端面磨床;在所有的磨床中,外圆磨床是应用得最广泛的一类机床,它一般是由基础部分的铸铁床身、工作台、支撑并带动工件旋转的头架、尾座、安装磨削砂轮的砂轮架、控制磨削工件尺寸的横向进给机构、控制机床运动部件动作的电器和液压装置等主要部件组成。
3.现有的外圆磨床工件软拨装置无法对工件进行多点位拨动,且同时保障工件各个方向均匀受力,无法提高杆状工件的旋转精度和保障磨削质量,无法对不同尺寸大小的杆状工件进行高精度旋转,易对工件表面造成磨损刮蹭,无法对工件两端进行均衡限位扶持。
技术实现要素:
4.为解决上述技术问题,本发明提供一种外圆磨床工件软拨装置,解决了现有的外圆磨床工件软拨装置无法对工件进行多点位拨动,且同时保障工件各个方向均匀受力,无法提高杆状工件的旋转精度和保障磨削质量,无法对不同尺寸大小的杆状工件进行高精度旋转,易对工件表面造成磨损刮蹭,无法对工件两端进行均衡限位扶持的问题。
5.为实现以上目的,本发明通过以下技术方案予以实现:外圆磨床工件软拨装置,包括电机,所述电机的前端表面中间位置安装有齿轮杆,所述齿轮杆远离电机的一侧安装有转齿环,所述转齿环的前端安装有组装杆,所述组装杆的前端安装有软拨机构,所述软拨机构的两侧对称安装有辅位组件,所述软拨机构的内侧中间位置安装有杆状工件;
6.所述软拨机构包括脖颈环,所述脖颈环的两侧表面均固定安装有定位体,所述脖颈环的四周表面呈圆形阵列开设有卡装腔,所述卡装腔的内侧壁表面固定连接有壁齿,所述定位体的一侧固定连接有转挡块;
7.所述辅位组件包括环块组件,所述环块组件的内侧壁表面中间位置开设有内贴槽,所述环块组件的表面边侧中间位置安装有伸缩杆,所述伸缩杆远离环块组件的一端安装有脚块,所述脚块的内部中间位置贯穿安装有插销条。
8.优选的,所述脖颈环的两侧表面均活动安装有定位杆,所述脖颈环的两侧表面均活动安装有弧条板,所述弧条板远离脖颈环的一端穿插安装有横连杆,所述弧条板的靠近脖颈环的一端固定连接有转角板,所述转角板远离弧条板的一端表面贯穿开设有五边孔。
9.优选的,所述五边孔的内侧安装有五边杆,所述五边杆通过五边孔与转角板插放安装,所述转角板与定位体相对应配合,所述弧条板与转挡块相对应配合,所述弧条板通过定位杆与脖颈环旋转安装。
10.优选的,所述卡装腔的内侧活动安装有拨片板件,所述拨片板件的一端表面开设有曲面槽,所述拨片板件的内部等距离贯穿开设有定位孔,所述拨片板件的内侧壁表面等
距离固定连接有倒钩齿,所述拨片板件的内侧壁表面等距离固定连接有紧条齿。
11.优选的,所述紧条齿通过拨片板件与五边杆配合安装,所述拨片板件通过卡装腔与脖颈环活动安装,且拨片板件通过壁齿和倒钩齿配合与脖颈环啮合安装,所述拨片板件通过定位孔和横连杆配合与弧条板组合安装。
12.优选的,所述拨片板件包括拱形拨片,所述拱形拨片的内部中间位置安装有橡胶条,所述拱形拨片的内部靠近下侧开设有第一吸附腔,所述拱形拨片的内部靠近上侧开设有第二吸附腔,所述拱形拨片通过曲面槽与杆状工件的表面相贴合设置,通过定位孔和横连杆配合将拨片板件与弧条板组合安装,可利用拨片板件的内部等距离开设的定位孔,调节拨片板件整体位于卡装腔内侧的安装深度,且经由壁齿和倒钩齿配合将拨片板件与脖颈环啮合安装,使得软拨机构可对不同尺寸大小的杆状工件进行高精度旋转的同时,有效避免拨片板件与杆状工件表面的接触面松弛与晃动。
13.优选的,所述环块组件包括截块环,所述截块环的表面固定连接有卡位壁,所述卡位壁的内侧限位安装有转球珠,所述转球珠的表面与伸缩杆相固定连接有,所述截块环的内部开设有滑腔,所述滑腔的内侧活动安装有卡板片。
14.优选的,所述卡板片的上下两端表面均开设有卡口,所述截块环的内部固定连接有限位条,所述卡板片通过限位条和滑腔配合与截块环滑动安装,所述伸缩杆通过转球珠和卡位壁配合与截块环活动铰连接。
15.优选的,所述截块环的内侧贯穿安装有钢绞线,所述钢绞线的两端活动安装有收紧环,所述杆状工件的表面套设安装有胶环条,所述胶环条通过内贴槽与截块环相对应配合,所述钢绞线通过卡口与卡板片的上端相对应配合,所述卡板片通过钢绞线和截块环配合与胶环条卡固安装,所述胶环条位于内贴槽的一侧为金属材料制成,而胶环条与杆状工件相接触的一侧为橡胶材料制成,通过胶环条套设安装在杆状工件的两端,调整伸缩杆的整体长度,使伸缩杆靠近脖颈环的一端绕插销条旋转,使得截块环表面开设的内贴槽对应胶环条紧贴在杆状工件的表面,而后将钢绞线贯穿截块环,通过收紧环对钢绞线两端的收紧,使截块环呈三角状借助胶环条贴附安装在杆状工件表面。
16.本发明提供了一种外圆磨床工件软拨装置。具备以下有益效果:
17.1、该外圆磨床工件软拨装置,通过装置与外圆磨床配合使用,通过启动电机,经由齿轮杆和转齿环之间的啮合传动,通过组装杆带动软拨机构整体逆时针旋转,使得安装在卡装腔内侧的拨片板件拨动杆状工件转动,利用曲面槽增大拨片板件端部与杆状工件表面有效接触面积的同时,利用拨片板件跟随卡装腔呈圆形阵列分布在杆状工件的四周,实现软拨机构对杆状工件的多点位拨动,且使得杆状工件表面各个方向受力均匀,且使得装置与杆状工件的表面产生相切的推力,不损伤杆状工件表面的同时,提高杆状工件的旋转精度和被磨削质量。
18.2、该外圆磨床工件软拨装置,通过转角板与定位体相对应配合,通过定位孔和横连杆配合将拨片板件与弧条板组合安装,可利用拨片板件的内部等距离开设的定位孔,调节拨片板件整体位于卡装腔内侧的安装深度,且经由壁齿和倒钩齿配合将拨片板件与脖颈环啮合安装,使得软拨机构可对不同尺寸大小的杆状工件进行高精度旋转的同时,有效避免拨片板件与杆状工件表面的接触面松弛与晃动,保障杆状工件表面各个方向的均衡受力。
19.3、该外圆磨床工件软拨装置,通过绕定位杆旋转弧条板和转角板,扩大弧条板与脖颈环边侧夹角的同时,将转角板的下端转向脖颈环的内侧,然后将五边杆对应五边孔插入脖颈环两侧的转角板上,此时,五边杆与紧条齿相卡固配合,有效对拨片板件位于卡装腔内侧的位置进行二次定位,避免操作人员的不慎触碰造成拱形拨片端部与杆状工件表面的非紧密贴合安装,在拱形拨片对杆状工件表面进行贴合拨动的同时,通过橡胶条增大接触面之间的摩擦力,避免长期使用造成的曲面槽部位磨损而出现局部打滑现象,通过第一吸附腔和第二吸附腔与杆状工件表面贴合,可对接触面引摩擦生热而产生的部分热气流进行引流疏散。
20.4、该外圆磨床工件软拨装置,通过胶环条套设安装在杆状工件的两端,调整伸缩杆的整体长度,使伸缩杆靠近脖颈环的一端绕插销条旋转,使得截块环表面开设的内贴槽对应胶环条紧贴在杆状工件的表面,而后将钢绞线贯穿截块环,通过收紧环对钢绞线两端的收紧,使截块环呈三角状借助胶环条贴附安装在杆状工件表面,通过上述操作,实现辅位组件对杆状工件两端表面的均衡限位扶持,防止装置对工件拨动过程中,出现工件两端抖动的现象,避免外圆磨床对工件加工时造成表面磨偏现象发生。
21.5、该外圆磨床工件软拨装置,通过转球珠和卡位壁配合将伸缩杆与截块环活动铰连接,使得伸缩杆的尾端可绕插销条旋转调节靠近杆状工件倾斜角度的同时,保障伸缩杆前端的转球珠在卡位壁的内侧被限位的同时,可自由转动,由此可增加截块环整体的调节灵活度,可根据杆状工件的具体尺寸大小套设上对应型号胶环条的同时,使得辅位组件的整体可对不同尺寸大小的工件进行水平限位,同时,通过收紧钢绞线带动卡板片在滑腔的内侧向下滑动并卡固于胶环条的表面,有效避免辅位组件对于胶环条贴合限位时发生脱轨而对杆状工件表面造成刮蹭磨损。
附图说明
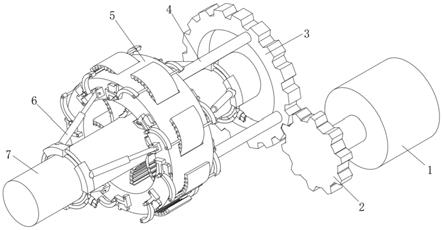
22.图1为本发明一种外圆磨床工件软拨装置的外部结构示意图;
23.图2为本发明辅位组件的局部结构示意图;
24.图3为本发明环块组件的局部结构示意图;
25.图4为本发明软拨机构的局部结构示意图;
26.图5为本发明拨片板件的结构示意图;
27.图6为本发明拱形拨片的局部结构示意图。
28.图中:1、电机;2、齿轮杆;3、转齿环;4、组装杆;5、软拨机构;501、脖颈环;502、定位体;503、卡装腔;504、壁齿;505、转挡块;506、定位杆;507、弧条板;508、横连杆;509、转角板;510、五边孔;511、五边杆;512、拨片板件;5121、拱形拨片;5122、第一吸附腔;5123、第二吸附腔;513、曲面槽;514、定位孔;515、倒钩齿;516、紧条齿;517、橡胶条;6、辅位组件;61、环块组件;611、截块环;612、卡位壁;613、转球珠;614、滑腔;615、卡板片;616、限位条;62、内贴槽;63、伸缩杆;64、脚块;65、插销条;66、钢绞线;67、收紧环;68、胶环条;7、杆状工件。
具体实施方式
29.下面结合附图和具体实施方式对本发明作进一步详细的说明。本发明的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多
修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
30.实施例1
31.如图1-图6所示,本发明提供一种技术方案:包括电机1,电机1的前端表面中间位置安装有齿轮杆2,齿轮杆2远离电机1的一侧安装有转齿环3,转齿环3的前端安装有组装杆4,组装杆4的前端安装有软拨机构5,软拨机构5的两侧对称安装有辅位组件6,软拨机构5的内侧中间位置安装有杆状工件7;软拨机构5包括脖颈环501,脖颈环501的两侧表面均固定安装有定位体502,脖颈环501的四周表面呈圆形阵列开设有卡装腔503,卡装腔503的内侧壁表面固定连接有壁齿504,定位体502的一侧固定连接有转挡块505;脖颈环501的两侧表面均活动安装有定位杆506,脖颈环501的两侧表面均活动安装有弧条板507,弧条板507远离脖颈环501的一端穿插安装有横连杆508,弧条板507的靠近脖颈环501的一端固定连接有转角板509,转角板509远离弧条板507的一端表面贯穿开设有五边孔510;五边孔510的内侧安装有五边杆511,五边杆511通过五边孔510与转角板509插放安装,转角板509与定位体502相对应配合,弧条板507与转挡块505相对应配合,弧条板507通过定位杆506与脖颈环501旋转安装;卡装腔503的内侧活动安装有拨片板件512,拨片板件512的一端表面开设有曲面槽513,拨片板件512的内部等距离贯穿开设有定位孔514,拨片板件512的内侧壁表面等距离固定连接有倒钩齿515,拨片板件512的内侧壁表面等距离固定连接有紧条齿516;紧条齿516通过拨片板件512与五边杆511配合安装,拨片板件512通过卡装腔503与脖颈环501活动安装,且拨片板件512通过壁齿504和倒钩齿515配合与脖颈环501啮合安装,拨片板件512通过定位孔514和横连杆508配合与弧条板507组合安装;拨片板件512包括拱形拨片5121,拱形拨片5121的内部中间位置安装有橡胶条517,拱形拨片5121的内部靠近下侧开设有第一吸附腔5122,拱形拨片5121的内部靠近上侧开设有第二吸附腔5123,拱形拨片5121通过曲面槽513与杆状工件7的表面相贴合设置。
32.使用时,通过装置与外圆磨床配合使用,通过启动电机1,经由齿轮杆2和转齿环3之间的啮合传动,通过组装杆4带动软拨机构5整体逆时针旋转,使得安装在卡装腔503内侧的拨片板件512拨动杆状工件7转动,利用曲面槽513增大拨片板件512端部与杆状工件7表面有效接触面积的同时,利用拨片板件512跟随卡装腔503呈圆形阵列分布在杆状工件7的四周,实现软拨机构5对杆状工件7的多点位拨动,且使得杆状工件7表面各个方向受力均匀,且使得装置与杆状工件7的表面产生相切的推力,不损伤杆状工件7表面的同时,提高杆状工件7的旋转精度和被磨削质量;
33.通过转角板509与定位体502相对应配合,通过定位孔514和横连杆508配合将拨片板件512与弧条板507组合安装,可利用拨片板件512的内部等距离开设的定位孔514,调节拨片板件512整体位于卡装腔503内侧的安装深度,且经由壁齿504和倒钩齿515配合将拨片板件512与脖颈环501啮合安装,使得软拨机构5可对不同尺寸大小的杆状工件7进行高精度旋转的同时,有效避免拨片板件512与杆状工件7表面的接触面松弛与晃动,保障杆状工件7表面各个方向的均衡受力;
34.通过绕定位杆506旋转弧条板507和转角板509,扩大弧条板507与脖颈环501边侧夹角的同时,将转角板509的下端转向脖颈环501的内侧,然后将五边杆511对应五边孔510
插入脖颈环501两侧的转角板509上,此时,五边杆511与紧条齿516相卡固配合,有效对拨片板件512位于卡装腔503内侧的位置进行二次定位,避免操作人员的不慎触碰造成拱形拨片5121端部与杆状工件7表面的非紧密贴合安装,在拱形拨片5121对杆状工件7表面进行贴合拨动的同时,通过橡胶条517增大接触面之间的摩擦力,避免长期使用造成的曲面槽513部位磨损而出现局部打滑现象,通过第一吸附腔5122和第二吸附腔5123与杆状工件7表面贴合,可对接触面引摩擦生热而产生的部分热气流进行引流疏散。
35.实施例2
36.如图2-图3所示,辅位组件6包括环块组件61,环块组件61的内侧壁表面中间位置开设有内贴槽62,环块组件61的表面边侧中间位置安装有伸缩杆63,伸缩杆63远离环块组件61的一端安装有脚块64,脚块64的内部中间位置贯穿安装有插销条65;环块组件61包括截块环611,截块环611的表面固定连接有卡位壁612,卡位壁612的内侧限位安装有转球珠613,转球珠613的表面与伸缩杆63相固定连接有,截块环611的内部开设有滑腔614,滑腔614的内侧活动安装有卡板片615;卡板片615的上下两端表面均开设有卡口,截块环611的内部固定连接有限位条616,卡板片615通过限位条616和滑腔614配合与截块环611滑动安装,伸缩杆63通过转球珠613和卡位壁612配合与截块环611活动铰连接;截块环611的内侧贯穿安装有钢绞线66,钢绞线66的两端活动安装有收紧环67,杆状工件7的表面套设安装有胶环条68,胶环条68通过内贴槽62与截块环611相对应配合,钢绞线66通过卡口与卡板片615的上端相对应配合,卡板片615通过钢绞线66和截块环611配合与胶环条68卡固安装,胶环条68位于内贴槽62的一侧为金属材料制成,而胶环条68与杆状工件7相接触的一侧为橡胶材料制成。
37.使用时,通过胶环条68套设安装在杆状工件7的两端,调整伸缩杆63的整体长度,使伸缩杆63靠近脖颈环501的一端绕插销条65旋转,使得截块环611表面开设的内贴槽62对应胶环条68紧贴在杆状工件7的表面,而后将钢绞线66贯穿截块环611,通过收紧环67对钢绞线66两端的收紧,使截块环611呈三角状借助胶环条68贴附安装在杆状工件7表面,通过上述操作,实现辅位组件6对杆状工件7两端表面的均衡限位扶持,防止装置对工件拨动过程中,出现工件两端抖动的现象,避免外圆磨床对工件加工时造成表面磨偏现象发生;
38.通过转球珠613和卡位壁612配合将伸缩杆63与截块环611活动铰连接,使得伸缩杆63的尾端可绕插销条65旋转调节靠近杆状工件7倾斜角度的同时,保障伸缩杆63前端的转球珠613在卡位壁612的内侧被限位的同时,可自由转动,由此可增加截块环611整体的调节灵活度,可根据杆状工件7的具体尺寸大小套设上对应型号胶环条68的同时,使得辅位组件6的整体可对不同尺寸大小的工件进行水平限位,同时,通过收紧钢绞线66带动卡板片615在滑腔614的内侧向下滑动并卡固于胶环条68的表面,有效避免辅位组件6对于胶环条68贴合限位时发生脱轨而对杆状工件7表面造成刮蹭磨损。
39.显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域及相关领域的普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都应属于本发明保护的范围。本发明中未具体描述和解释说明的结构、装置以及操作方法,如无特别说明和限定,均按照本领域的常规手段进行实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1