一种注塑模具用脱模装置的制作方法
[0001]
本发明涉及脱模机械技术领域,尤其涉及一种注塑模具用脱模装置。
背景技术:
[0002]
注塑是一种工业上的产品生产塑型的方法,其主要用于橡胶塑料等产品的塑型制造,注塑是将原料热熔,然后注入注塑模具中,经过加压进行塑型,产品塑型后,通过脱模工具将去取出,目前的注塑模具的脱模设备基本采用夹取的方式,对塑型产品进行脱模操作,因刚塑型的产品温度普遍较高,且其硬度较低,在夹取时容易导致塑型产品的变形,为了解决这个问题,我们提出一种注塑模具用脱模装置。
技术实现要素:
[0003]
本发明提出的一种注塑模具用脱模装置,解决了目前的脱模工具通过夹取的方式进行脱模时,因塑型产品的温度普遍较高,且其硬度较低,使得夹取容易导致塑型产品变形的问题。
[0004]
为了实现上述目的,本发明采用了如下技术方案:
[0005]
一种注塑模具用脱模装置,包括脱模底座,所述脱模底座顶端中心位置固定安装有限位柱,且所述限位柱外部套接有挤压弹簧,所述挤压弹簧底端与脱模底座顶端固定连接,且所述挤压弹簧顶端固定安装有挤压板,所述挤压板两侧均设置有支撑板,且所述支撑板与脱模底座固定连接,所述支撑板上端一侧固定安装有挡板,且所述挡板顶端固定安装有二氧化碳喷头,所述脱模底座顶端一侧固定安装有推杆电机,且所述推杆电机呈竖直设置,所述推杆电机的推杆一侧固定安装有横杆,且所述横杆一端固定安装有转动电机,所述转动电机的输出轴固定安装有螺纹杆,且所述螺纹杆两端均螺纹安装有夹板,所述夹板设置于挡板上方,且所述夹板一侧固定安装有限位滑块,所述横杆一侧开设有限位滑槽,且所述限位滑槽与限位滑块滑动安装,所述横杆远离转动电机的一端固定安装有二氧化碳存储罐,且所述二氧化碳存储罐与二氧化碳喷头通过管道固定连接,所述脱模底座顶端一侧固定安装有plc控制器。
[0006]
优选的,所述二氧化碳喷头呈扁平式设计,且设置有多个喷射口。
[0007]
优选的,所述螺纹杆两端均设置有支撑杆,所述螺纹杆两端均与支撑杆转动连接,且所述支撑杆另一端与横杆固定连接。
[0008]
优选的,所述螺纹杆两端螺纹的旋转方向互为相反方向。
[0009]
优选的,所述二氧化碳存储罐与二氧化碳喷头连接的软管一端设置有电磁阀,且电磁阀通过导线与plc控制器电性连接。
[0010]
优选的,所述plc控制器通过导线与推杆电机和转动电机均电性连接。
[0011]
本发明的有益效果为:
[0012]
1、注塑模具经过加压塑型后,放置在挤压板顶端,通过挤压弹簧推动挤压板上移,推动注塑模具向挡板移动,使得注塑模具被夹紧固定,其夹紧固定较为简单便捷,达到了省
时省力的目的。
[0013]
2、当注塑模具被夹紧固定后,通过plc控制器打开电磁阀,使得二氧化碳存储罐中的二氧化碳从二氧化碳喷头喷出,可使得注塑模具中的塑型产品上端温度降低,同时硬度增强,避免了夹板夹取时,塑型产品发生变形的情况。
[0014]
3、塑型产品被夹板向上夹取,使得塑型产品与注塑模具脱离时,二氧化碳存储罐中的二氧化碳对上移的塑型产品进行降温,使得塑型产品能够更快的降温硬化成型。
[0015]
综上所述,该装置不仅便于塑型模具的夹紧固定,还能能避免夹取的脱模方式导致塑型产品变形,解决了目前的夹取脱模方式容易导致塑型产品变形的问题。
附图说明
[0016]
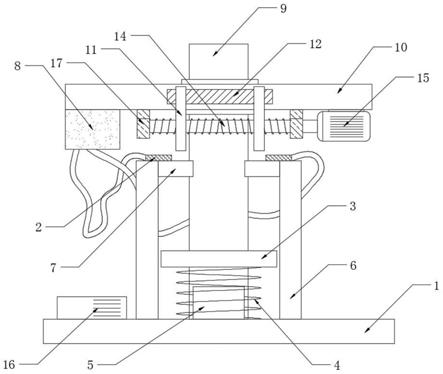
图1为本发明的结构示意图。
[0017]
图2为本发明的横杆与夹板的连接结构示意图。
[0018]
图3为本发明的二氧化碳喷头与挡板的侧视结构示意图。
[0019]
图中标号:1、脱模底座;2、二氧化碳喷头;3、挤压板;4、挤压弹簧;5、限位柱;6、支撑板;7、挡板;8、二氧化碳存储罐;9、推杆电机;10、横杆;11、夹板;12、限位滑槽;13、限位滑块;14、螺纹杆;15、转动电机;16、plc控制器;17、支撑杆。
具体实施方式
[0020]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
[0021]
参照图1-3,一种注塑模具用脱模装置,包括脱模底座1,脱模底座1顶端中心位置固定安装有限位柱5,且所述限位柱5外部套接有挤压弹簧4,所述挤压弹簧4底端与脱模底座1顶端固定连接,且所述挤压弹簧4顶端固定安装有挤压板3,所述挤压板3两侧均设置有支撑板6,且所述支撑板6与脱模底座1固定连接,所述支撑板6上端一侧固定安装有挡板7,且所述挡板7顶端固定安装有二氧化碳喷头2,所述脱模底座1顶端一侧固定安装有推杆电机9,且所述推杆电机9呈竖直设置,所述推杆电机9的推杆一侧固定安装有横杆10,且所述横杆10一端固定安装有转动电机15,所述转动电机15的输出轴固定安装有螺纹杆14,且所述螺纹杆14两端均螺纹安装有夹板11,所述夹板11设置于挡板7上方,且所述夹板11一侧固定安装有限位滑块13,所述横杆10一侧开设有限位滑槽12,且所述限位滑槽12与限位滑块13滑动安装,所述横杆10远离转动电机15的一端固定安装有二氧化碳存储罐8,且所述二氧化碳存储罐8与二氧化碳喷头2通过管道固定连接,所述脱模底座1顶端一侧固定安装有plc控制器16,所述二氧化碳喷头2呈扁平式设计,且设置有多个喷射口,所述螺纹杆14两端均设置有支撑杆17,所述螺纹杆14两端均与支撑杆17转动连接,且所述支撑杆17另一端与横杆10固定连接,所述螺纹杆14两端螺纹的旋转方向互为相反方向,所述二氧化碳存储罐8与二氧化碳喷头2连接的软管一端设置有电磁阀,且电磁阀通过导线与plc控制器16电性连接,所述plc控制器16通过导线与推杆电机9和转动电机15均电性连接。
[0022]
工作原理:首先将挤压板3向下移动,使得挤压弹簧4有一个回弹力,然后将加压塑型好的注塑模具放置在挤压板3顶端,通过挤压弹簧3的回弹力推动挤压板4上移,使得注塑模具被夹紧固定,然后通过plc控制器16打开电磁阀,使得二氧化碳存储罐8中的二氧化碳
从二氧化碳喷头2喷出,使得注塑模具中的塑型产品上端温度降低,且硬度增强,再通过plc控制器16启动转动电机15,转动电机15带动螺纹杆14转动,使得螺纹杆14两端的夹板11向中间位置移动,夹紧塑型产品的上端,然后plc控制器16控制推杆电机9带动横杆10上移,使得夹板11上移,夹板11上移即将夹紧的塑型产品从注塑模具中取出,同时在塑型产品脱模的过程中,二氧化碳依旧通过二氧化碳喷头2进行喷射,使得塑型产品在上移的过程中被冷却降温,使得塑型产品脱模后能够更快的降温硬化成型。
[0023]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1