一种泡沫铝结构件的制备方法及泡沫铝结构件与流程
1.本发明涉及材料技术领域,具体而言,涉及一种泡沫铝结构件的制备方法及泡沫铝结构件。
背景技术:
2.多孔泡沫金属材料是一种兼具功能和结构双重属性的新型工程材料,其包括钢、铝、镍等多种基体材料,其中泡沫铝的研制和应用较为广泛。泡沫铝作为结构材料具有轻质、高比强度的特点;其作为功能材料具有多孔、减振、阻尼、吸声、隔音、散热、吸收冲击能、电磁屏蔽等多种物理性能。和实体结构材料相比,泡沫铝具有一定的可压缩性,可以吸收冲击能量。因此泡沫铝是一种极具应用价值的抗冲击材料,在航空航天、汽车船舶、机械建筑和包装运输等防护减震领域得到了广泛的应用。
3.但泡沫铝的表面较为粗糙,其在存储运输或加工应用过程中极易产生碎屑,会发生掉渣的现象,影响泡沫铝部件的使用,人机性能较差。因此泡沫铝一般需要进行表面处理后使用。如公开号为cn111299549a的专利公开一种通过铸造工艺在泡沫铝表面包覆铝合金的制备方法,该方法生产工艺比较复杂,表面包覆铝合金后材料的重量增加,无法满足轻质化的应用需要,且结构强度还会受到影响。又如公开号为cn111215630a的专利公开一种泡沫铝夹芯板的制备方法,可以制得包括上、下两层增强铝基复合材料和泡沫铝芯层的复合板材,增强铝基复合材料会增加板材的重量,且板材形成尺寸受限,无法在不同的应用场景使用。
技术实现要素:
4.本发明解决的问题是如何改善泡沫铝的表面性能,满足其工业使用需要。
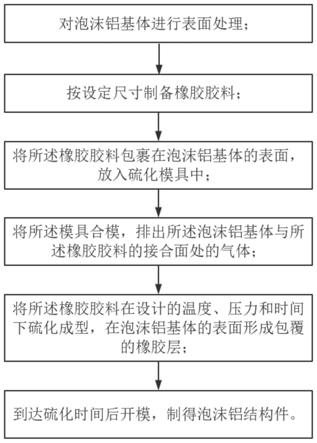
5.为解决上述问题,本发明提供一种泡沫铝结构件的制备方法,包括以下步骤:
6.对泡沫铝基体进行表面处理;
7.按设定尺寸制备橡胶胶料;
8.将所述橡胶胶料包裹在泡沫铝基体的表面,放入硫化模具中;
9.将所述模具合模,排出所述泡沫铝基体与所述橡胶胶料的接合面处的气体;
10.将所述橡胶胶料在设计的温度、压力和时间下硫化成型,在泡沫铝基体的表面形成包覆的橡胶层;
11.到达硫化时间后开模,制得泡沫铝结构件。
12.橡胶胶料的材料可以选用常用的橡胶材料,如天然橡胶、氯丁橡胶、丁苯橡胶、丁腈橡胶、乙丙橡胶、硅橡胶、顺丁橡胶、异戊橡胶等。泡沫铝基体可以选用开孔泡沫铝或闭孔泡沫铝。
13.硫化模具根据泡沫铝结构件的形状制备,模具使用前可以进行预热,优选地,模具的预热温度为60℃
‑
175℃。
14.进一步地,所述将所述模具合模,排出所述泡沫铝基体与所述橡胶胶料的接合面
处的气体的步骤中,通过开合模具或抽真空的方式进行排气。排气可以使橡胶胶料与泡沫铝基体表面贴合,橡胶硫化后与泡沫铝基体表面形成较强的连接。
15.进一步地,所述将所述橡胶胶料在设计的温度、压力和时间下硫化成型,在泡沫铝基体的表面形成包覆的橡胶层的步骤中,硫化成型的压力为1mpa
‑
8mpa,温度为145℃
‑
175℃,时间为10min
‑
45min。
16.压力可根据产品的结构尺寸在1mpa
‑
8mpa的范围中进行调整,提高压力可以提高橡胶与泡沫铝的连接强度,但压力不能超过泡沫铝的承压能力。橡胶胶料在模具中硫化,控制硫化成型参数促使橡胶层与泡沫铝基体形成强力连接,改善其表面性能。
17.进一步地,所述按设定尺寸制备橡胶胶料的步骤中,所述橡胶胶料的厚度为1.5mm
‑
10mm。可以对泡沫铝表面进行有效包覆,不易损坏。
18.进一步地,所述对泡沫铝基体进行表面处理的步骤包括:用清洁剂洗净泡沫铝基体表面,干燥后在所述泡沫铝基体的表面喷涂胶粘剂。
19.进一步地,所述对泡沫铝基体进行表面处理的步骤中,所述清洁剂为丙酮或酒精。
20.丙酮或酒精能洗去粘附在泡沫铝基体表面的粉尘、油污等污垢,减少污垢对橡胶与泡沫铝基体表面连接的影响。
21.进一步地,所述对泡沫铝基体进行表面处理的步骤中,所述胶粘剂为开姆洛克胶粘剂。开姆洛克胶粘剂硫化后可以增强橡胶层与泡沫铝基体之间粘接强度。
22.进一步地,所述对泡沫铝基体进行表面处理的步骤还包括,采用风干或烘干的方式使所述胶粘剂干燥,干燥温度为15℃
‑
80℃。
23.进一步地,胶粘剂的涂覆厚度与泡沫铝基体的孔隙率和橡胶胶料的厚度满足以下关系:
24.y=c
·
x
·
η
25.其中,x为橡胶胶料的厚度,y为胶粘剂的涂覆厚度,η为泡沫铝基体的孔隙率,c为补偿参数,0.1≤c≤0.3。
26.泡沫铝基体表面的孔隙率会影响其与橡胶层的连接强度,可以通过增加胶粘剂涂覆厚度以改善其包覆效果,根据上述公式确定胶粘剂的涂覆厚度,保证橡胶层不会脱落。公式中的补偿系数根据连接表面的尺寸确定,连接表面越大,则补偿系数越大。
27.本发明还提供一种泡沫铝结构件,由上述的制备方法制得。
28.与现有技术比较本发明的有益效果在于:
29.本发明泡沫铝结构件的制备方法通过硫化工艺在泡沫铝基体表面包覆橡胶层,结构件具有橡胶表面,使用时不会有碎渣掉落,改善了人机环境。该方法可以制备得到不同形状的泡沫铝结构件,制得的泡沫铝结构件可以直接进行工业应用,增加了泡沫铝材料的应用范围。本方法将固体橡胶胶料在泡沫铝基体的表面定位,可以保证橡胶层的包覆效果,在泡沫铝表面形成厚度均匀的橡胶层。
30.本发明泡沫铝结构件中橡胶层具有很好的缓冲性能,因此能够有效减小泡沫铝基体受到的冲击力,橡胶层还能将受到的冲击分散,减少局部受力,进而提升泡沫铝结构件的抗冲击性能。
附图说明
31.图1为本发明制备泡沫铝结构件的工艺流程图;
32.图2为本发明实施例1的泡沫铝结构件的内部结构图;
33.图3为本发明实施例2的泡沫铝结构件的内部结构图。
34.附图标记说明:
[0035]1‑
泡沫铝基体;2
‑
橡胶层。
具体实施方式
[0036]
为使本发明的上述目的、特征和优点能够更为明显易懂,下面结合附图对本发明的具体实施例做详细的说明。需要说明的是,以下各实施例仅用于说明本发明的实施方法和典型参数,而不用于限定本发明所述的参数范围,由此引申出的合理变化,仍处于本发明权利要求的保护范围内。
[0037]
实施例1
[0038]
一种泡沫铝结构件的制备方法,结合图1,包括以下步骤:
[0039]
步骤一,准备泡沫铝基体1,泡沫铝基体1为长方体,孔隙率为60%,将泡沫铝基体1的表面用丙酮洗净,置于60℃的烘箱中烘干,随后在泡沫铝基体1的表面喷涂开姆洛克胶粘剂,开姆洛克胶粘剂的涂覆厚度为0.6mm,置于60℃的烘箱中烘干。
[0040]
步骤二,按泡沫铝基体1的表面形状制备橡胶胶料,橡胶胶料的厚度为5mm。
[0041]
步骤三,将橡胶胶料包裹在泡沫铝基体1的表面,准备硫化模具,对模具进行预热,预热温度为150℃,将表面包裹橡胶胶料的泡沫铝基体1放入模具。
[0042]
步骤四,模具合模,抽真空排出泡沫铝基体1与橡胶胶料的接合面处的气体。
[0043]
步骤五,将模具进行加压至2mpa,保压升温至170℃进行硫化,保温保压20min。
[0044]
步骤六,到达硫化时间后开模,制得泡沫铝基体1表面包裹橡胶层2的泡沫铝结构件,泡沫铝结构件的形状如图2所示,可以直接进行工业上的应用,结构件具有橡胶表面,不会有碎渣掉落,具有很好的抗冲击性能。
[0045]
实施例2
[0046]
一种泡沫铝结构件的制备方法,包括以下步骤:
[0047]
步骤一,准备泡沫铝基体1,泡沫铝基体1为圆柱形,孔隙率为50%,将泡沫铝基体1的表面用丙酮洗净,置于45℃的烘箱中烘干,随后在泡沫铝基体1的表面喷涂开姆洛克胶粘剂,开姆洛克胶粘剂的涂覆厚度为0.45mm,置于60℃的烘箱中烘干。
[0048]
步骤二,按泡沫铝基体1的表面形状制备橡胶胶料,橡胶胶料的厚度为3mm。
[0049]
步骤三,将橡胶胶料包裹在泡沫铝基体1的表面,准备硫化模具,对模具进行预热,预热温度为70℃,将表面包裹橡胶胶料的泡沫铝基体1放入模具。
[0050]
步骤四,模具合模,抽真空排出泡沫铝基体1与橡胶胶料的接合面处的气体。
[0051]
步骤五,将模具进行加压至3mpa,保压升温至150℃进行硫化,保温保压15min。
[0052]
步骤六,到达硫化时间后开模,制得如图3所示的泡沫铝结构件,泡沫铝结构件的形状由泡沫铝基体1决定,其具有橡胶表面,改善了泡沫铝材料使用时的人机环境。
[0053]
实施例3
[0054]
一种泡沫铝结构件的制备方法,包括以下步骤:
[0055]
步骤一,准备泡沫铝基体1,泡沫铝基体1为梯形体,孔隙率为65%,将泡沫铝基体1的表面用酒精洗净,在常温下风干,随后在泡沫铝基体1的表面喷涂开姆洛克胶粘剂,开姆洛克胶粘剂的涂覆厚度为1.95mm,在常温下风干。
[0056]
步骤二,按泡沫铝基体1的表面形状制备橡胶胶料,橡胶胶料的厚度为10mm。
[0057]
步骤三,将橡胶胶料包裹在泡沫铝基体1的表面,准备硫化模具,对模具进行预热,预热温度为145℃,将表面包裹橡胶胶料的泡沫铝基体1放入模具。
[0058]
步骤四,开合模具排出泡沫铝基体1与橡胶胶料的接合面处的气体。
[0059]
步骤五,将模具进行加压至8mpa,保压升温至145℃进行硫化,保温保压10min。
[0060]
步骤六,到达硫化时间后开模,制得泡沫铝基体1表面包裹橡胶层2的泡沫铝结构件。
[0061]
实施例4
[0062]
一种泡沫铝结构件的制备方法,包括以下步骤:
[0063]
步骤一,准备泡沫铝基体1,泡沫铝基体1为六棱柱,孔隙率为40%,将泡沫铝基体1的表面用丙酮洗净,置于75℃的烘箱中烘干,随后在泡沫铝基体1的表面喷涂开姆洛克胶粘剂,开姆洛克胶粘剂的涂覆厚度为0.12mm,置于75℃的烘箱中烘干。
[0064]
步骤二,按泡沫铝基体1的表面形状制备橡胶胶料,橡胶胶料的厚度为1.5mm。
[0065]
步骤三,将橡胶胶料包裹在泡沫铝基体1的表面,准备硫化模具,对模具进行预热,预热温度为60℃,将表面包裹橡胶胶料的泡沫铝基体1放入模具。
[0066]
步骤四,模具合模,抽真空排出泡沫铝基体1与橡胶胶料的接合面处的气体。
[0067]
步骤五,将模具进行加压至1mpa,保压升温至145℃进行硫化,保温保压45min。
[0068]
步骤六,到达硫化时间后开模,制得泡沫铝基体1表面包裹橡胶层2的泡沫铝结构件。
[0069]
实施例5
[0070]
一种泡沫铝结构件的制备方法,包括以下步骤:
[0071]
步骤一,准备泡沫铝基体1,泡沫铝基体1为板状,孔隙率为80%,将泡沫铝基体1的表面用丙酮洗净,置于75℃的烘箱中烘干,随后在泡沫铝基体1的表面喷涂开姆洛克胶粘剂,开姆洛克胶粘剂的涂覆厚度为0.32mm,置于75℃的烘箱中烘干。
[0072]
步骤二,按泡沫铝基体1的表面形状制备橡胶胶料,橡胶胶料的厚度为4mm。
[0073]
步骤三,将橡胶胶料包裹在泡沫铝基体1的表面,准备硫化模具,对模具进行预热,预热温度为85℃,将表面包裹橡胶胶料的泡沫铝基体1放入模具。
[0074]
步骤四,模具合模,抽真空排出泡沫铝基体1与橡胶胶料的接合面处的气体。
[0075]
步骤五,将模具进行加压至3mpa,保压升温至175℃进行硫化,保温保压15min。
[0076]
步骤六,到达硫化时间后开模,制得泡沫铝基体1表面包裹橡胶层2的泡沫铝结构件。
[0077]
虽然本公开披露如上,但本公开的保护范围并非仅限于此。本领域技术人员在不脱离本公开的精神和范围的前提下,可进行各种变更与修改,这些变更与修改均将落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1