一种竹木加工过程中的片材刷胶装置的制作方法
1.本发明涉及竹木加工领域,特别是一种竹木加工过程中的片材刷胶装置。
背景技术:
2.竹木制品在当今社会仍受大众欢迎,竹木制品在制作过程中一般是现将原竹木进行破解加工,形成片状结构,然后再对片状结构进行涂胶,再进行叠放、粘接、压合成合适尺寸的板材,最后再进行切割加工、组装成需要的产品。
3.在竹木加工过程中,影响最终所得板材强度及平整性的关键过程就是对片材片材的刷胶过程,现有的刷胶过程大都采用压辊进行自动涂胶,压辊涂胶一般采用刚性滚轮在片材片材输送过程中对片材的上表面进行涂胶,此方式会导致片材片材上竹节或虫蛀等不平整部位刷不上胶。现有技术中,也有采用喷枪、海绵辊等方式进行涂胶的,上述方式虽然会解决有些部位涂不上胶的问题,但是会导致片材片材上胶层厚度不好控制、胶面均匀性差等问题。
技术实现要素:
4.本发明的目的是克服现有技术的上述不足而提供一种竹木加工过程中的片材刷胶装置,它不仅可以保证片材上所胶的覆盖率较高,还可以保证所涂胶的厚度可控,胶面的均匀性较高。
5.本发明的技术方案是:一种竹木加工过程中的片材刷胶装置,包括送料滚轮组、刷胶滚轮组、压胶滚轮组和注胶组件,所述送料滚轮组、刷胶滚轮组、压胶滚轮组沿物料水平前进方向依次排列,所述送料滚轮组中的上滚轮与刷胶滚轮组中的上滚轮的轮面相切,所述注胶组件中的出料口位于送料滚轮组的上滚轮与刷胶滚轮组的上滚轮的轮面切口处的上方;所述送料滚轮组、刷胶滚轮组、压胶滚轮组线速度一致。
6.本发明进一步的技术方案是:所述刷胶滚轮组包括上刷胶轮和下刷胶轮,所述上刷胶轮的外表面上固定设有环形的刷子,所述刷子的刷毛由弹性结构组成,所述刷子的末端与送料滚轮组中上滚轮的外表面接触且两者之间不产生挤压,刷子的末端也与下刷胶轮的外表面接触且两者之间不产生挤压;所述下刷胶轮为刚性轮。
7.进一步,所述刷毛由沿上刷胶轮轴向设置的若干个曲面突条组成,或刷毛由若干个垂直于上刷胶轮轴向的柱形凸起组成。
8.进一步,所述刷毛为不会吸收胶液的橡胶结构。
9.进一步,所述送料滚轮组和压胶滚轮组的结构相同,并且两者在水平方向上的高度一致。
10.进一步,所述送料滚轮组和压胶滚轮组均包括上滚轮和下滚轮,所述上滚轮和下滚轮之间的距离小于所加工的片材的厚度。
11.进一步,所述送料滚轮组、刷胶滚轮组、压胶滚轮组和注胶组件的下方设有集胶盘。
12.进一步,所述注胶组件包括储胶桶和位于储胶桶下底面上的注胶管,所述注胶管中的出料口位于送料滚轮组的上滚轮与刷胶滚轮组的上滚轮的轮面切口处的正上方,注胶管上设有阀门。
13.进一步,所述送料滚轮组与压胶滚轮组中心点之间的距离不小于所加工的片材的长度。
14.进一步,所述注胶组件中的出料口分布在若干个沿刷胶滚轮组的轴线方向进行线性排列的分注胶管上,所述分注胶管均与总注胶管连通;或所述注胶组件中的出料口大于两个,并分布在t型结构注胶管中水平管的下底面上,所述水平管与刷胶滚轮组的轴线方向平行。
15.本发明的有益效果:
16.(1)本发明在送料滚轮组、压胶滚轮组之间设置刷胶滚轮组,通过刷胶滚轮组中的上刷胶轮中的刷子可以实现胶液在片材表面均匀涂抹,通过上刷胶轮与下刷胶轮之间的挤压作用及压胶滚轮组进一步的挤压作用,可确保片材上的胶液厚度不会出现过厚的现象,既可以保证片材上所胶的覆盖率较高,还可以保证所涂胶的厚度可控,胶面的均匀性较高;
17.(2)本发明结构简单,操作方便,投入成本不高,利于大规模应用推广。
附图说明
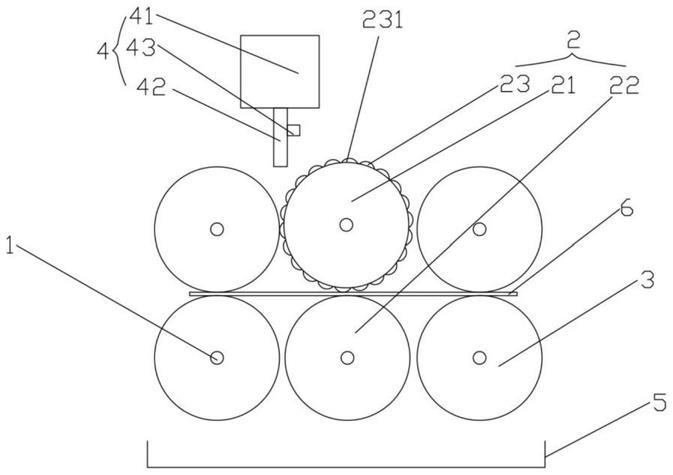
18.图1是本发明实施例1的结构示意图;
19.图2是本发明实施例1中注胶组件的结构示意图;
20.图3是本发明实施例2中上刷胶轮的结构示意图;
21.图4是本发明实施例2中注胶组件的结构示意图。
22.图例说明:
23.1、送料滚轮组;2、刷胶滚轮组;21、上刷胶轮;22、下刷胶轮;23、刷子;231、曲面突条;232、柱形凸起;3、压胶滚轮组;4、注胶组件;41、储胶桶;42、注胶管;421、分注胶管;422、总注胶管;43、阀门;5、集胶盘;6、片材。
具体实施方式
24.以下将结合说明书附图和具体实施例对本发明做进一步详细说明。
25.实施例1:
26.如附图1、2所示,一种竹木加工过程中的片材刷胶装置,包括送料滚轮组1、刷胶滚轮组2、压胶滚轮组3和注胶组件4,送料滚轮组1、刷胶滚轮组2、压胶滚轮组3沿物料水平前进方向依次排列,送料滚轮组1中的上滚轮与刷胶滚轮组2中的上滚轮的轮面相切,注胶组件4中的出料口位于送料滚轮组1的上滚轮与刷胶滚轮组2的上滚轮的轮面切口处的上方;送料滚轮组1、刷胶滚轮组2、压胶滚轮组3线速度一致。
27.本实施例中,刷胶滚轮组2包括上刷胶轮21和下刷胶轮22,上刷胶轮21的外表面上固定设有环形的刷子23,刷子23的刷毛由弹性结构组成,刷子23的末端与送料滚轮组1中上滚轮的外表面接触且两者之间不产生挤压,刷子23的末端也与下刷胶轮22的外表面接触且两者之间不产生挤压;下刷胶轮22为刚性轮,刷毛由沿上刷胶轮轴向设置的若干个曲面突条231组成,刷毛为不会吸收胶液的橡胶结构。
28.本实施例中,胶液从注胶组件4的出料口下落,进入到送料滚轮组1、刷胶滚轮组2之间,通过重力的作用及随送料滚轮组1、刷胶滚轮组2转动而被带动,从上刷胶轮21与送料滚轮组1的上滚轮之间落入到片材6上,由于刷子23的末端与送料滚轮组1中上滚轮的外表面接触且两者之间不产生挤压,以及刷子的高度有限,因此胶液在片材6上的铺设厚度有效,胶液在刷子23的作用下,会在片材上均匀涂覆,不会出现竹节等不光滑部位很难被涂覆胶液的现象,涂有胶液的片材6再一次经压胶滚轮组3中上、下滚轮的作用下,被进一步压平,可保证片材6上胶液的厚度可控,且涂覆的均匀性较高。
29.本实施例中,压胶滚轮组3的作用除了进一步保证片材6上的胶液厚度满足要求、均匀性较好,还起到了一定的输送物料(片材6)的作用,由于刷胶滚轮组2中刷子23的存在,刷胶滚轮组2的输送物料的作用会大打折扣,但是在送料滚轮组1(推送作用)、压胶滚轮组3(牵拉作用)的配合、辅助作用下,刷胶滚轮组2中刷子的存在并不会对物料的正常输送产生影响。
30.本实施例中,送料滚轮组1和压胶滚轮组3的结构相同,并且两者在水平方向上的高度一致,可保证片材的输送过程正常进行。送料滚轮组1和压胶滚轮组3均包括上滚轮和下滚轮,上滚轮和下滚轮之间的距离小于所加工的片材6的厚度,保证片材6在经过送料滚轮组1和压胶滚轮组3时收到挤压作用,利于增大片材6与送料滚轮组1和压胶滚轮组3之间的静摩擦力,利于片材6的输送过程顺畅的进行。送料滚轮组1与压胶滚轮组3中心点之间的距离不小于所加工的片材6的长度,利于片材6在输送过程中是水平进行输送的,利于保证片材6表面的平整性。
31.本实施例中,送料滚轮组1、刷胶滚轮组2、压胶滚轮组3和注胶组件4的下方设有集胶盘5,收集从送料滚轮组1、刷胶滚轮组2、压胶滚轮组3、注胶组件4散落的胶液,这部分胶液可以被再次回收利用。
32.本实施例中,注胶组件4包括储胶桶41和位于储胶桶41下底面上的注胶管42,注胶管42中的出料口位于送料滚轮组1的上滚轮与刷胶滚轮组2的上滚轮的轮面切口处的正上方,可减少胶液在送料滚轮组1的上滚轮与刷胶滚轮组2的上滚轮上的粘附现象,注胶管42上设有阀门43,通过阀门43可控制胶液的流量,在片材6的输送速度可控的前提下,进而利于控制片材6上胶液的涂覆厚度。
33.本实施例中,注胶组件4中的出料口分布在若干个沿刷胶滚轮组2的轴线方向进行线性排列的分注胶管421上,分注胶管421均与总注胶管422连通,上述的注胶管的结构利于胶液在片材6上均匀涂覆。
34.实施例2:
35.如附图1、3、4所示,本实施例与实施例1的不同在于:刷毛由若干个垂直于上刷胶轮21轴向的柱形凸起232组成,柱形凸起232的高度一般不大于10mm,柱形凸起232的直径不大于5mm,利于降低刷毛与片材6之间的摩擦力,保证刷毛的存在不会影响片材的输送过程。注胶组件4中的出料口大于两个,并分布在t型结构注胶管42中水平管的下底面上,水平管与刷胶滚轮组2的轴线方向平行,上述的注胶管的结构利于胶液在片材6上均匀涂覆。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1