一种玻璃钢纤维增强复合高密度聚乙烯管及加工工艺的制作方法
[0001]
本发明涉及玻璃钢纤维聚乙烯管技术领域,具体涉及一种玻璃钢纤维增强复合高密度聚乙烯管及加工工艺。
背景技术:
[0002]
高密度聚乙烯(hdpe)通常是线性高分子材料,其具有良好的耐热性和耐寒性,化学稳定性好(在室温条件下,不溶于有机溶剂,耐酸、碱和各种盐类的腐蚀),还具有较高的刚性和韧性,机械强度好。由hdpe制造成的管材具有柔韧性,抗拉伸性能强、耐腐蚀能力且容易更换的优点,一般使用环境下,土壤、电力、酸碱等因素不会使管道破坏,因此可广泛应用于燃气输送、给水、排污、农业灌溉等领域。
[0003]
现有的市面上的hdpe管存在以下缺点:hdpe耐老化性能差,耐环境应力开裂性不如低密度聚乙烯,特别是热氧化作用会使其性能下降;hdpe属性相对于玻璃钢纤维来说刚度不强,相对偏软;燃点不高,易燃,离火后能继续燃烧,火焰上端呈黄色,下端呈蓝色,燃烧时会熔融,有液体滴落。
技术实现要素:
[0004]
本发明的目的在于针对现有技术的缺陷和不足,提供一种玻璃钢纤维增强复合高密度聚乙烯管及加工工艺,以解决上述背景技术中提出的问题,本发明以树脂为基体,以连续玻璃纤维及其织物为增加材料,通过计算机控制挤出工艺或拉挤工艺成型的一种管道,在生产技术设备的技术创新表现为玻璃钢纤维增强复合高密度聚乙烯管材的生产融合了玻璃钢纤维的拉挤工艺与玻璃钢纤维增强复合高密度聚乙烯管材的挤出工艺,让两种不同的工艺在同一套设备运行的基础上实现一次成型的技术,大大提高了生产效率,同时节约了电能与人力资源;在产品本身上进行创新表现为玻璃钢纤维增强复合高密度聚乙烯管融合了玻璃钢纤维增强复合高密度聚乙烯管的韧性与玻璃钢纤维的刚性,从而使产品达到了刚性与韧性的双标准,即具有超强的环刚度,又具有玻璃钢纤维增强复合高密度聚乙烯管超强的韧性,从而解决了玻璃钢有刚度没韧性,玻璃钢纤维增强复合高密度聚乙烯管有韧性而刚度又不足;玻璃钢纤维与璃钢纤维增强复合高密度聚乙烯管双材质的保护下,大大提高了产品的使用年限;同时扩大了产品的使用范围之前的特有的产品特有的使用范围,必须排污排水就排污排水用,电力管就电力范围用,而玻璃钢纤维增强复合高密度聚乙烯管适用于排污排水电力压力管道等各种范围,实现一管多用的要求,整体实用性强,具有较大的市场推广价值。
[0005]
为实现上述目的,本发明采用以下技术方案是:它包含高密度聚乙烯本体、高密度聚乙烯外层膜、玻璃钢纤维,所述的高密度聚乙烯本体的外形为圆形结构,所述的高密度聚乙烯本体内设有中心通孔,所述的高密度聚乙烯本体的外周设置有高密度聚乙烯外层膜,所述的高密度聚乙烯外层膜的外周设置有胶粘剂层,所述的胶粘剂层的外周设置有玻璃钢纤维。
[0006]
所述的高密度聚乙烯本体采用树脂为基体制成,所述的玻璃钢纤维外形为网状结构,采用纤维玻璃丝交叉编织而成,所述的高密度聚乙烯本体采用拉挤工艺成型,所述的玻璃钢纤维采用挤出工艺,所述的高密度聚乙烯本体的拉挤工艺与玻璃钢纤维的挤出工艺在同一套设备运行的基础上实现一次成型的技术。
[0007]
所述的一种玻璃钢纤维增强复合高密度聚乙烯管采用密封承插连接方式,特殊位置也可采用法兰或粘接等连接方式,配套专业管枕组合,可组成多层多列的多导管排管。
[0008]
所述的一种玻璃钢纤维增强复合高密度聚乙烯管的加工工艺的配比重量计为:聚乙烯50-100份,玻璃纤维丝5-40份,第一助剂20-25份,第二助剂10-15份,第三助剂5-10份,第四助剂1-5份,所述的一种玻璃钢纤维增强复合高密度聚乙烯管的加工工艺步骤为:pe原料+第一助剂+第二助剂+第三助剂+第四助剂
→
高速搅拌机
→
低速混合机
→
料仓
→
挤出成型
→
冷却定径
→
牵引
→
标识
→
切割
→
检验
→
包装
→
入库,所述的pe原料为聚乙烯,所述的第一助剂抗老化剂,所述的第二助剂为抗热剂,所述的第三助剂为耐腐剂,所述的第四助剂为阻燃剂,步骤一,将聚乙烯、抗老化剂、抗热剂、耐腐剂、阻燃剂分别按照配比重量进行称重并分类标识;步骤二,将聚乙烯、抗老化剂、抗热剂、耐腐剂、阻燃剂通过高速搅拌机进行搅拌混合,混合后得到混合物a;步骤三,将混合物a通过低速混合机进行慢速充分搅拌混合,充分混合后得到混合物b;步骤四,将混合物b放入指定的料仓磨具内,通过温度、压力进行聚合反应;步骤五,将聚合反应后生成的材料进行挤出成型;步骤六,挤出成型的管材进行冷却定径;步骤七,冷却定径后的管材将玻璃纤维丝通过螺旋机拉挤交叉编织而成粘附在冷却定径的管材上;步骤八,将玻璃纤维丝挤交叉编织后的冷却定径管材进行标识,以防识别出错;步骤九,将玻璃纤维丝挤交叉编织后的冷却定径管进行尺寸切割;步骤十,将切割后的管材进行尺寸及外观检验;步骤十一,将管材按包装规格要求进行包装;步骤十二,将包装完成后的管材统一入库。
[0009]
所述的步骤二高速搅拌机的转速为300-400r/min,所述的高速搅拌机的转动时间为5-10min。
[0010]
所述的步骤三低速混合机的转速为100-200r/min,所述的低速混合机的转动时间为20-40min。
[0011]
所述的步骤四料仓磨具内的温度为120-180℃,压力为0.8-1.0mpa。
[0012]
所述的步骤五挤出成型的回流时间为8-20min,挤压速度为80-120r/min,挤压成型的温度为120-150℃。
[0013]
采用上述技术方案后,本发明有益效果为:以树脂为基体,以连续玻璃纤维及其织物为增加材料,通过计算机控制挤出工艺或拉挤工艺成型的一种管道,在生产技术设备的技术创新表现为玻璃钢纤维增强复合高密度聚乙烯管材的生产融合了玻璃钢纤维的拉挤工艺与玻璃钢纤维增强复合高密度聚乙烯管材的挤出工艺,让两种不同的工艺在同一套设备运行的基础上实现一次成型的技术,大大提高了生产效率,同时节约了电能与人力资源;在产品本身上进行创新表现为玻璃钢纤维增强复合高密度聚乙烯管融合了玻璃钢纤维增强复合高密度聚乙烯管的韧性与玻璃钢纤维的刚性,从而使产品达到了刚性与韧性的双标准,即具有超强的环刚度,又具有玻璃钢纤维增强复合高密度聚乙烯管超强的韧性,从而解决了玻璃钢有刚度没韧性,玻璃钢纤维增强复合高密度聚乙烯管有韧性而刚度又不足;玻璃钢纤维与璃钢纤维增强复合高密度聚乙烯管双材质的保护下,大大提高了产品的使用年
限;同时扩大了产品的使用范围之前的特有的产品特有的使用范围,必须排污排水就排污排水用,电力管就电力范围用,而玻璃钢纤维增强复合高密度聚乙烯管适用于排污排水电力压力管道等各种范围,实现一管多用的要求,具有以下优点:强度高,用于行车道下直埋,无需加混凝土保护层,能加快工程施工进度;韧性好,能抵抗外界重压和基础沉降所引起的破坏;电绝缘、阻燃、耐热性能好,可在130度高温长期使用而不变形,耐腐蚀,使用寿命长,可以耐酸、碱、盐及有机溶剂等各种腐蚀性介质的侵蚀,其使用寿命可达80-100年;内壁光滑,不刮伤电缆,橡胶密封承插接头,方便安装连接,并适应热胀冷缩;比重小,重量轻,一个即可抬动,两人便可实施安装,能大大缩短施工周期,降低安装费用,同进避免道路开挖暴露时间长,影响城市交通秩序等问题;无电腐蚀,非磁性,不像钢管等磁性材料,产生电涡流后,促使电缆发热损坏;适用范围广,玻璃钢纤维增强复合高密度聚乙烯管适合电缆埋地敷设时作保护管用,也使用于电缆过桥、过河等高要求场合,采用配套的专业管枕组合,可组成多层多列的多导管排管方式;玻璃钢纤维增强复合高密度聚乙烯管主要采用密封承插连接方式,特殊位置也可采用法兰或粘接等连接方式,整体实用性强,具有较大的市场推广价值。
附图说明
[0014]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
[0015]
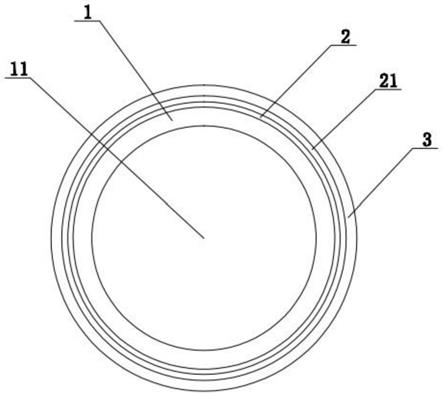
图1是本发明的结构示意图。
[0016]
附图标记说明:高密度聚乙烯本体1、中心通孔11、高密度聚乙烯外层膜2、胶粘剂层21、玻璃钢纤维3。
具体实施方式
[0017]
参看图1所示,本具体实施方式采用的技术方案是:它包含高密度聚乙烯本体1、高密度聚乙烯外层膜2、玻璃钢纤维3,所述的高密度聚乙烯本体1的外形为圆形结构,所述的高密度聚乙烯本体1内设有中心通孔11,所述的高密度聚乙烯本体1的外周设置有高密度聚乙烯外层膜2,所述的高密度聚乙烯外层膜2的外周设置有胶粘剂层21,所述的胶粘剂层21的外周设置有玻璃钢纤维3。
[0018]
进一步的,所述的高密度聚乙烯本体1采用树脂为基体制成,所述的玻璃钢纤维3外形为网状结构,采用纤维玻璃丝交叉编织而成,所述的高密度聚乙烯本体1采用拉挤工艺成型,所述的玻璃钢纤维3采用挤出工艺,所述的高密度聚乙烯本体1的拉挤工艺与玻璃钢纤维3的挤出工艺在同一套设备运行的基础上实现一次成型的技术。
[0019]
进一步的,所述的一种玻璃钢纤维增强复合高密度聚乙烯管采用密封承插连接方式,特殊位置也可采用法兰或粘接等连接方式,配套专业管枕组合,可组成多层多列的多导管排管。
[0020]
实施案例1
[0021]
所述的一种玻璃钢纤维增强复合高密度聚乙烯管的加工工艺的配比重量计为:聚
乙烯50-100份,玻璃纤维丝5-40份,第一助剂20-25份,第二助剂10-15份,第三助剂5-10份,第四助剂1-5份,所述的一种玻璃钢纤维增强复合高密度聚乙烯管的加工工艺步骤为:pe原料+第一助剂+第二助剂+第三助剂+第四助剂
→
高速搅拌机
→
低速混合机
→
料仓
→
挤出成型
→
冷却定径
→
牵引
→
标识
→
切割
→
检验
→
包装
→
入库,所述的pe原料为聚乙烯,所述的第一助剂抗老化剂,所述的第二助剂为抗热剂,所述的第三助剂为耐腐剂,所述的第四助剂为阻燃剂,步骤一,将聚乙烯、抗老化剂、抗热剂、耐腐剂、阻燃剂分别按照配比重量进行称重并分类标识;步骤二,将聚乙烯、抗老化剂、抗热剂、耐腐剂、阻燃剂通过高速搅拌机进行搅拌混合,混合后得到混合物a;步骤三,将混合物a通过低速混合机进行慢速充分搅拌混合,充分混合后得到混合物b;步骤四,将混合物b放入指定的料仓磨具内,通过温度、压力进行聚合反应;步骤五,将聚合反应后生成的材料进行挤出成型;步骤六,挤出成型的管材进行冷却定径;步骤七,冷却定径后的管材将玻璃纤维丝通过螺旋机拉挤交叉编织而成粘附在冷却定径的管材上;步骤八,将玻璃纤维丝挤交叉编织后的冷却定径管材进行标识,以防识别出错;步骤九,将玻璃纤维丝挤交叉编织后的冷却定径管进行尺寸切割;步骤十,将切割后的管材进行尺寸及外观检验;步骤十一,将管材按包装规格要求进行包装;步骤十二,将包装完成后的管材统一入库。
[0022]
进一步的,所述的步骤二高速搅拌机的转速为300-400r/min,所述的高速搅拌机的转动时间为5-10min。
[0023]
进一步的,所述的步骤三低速混合机的转速为100-200r/min,所述的低速混合机的转动时间为20-40min。
[0024]
进一步的,所述的步骤四料仓磨具内的温度为120-180℃,压力为0.8-1.0mpa。
[0025]
进一步的,所述的步骤五挤出成型的回流时间为8-20min,挤压速度为80-120r/min,挤压成型的温度为120-150℃。
[0026]
实施案例2
[0027]
所述的一种玻璃钢纤维增强复合高密度聚乙烯管的加工工艺的配比重量计为:聚乙烯60份,玻璃纤维丝10份,第一助剂21份,第二助剂11份,第三助剂6份,第四助剂2份,其余加工工艺步骤与实施案例1均相同,所述的步骤二高速搅拌机的转速为320r/min,所述的高速搅拌机的转动时间为6min,所述的步骤三低速混合机的转速为120r/min,所述的低速混合机的转动时间为20min,所述的步骤四料仓磨具内的温度为130℃,压力为0.8mpa,所述的步骤五挤出成型的回流时间为10min,挤压速度为80r/min,挤压成型的温度为120℃。
[0028]
实施案例3
[0029]
所述的一种玻璃钢纤维增强复合高密度聚乙烯管的加工工艺的配比重量计为:聚乙烯70份,玻璃纤维丝20份,第一助剂22份,第二助剂12份,第三助剂7份,第四助剂3份,其余加工工艺步骤与实施案例1均相同,所述的步骤二高速搅拌机的转速为340r/min,所述的高速搅拌机的转动时间为7min,所述的步骤三低速混合机的转速为140r/min,所述的低速混合机的转动时间为25min,所述的步骤四料仓磨具内的温度为140℃,压力为0.8mpa,所述的步骤五挤出成型的回流时间为14min,挤压速度为90r/min,挤压成型的温度为130℃。
[0030]
实施案例4
[0031]
所述的一种玻璃钢纤维增强复合高密度聚乙烯管的加工工艺的配比重量计为:聚乙烯80份,玻璃纤维丝30份,第一助剂23份,第二助剂13份,第三助剂8份,第四助剂4份,其
余加工工艺步骤与实施案例1均相同,所述的步骤二高速搅拌机的转速为380r/min,所述的高速搅拌机的转动时间为8min,所述的步骤三低速混合机的转速为160r/min,所述的低速混合机的转动时间为30min,所述的步骤四料仓磨具内的温度为160℃,压力为0.9mpa,所述的步骤五挤出成型的回流时间为18min,挤压速度为110r/min,挤压成型的温度为140℃。
[0032]
实施案例4
[0033]
所述的一种玻璃钢纤维增强复合高密度聚乙烯管的加工工艺的配比重量计为:聚乙烯100份,玻璃纤维丝40份,第一助剂25份,第二助剂15份,第三助剂10份,第四助剂5份,其余加工工艺步骤与实施案例1均相同,所述的步骤二高速搅拌机的转速为400r/min,所述的高速搅拌机的转动时间为10min,所述的步骤三低速混合机的转速为200r/min,所述的低速混合机的转动时间为40min,所述的步骤四料仓磨具内的温度为180℃,压力为1.0mpa,所述的步骤五挤出成型的回流时间为20min,挤压速度为120r/min,挤压成型的温度为150℃。
[0034]
采用上述技术方案后,本发明有益效果为:以树脂为基体,以连续玻璃纤维及其织物为增加材料,通过计算机控制挤出工艺或拉挤工艺成型的一种管道,在生产技术设备的技术创新表现为玻璃钢纤维增强复合高密度聚乙烯管材的生产融合了玻璃钢纤维的拉挤工艺与玻璃钢纤维增强复合高密度聚乙烯管材的挤出工艺,让两种不同的工艺在同一套设备运行的基础上实现一次成型的技术,大大提高了生产效率,同时节约了电能与人力资源;在产品本身上进行创新表现为玻璃钢纤维增强复合高密度聚乙烯管融合了玻璃钢纤维增强复合高密度聚乙烯管的韧性与玻璃钢纤维的刚性,从而使产品达到了刚性与韧性的双标准,即具有超强的环刚度,又具有玻璃钢纤维增强复合高密度聚乙烯管超强的韧性,从而解决了玻璃钢有刚度没韧性,玻璃钢纤维增强复合高密度聚乙烯管有韧性而刚度又不足;玻璃钢纤维与璃钢纤维增强复合高密度聚乙烯管双材质的保护下,大大提高了产品的使用年限;同时扩大了产品的使用范围之前的特有的产品特有的使用范围,必须排污排水就排污排水用,电力管就电力范围用,而玻璃钢纤维增强复合高密度聚乙烯管适用于排污排水电力压力管道等各种范围,实现一管多用的要求,具有以下优点:强度高,用于行车道下直埋,无需加混凝土保护层,能加快工程施工进度;韧性好,能抵抗外界重压和基础沉降所引起的破坏;电绝缘、阻燃、耐热性能好,可在130度高温长期使用而不变形,耐腐蚀,使用寿命长,可以耐酸、碱、盐及有机溶剂等各种腐蚀性介质的侵蚀,其使用寿命可达80-100年;内壁光滑,不刮伤电缆,橡胶密封承插接头,方便安装连接,并适应热胀冷缩;比重小,重量轻,一个即可抬动,两人便可实施安装,能大大缩短施工周期,降低安装费用,同进避免道路开挖暴露时间长,影响城市交通秩序等问题;无电腐蚀,非磁性,不像钢管等磁性材料,产生电涡流后,促使电缆发热损坏;适用范围广,玻璃钢纤维增强复合高密度聚乙烯管适合电缆埋地敷设时作保护管用,也使用于电缆过桥、过河等高要求场合,采用配套的专业管枕组合,可组成多层多列的多导管排管方式;玻璃钢纤维增强复合高密度聚乙烯管主要采用密封承插连接方式,特殊位置也可采用法兰或粘接等连接方式,整体实用性强,具有较大的市场推广价值。
[0035]
以上所述,仅用以说明本发明的技术方案而非限制,本领域普通技术人员对本发明的技术方案所做的其它修改或者等同替换,只要不脱离本发明技术方案的精神和范围,均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1