UV转印模具及其制作方法与流程
uv转印模具及其制作方法
技术领域
1.本发明涉及uv转印技术领域,特别是涉及一种uv转印模具及其制作方法。
背景技术:
2.当前,人们越来越追求手机、平板电脑等3c产品的美观,在产品外壳上形成装饰图纹的做法越来越流行,如形成全息炫彩纹理、机械纹、叠加纹、渐变色、防眩光蒙砂等效果。
3.纹理设计和制作是复合板材壳体加工过程中最为核心的工序。复合板材经过3d高压成型,搭配精密纹理制作技术,在视觉效果上类似玻璃材质,可以和3d玻璃壳体相媲美。因而精密纹理制作技术成为复合板材壳体在视觉上和玻璃壳体竞争的关键。
4.实现精密纹理的模具技术主要包括钢板模具技术、电铸模具技术、pr(photo resist)模具技术以及机械模具技术。其中,采用机械模具技术形成的纹理不仅线条更精细,而且可以将多种效果叠加在一起,实现多重叠加的特殊外观效果。
5.uv转印模具是机械模具中的一种。uv转印模具上设置有纹理,使用时在纹理上涂布uv胶水,将需要转印纹理的工件覆盖在uv转印模具涂布了uv胶水的纹理上,uv胶水经紫外光辐射固化后,脱模,即可在工件上形成纹理效果。
6.uv转印模具的母模是金属模具,可利用母模通过uv转印复制出子模,子模具有与母模相同的转印效果。子模通常为塑料材质,如聚碳酸酯(pc)。如图1所述,子模上具有纹理面,纹理面排布有多个纹理区11,相邻的纹理区11之间由非纹理区12隔开。
7.在相同的版面尺寸上,纹理排版数量越多,即纹理区数量越多,则纹理区之间排布越紧密。由于模具加工机台和加工工艺的限制,目前母模上uv纹理排版最多是6小片/版,即在模具上排布6个纹理区。因此,从母模上复制得到的子模上uv纹理排版最多是6小片/版。如此,利用现有的子模,无法获得更多数量的排版。
技术实现要素:
8.基于此,有必要提供一种uv转印模具及其制作方法,以解决无法获得更多数量的排版的问题。
9.本发明提供一种uv转印模具的制作方法,包括以下步骤:
10.提供多个子模,所述子模具有纹理面,所述纹理面具有多个纹理区;
11.在各所述子模的所述纹理面贴合保护板,得到多个贴合件;
12.根据目标纹理区排版方式,将所述贴合件进行分割,得到若干个符合相应形状及尺寸的、具有单个所述纹理区的分割块;
13.取多个所述分割块按照所述目标纹理区排版方式进行摆放,得到拼版阵列;
14.取胶带贴设于所述拼版阵列的一侧,以将相邻的所述分割块粘接,得到拼接阵列;
15.在相邻的所述分割块之间的缝隙中涂胶,固化,得到粘接阵列;
16.将所述粘接阵列上的所述保护板以及所述胶带剥离,得到粘接子模。
17.在其中一个实施例中,在贴合所述保护板之前,先按照子模的原本的纹理区排版
方式,在所述保护板的一侧丝印线框,贴合所述保护板时,将所述保护板丝印有线框的一侧背向所述子模进行贴合。
18.在其中一个实施例中,在各所述子模的所述纹理面贴合保护板的方法包括:
19.分别在所述子模和所述保护板上打定位孔;
20.在uv转印机台上利用定位销固定所述子模;
21.在所述子模的纹理面上滴uv胶水;
22.将所述保护板覆盖在所述子模的纹理面,并利用所述定位销固定所述保护板;
23.通过赶胶辊滚压所述保护板;
24.光照固化所述uv胶水。
25.在其中一个实施例中,所述保护板为pc(聚碳酸酯)板、pet(聚甲基丙烯酸甲酯)板或复合板。
26.在其中一个实施例中,通过激光切割工艺分割所述贴合件。
27.在其中一个实施例中,在摆放所述分割块之前,还包括对分割块进行清洁的步骤。可以先使用粘尘滚将分割块上的灰尘清理干净,再用无尘布蘸95%纯度的酒精整体擦拭。
28.在其中一个实施例中,在将所述保护板以及所述胶带剥离之后,还包括步骤:打磨所述粘接子模上凸出于所述纹理面的粘接痕。
29.在其中一个实施例中,打磨所述粘接痕的方法包括:
30.在所述粘接子模的纹理面上覆盖保护膜;
31.切除所述保护膜位于所述粘接痕处的部分,以露出所述粘接痕;
32.打磨所述粘接痕,至与所述纹理面齐平;
33.揭去所述保护膜。
34.在其中一个实施例中,打磨粘接痕后,可使用粘尘纸先清理打磨的灰尘,然后使用净化布蘸酒精整体擦拭。
35.在其中一个实施例中,所述保护膜为pe(聚乙烯)膜或者pp(聚丙烯)膜。切除保护膜可用刀片在粘接痕两侧位置(如两侧各3mm的位置)的保护膜上轻轻划开,揭掉该处保护膜。
36.在其中一个实施例中,采用3000目~5000目的抛光砂纸打磨所述粘接痕。
37.在其中一个实施例中,在揭去所述保护膜之前,在打磨后的粘接痕上形成防粘层。
38.在其中一个实施例中,所述防粘层为af防指纹膜或二氧化硅(sio2)膜。
39.在其中一个实施例中,形成所述防粘层的方法为涂膜或真空镀膜。
40.本发明还提供一种uv转印模具,通过上述任一实施例所述的制作方法制作得到。
41.与现有方案相比,上述uv转印模具的制作方法具有以下有益效果:
42.上述uv转印模具的制作方法,通过在多个子模的纹理面贴合保护板以防损伤纹理区,进行分割,得到若干个符合目标纹理区排版方式的、具有单个纹理区的分割块,将多个分割块按照目标纹理区排版方式进行摆放并采用特定方式粘接,在不改造模具加工机台、相关治具的情况下能利用排版数量少的uv转印模具制作出排版数量更多的uv转印模具,无需制造新的母模,克服了目前最多6小片/版的排版限制,实现生产出8小片/版或者更多版的uv转印模具。上述uv转印模具的制作方法简便、快捷且成本低,适合规模化生产。
附图说明
43.图1为一种6小片/版的子模的纹理面;
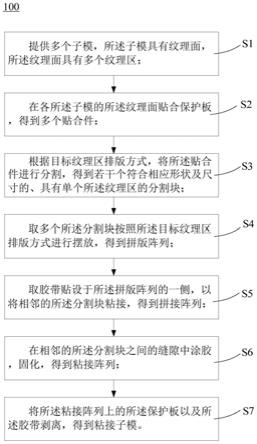
44.图2为一实施例的uv转印模具的制作方法的流程示意图;
45.图3为一种8小片/版的目标纹理区排版方式的子模的纹理面;
46.图4为供多个分割块摆放的菲林的示意图;
47.图5为多个分割块按照8小片/版的排版方式摆放的示意图;
48.图6为子模和保护板贴合的示意图。
具体实施方式
49.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
50.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
51.如图2所示,本发明一实施例的uv转印模具的制作方法100,包括以下步骤:
52.步骤s1,提供多个子模。请参考图1所示,子模具有纹理面,纹理面具有多个纹理区。图1示出了一种6小片/版的子模的纹理面,纹理面上排布有6个纹理区,相邻的纹理区之间由非纹理区隔开。
53.步骤s2,在各子模的纹理面贴合保护板,得到多个贴合件。贴合保护板可以切割等操作过程中防损伤纹理区。保护板优选为透明板,如pc板、pet板、复合板等。
54.步骤s3,根据目标纹理区排版方式,将贴合件进行分割,得到若干个符合相应形状及尺寸的、具有单个纹理区的分割块。图3示出一种8小片/版的目标纹理区排版方式,相比前述6小片/版的子模,纹理面尺寸一致,而纹理区2的排布更加紧密。需要说明的是,目标纹理区排版方式可以是更多排版数量。
55.步骤s4,取多个分割块按照目标纹理区排版方式进行摆放,得到拼版阵列。如图4所示,可提供菲林30供多个分割块摆放,菲林30具有与目标纹理区排版方式的位置对位31,方便分割块进行摆放。图5为多个分割块40按照8小片/版的排版方式摆放的示意图。
56.步骤s5,取胶带贴设于拼版阵列的一侧,以将相邻的分割块粘接,得到拼接阵列。胶带可以是贴设于子模上,也可以是贴设于保护板上。
57.步骤s6,在相邻的分割块之间的缝隙中涂胶,固化,得到粘接阵列。
58.步骤s7,将粘接阵列上的保护板以及胶带剥离,得到粘接子模。
59.上述uv转印模具的制作方法,通过在多个子模的纹理面贴合保护板以防损伤纹理区,进行分割,得到若干个符合目标纹理区排版方式的、具有单个纹理区的分割块,将多个分割块按照目标纹理区排版方式进行摆放并采用特定方式粘接,在不改造模具加工机台、相关治具的情况下能利用排版数量少的uv转印模具制作出排版数量更多的uv转印模具,无需制造新的母模,克服了目前最多6小片/版的排版限制,实现生产出8小片/版或者更多版
的uv转印模具。上述uv转印模具的制作方法简便、快捷且成本低,适合规模化生产。
60.在其中一个示例中,在贴合保护板之前,先按照子模的原本的纹理区排版方式,在保护板的一侧丝印线框,贴合保护板时,将保护板丝印有线框的一侧背向子模,另一侧与子模贴合。由于子模上的纹理区肉眼难以看见,通过在保护板的一侧按照子模的原纹理区排版方式丝印线框,将各纹理区位置用线框显示出来,起定位作用,方便后续进行分割。
61.如图6所示,在其中一个示例中,在各子模的纹理面贴合保护板的方法包括:
62.在子模50打定位孔51,在保护板60上相同位置打定位孔61;
63.在uv转印机70台上利用定位销80固定子模;
64.在子模的纹理面上滴uv胶水;
65.将保护板覆盖在子模的纹理面,并利用定位销80固定保护板;
66.通过赶胶辊滚压保护板;
67.光照固化uv胶水。
68.在其中一个示例中,在步骤s3中,通过激光切割工艺分割贴合件,切割精度高。
69.在其中一个示例中,在步骤s4之前,还包括对分割块进行清洁的步骤。可以先使用粘尘滚将分割块上的灰尘清理干净,再用无尘布蘸95%纯度的酒精整体擦拭。
70.在其中一个示例中,在将保护板以及胶带剥离之后,还包括步骤:打磨粘接子模上凸出于纹理面的粘接痕。将凸出于纹理面的粘接痕打磨平整,可避免粘接痕影响uv转印效果。另外,如果将保护板以及胶带剥离之后,粘接痕即平整,则无需再进行打磨。
71.在其中一个示例中,打磨粘接痕的方法包括:
72.在粘接子模的纹理面上覆盖保护膜;
73.切除保护膜位于粘接痕处的部分,以露出粘接痕;
74.打磨粘接痕,至与纹理面齐平;
75.揭去保护膜。
76.保护膜有一定的透明度,使下方的粘接痕可视。例如,可以采用pe膜或pp膜作为保护膜。
77.切除保护膜可用刀片在粘接痕两侧位置(如两侧各3mm的位置)的保护膜上轻轻划开,揭掉该处保护膜。由于保护膜露出位置为非纹理区,因此打磨过程中不会损伤纹理区。
78.在其中一个示例中,采用3000目~5000目的抛光砂纸打磨粘接痕,例如可以是3000目、3500目、4000目、5000目等,以使打磨后的粘接痕光滑平整。
79.打磨粘接痕后,可使用粘尘纸先清理打磨的灰尘,然后使用净化布蘸酒精整体擦拭。
80.在其中一个示例中,在揭去保护膜之前,在打磨后的粘接痕上形成一层低表面能、低张力的粘膜。在粘接痕上形成防粘层有利于转印工作后顺利脱模。
81.在其中一个示例中,防粘层为af防指纹膜或二氧化硅(sio2)膜。
82.在其中一个示例中,形成防粘层的方法包括:
83.在打磨平整的粘接痕上涂布af药液,进行烤干。
84.在其中一个示例中,形成防粘层的方法包括:
85.通过真空镀膜在拼接痕区域镀af防指纹膜或者sio2膜。
86.进一步地,本发明还提供一种uv转印模具,通过上述任一示例的制作方法制作得
到。
87.下面提供具体示例对本发明进行说明,但本发明并不局限于下述示例,应当理解,所附权利要求概括了本发明的范围在本发明构思的引导下本领域的技术人员应意识到,对本发明的各示例所进行的一定的改变,都将被本发明的权利要求书的精神和范围所覆盖。
88.示例1
89.本示例提供一种将6小片/版的子模制作成为8小片/版的方法,包括以下步骤:
90.步骤1,准备从母模上复制得到的多个子模。子模具有纹理面,子模纹理区排版方式为6小片/版,即纹理面具有6个纹理区。
91.步骤2,准备与子模相同数量的pc板作为保护板,按照子模的纹理区排版方式,在保护板的一侧丝印线框。
92.步骤3,分别在子模和保护板相应的位置上打定位孔。
93.步骤4,将子模和保护板一一贴合。具体地,在uv转印机台上利用定位销穿过子模上的定位孔,以固定子模;在子模的纹理面上滴uv胶水,uv胶水滴在靠近子模的一端;将保护板丝印线框的一侧朝上,覆盖在子模的纹理面,并利用定位销固定保护板;通过赶胶辊从滴胶位置开始来回滚压保护板,使uv胶水均匀分布;uv光照使uv胶水固化,得到贴合件。取下贴合件放置待用。按此步骤,制作多个贴合件。
94.步骤5,根据8小片/版的目标纹理区排版方式,将贴合件通过激光加工进行分割,得到若干个符合相应形状及尺寸的、具有单个纹理区的分割块,并在每个分割块的保护板上做好标识。对于分割时无法符合相应形状及尺寸的部位,或不具有完整的单个纹理区的部位,即废弃。
95.步骤6,对分割块进行清洁,先使用粘尘滚将分割块上的灰尘清理干净,再用无尘布蘸95%纯度酒精整体擦拭一遍。
96.步骤7,在无尘洁净棚中的平整工作台面上固定好8小片/版的菲林,将清洁干净的分割块对照菲林整齐平整的摆放在菲林上,得到拼版阵列。
97.步骤8,取不残留胶的高温胶带贴设于拼版阵列的一侧,将相邻的分割块平整贴好,得到拼接阵列,整块贴好后将拼接阵列翻面,平整放置在一块透明pc板上。
98.步骤9,取uv胶水均匀涂在拼接好的各分割块之间的缝隙中,经过uv光照进行固化,得到粘接阵列。
99.步骤10,将粘接阵列上的保护板以及胶带依次剥离,得到粘接子模。如分割块之间的粘接痕光滑平整,无uv胶水固化凸起,该粘接子模即可以使用;如粘接痕凸出于纹理面则进行后续步骤。
100.步骤11,在粘接子模的纹理面上覆盖一层不留残胶的pe膜作为保护膜,然后用刀片在粘接痕两侧各3mm位置的保护膜上轻轻划开,揭掉该处保护膜,采用3000目的抛光砂纸打磨粘接痕,至与纹理面齐平。
101.步骤12,使用粘尘纸先清理打磨的灰尘,然后使用净化布蘸酒精整体擦拭一遍。
102.步骤13,在各打磨平整的粘接痕上均匀地涂上af药液,进行烤干,在打磨后的粘接痕上形成防粘层,再揭掉步骤11覆盖上的保护膜,即获得8小片/版的子模。
103.示例2
104.本示例提供一种将6小片/版的子模制作成为10小片/版的方法,包括以下步骤:
105.步骤1,准备从母模上复制得到的多个子模。子模具有纹理面,子模纹理区排版方式为6小片/版,即纹理面具有6个纹理区。
106.步骤2,准备与子模相同数量的pc板作为保护板,按照子模的纹理区排版方式,在保护板的一侧丝印线框。
107.步骤3,分别在子模和保护板相应的位置上打定位孔。
108.步骤4,将子模和保护板一一贴合。具体地,在uv转印机台上利用定位销穿过子模上的定位孔,以固定子模;在子模的纹理面上滴uv胶水,uv胶水滴在靠近子模的一端;将保护板丝印线框的一侧朝上,覆盖在子模的纹理面,并利用定位销固定保护板;通过赶胶辊从滴胶位置开始来回滚压保护板,使uv胶水均匀分布;uv光照使uv胶水固化,得到贴合件。取下贴合件放置待用。按此步骤,制作多个贴合件。
109.步骤5,根据10小片/版的目标纹理区排版方式,将贴合件通过激光加工进行分割,得到若干个符合相应形状及尺寸的、具有单个纹理区的分割块,并在每个分割块的保护板上做好标识。对于分割时无法符合相应形状及尺寸的部位,或不具有完整的单个纹理区的部位,即废弃。
110.步骤6,对分割块进行清洁,先使用粘尘滚将分割块上的灰尘清理干净,再用无尘布蘸95%纯度的酒精整体擦拭一遍。
111.步骤7,在无尘洁净棚中的平整工作台面上固定好10小片/版的菲林,将清洁干净的分割块对照菲林整齐平整的摆放在菲林上,得到拼版阵列。
112.步骤8,取不残留胶的高温胶带贴设于拼版阵列的一侧,将相邻的分割块平整贴好,得到拼接阵列,整块贴好后将拼接阵列翻面,平整放置在一块透明玻璃板上。
113.步骤9,取uv胶水均匀涂在拼接好的各分割块之间的缝隙中,经过uv光照进行固化,得到粘接阵列。
114.步骤10,将粘接阵列上的保护板以及胶带依次剥离,得到粘接子模。如分割块之间的粘接痕光滑平整,无uv胶水固化凸起,该粘接子模即可以使用;如粘接痕凸出于纹理面则进行后续步骤。
115.步骤11,在粘接子模的纹理面上覆盖一层不留残胶的pe膜作为保护膜,然后用刀片在粘接痕两侧各3mm位置的保护膜上轻轻划开,揭掉该处保护膜,采用5000目的抛光砂纸打磨粘接痕,至与纹理面齐平。
116.步骤12,使用粘尘纸先清理打磨的灰尘,然后使用净化布蘸酒精整体擦拭一遍。
117.步骤13,进行真空镀膜处理,注意粘接痕裸露,遮蔽保护非粘拼接痕区域,在各打磨平整的粘接痕上镀二氧化硅,形成防粘层,在打磨后的粘接痕上形成防粘层,完成镀膜后揭掉步骤11覆盖上的保护膜,即获得10小片/版的子模。
118.上述uv转印模具的制作方法,通过在多个子模的纹理面贴合保护板以防损伤纹理区,进行分割,得到若干个符合目标纹理区排版方式的、具有单个纹理区的分割块,将多个分割块按照目标纹理区排版方式进行摆放并采用特定方式粘接,在不改造模具加工机台、相关治具的情况下能利用排版数量少的uv转印模具制作出排版数量更多的uv转印模具,无需制造新的母模,克服了目前最多6小片/版的排版限制,实现生产出8小片/版或者更多版的uv转印模具。上述uv转印模具的制作方法简便、快捷且成本低,适合规模化生产。
119.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实
施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
120.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1