一种四通焊接工装的制作方法
[0001]
本发明涉及机械制造领域,更具体地说,本发明涉及一种四通焊接工装。
背景技术:
[0002]
管接头是管道与管道之间的连接工具,是元件和管道之间可以拆装的连接点。在管件中充当着不可或缺的重要角色,它是液压管道的两个主要构成部分之一。管接头用于仪表等直线连接,连接形式有承插焊或螺纹连接。主要用于小口径的低压管线,用于需经常装拆的部位、或作为使用螺纹管件管路的最终调整之用。
[0003]
焊接就是通过加热或加压,或两者并用,用或不用填充材料,使焊件达到结合的一种加工工艺方法,焊接最本质的特点就是通过焊接使焊件达到结合,焊接时,如果没有氮气保护和实时降低管接头温度,会导致焊接点被严重氧化,焊坏零件。
技术实现要素:
[0004]
本发明所要解决的技术问题是提供一种在焊接四通的过程中对零件自动喷洒冷却水并对焊接点进行实时的氮气保护的四通焊接工装。
[0005]
为了实现上述目的,本发明采取的技术方案为:所提供的一种四通焊接工装,包括金属水箱、冷却水循环系统、悬挂支架,冷却水循环系统的输入端设置于金属水箱的箱体内部并于金属水箱之间设置成固定连接,冷却水循环系统的输出端与悬挂支架之间设置成固定连接,悬挂支架可以转动,方便对四通多个端口进行焊接,该悬挂支架上设置有固定机构以及氮气保护装置,该固定机构和氮气保护装置分别与悬挂支架固定连接,通过固定机构以固定四通,冷却水循环系统的输出端置于四通的上端口内,金属水箱中的冷却水经该冷却水循环系统流入四通,通过冷却水循环系统,以利用冷却水对四通进行降温,氮气保护装置可以喷出氮气,焊接时进行氮气保护。
[0006]
本发明公开的一种四通焊接工装,所述的冷却水循环系统是由潜水泵、输水软管、微型喷洒器组成;潜水泵设置于所述金属水箱箱体的内部,潜水泵的输出端与输水软管的输入端之间设置成固定连接,输水软管的输出端与微型喷洒器之间设置成固定连接,该微型喷洒器置于四通的上端口内,所述金属水箱中的冷却水由潜水泵吸入,通过输水软管,经微型喷洒器喷洒出,以对四通进行喷淋降温。
[0007]
本发明公开的一种四通焊接工装,所述的金属水箱呈长方体结构,在所述金属水箱内部的对角线交点处的设置有竖直放置的引流管,该引流管与所述金属水箱之间为固定连接,四通的下端口可置于引流管的上端口内部,冷却水经所述微型喷洒器洒出后,由该引流管引入所述金属水箱内。
[0008]
本发明公开的一种四通焊接工装,所述的潜水泵采用型号为sp系列。
[0009]
本发明公开的一种四通焊接工装,所述的引流管为圆柱体形的金属引流管,引流管的上端口高于所述金属水箱的边缘,在引流管下端开有数个圆形孔洞,从四通流出的冷却水,经所述圆形孔洞进入金属水箱中。
[0010]
本发明公开的一种四通焊接工装,所述的金属水箱外部的的对角线交点处的设置有竖直放置的电液推杆,所述金属水箱箱底与该电液推杆的输出端之间为固定连接,通过该电液推杆的升降,可以控制所述金属水箱以及所述引流管的高度,使四通的下端口落入所述引流管的上端口内。
[0011]
本发明公开的一种四通焊接工装,所述的悬挂支架呈“十”型,支架主体的竖直部分设置成转动轴,支架主体的水平两臂上各设置有所述固定机构,该固定机构垂直向下,转动轴可以带动所述悬挂支架的水平两臂以及两臂上的所述固定机构,通过控制所述固定机构的转动,以控制四通转动,方便焊接。
[0012]
本发明公开的一种四通焊接工装,所述的固定机构由长方体形金属支架和管夹体构成,长方体形金属支架与所述悬挂支架主体的水平臂之间设置成固定连接,管夹体与长方体形金属支架之间设置成螺纹连接。
[0013]
本发明公开的一种四通焊接工装,所述的氮气保护装置由氮气喷头和氮气供给管组成,氮气喷头与氮气供给管之间设置成螺纹连接,该氮气供给管与所述长方体形金属支架之间设置成固定连接。
[0014]
本发明公开的一种四通焊接工装,所述微型喷洒器置于待焊接四通上端口内,通过所述管夹体夹紧四通左右两端口,以固定待焊接四通,通过所述电液推杆的升降,使四通的下端口落入所述引流管的上端口内,焊接时,冷却水由所述潜水泵吸入,经所述输水软管再由所述微型喷洒器喷出,对待焊接四通进行冷却;所述氮气供给管和氮气喷头可对焊接部位喷气,进行氮气保护;四通左右两端口中的一端焊接结束之后,通过所述悬挂支架转动,可以对直接对另一端端口进行焊接。
[0015]
采用本发明的技术方案,在焊接过程中可以避免冷却不充分和不能充氮保护的问题,可以利用结构简单的装置,在焊接四通的过程中对零件自动喷洒冷却水并对焊接点进行实时的氮气保护,避免焊接点被严重氧化焊坏零件,同时,悬挂支架可以旋转,通过旋转悬挂支架可以对四通的多个端口进行焊接,不用工作人员调换自身位置,使焊接过程更加方便快捷。
[0016]
以下将结合附图和实施例,对本发明进行较为详细的说明。
附图说明
[0017]
下面对本说明书各幅附图所表达的内容及图中的标记作简要说明:
[0018]
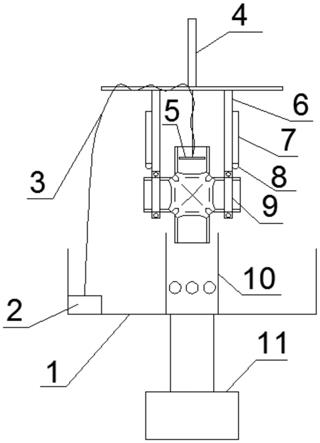
图1为本发明一种四通焊接工装的示意图。
[0019]
图中标记为:1、金属水箱;2、潜水泵;3、输水软管;4、悬挂支架;5、微型喷洒器;6、长方体形金属支架;7、氮气供给管;8、氮气喷头;9、管夹体;10、引流管;11、电液推杆。
具体实施方式
[0020]
下面对照附图,通过对实施例的描述,对本发明的具体实施方式如所涉及的各构件的形状、构造、各部分之间的相互位置及连接关系、各部分的作用及工作原理、制造工艺及操作使用方法等,作进一步详细的说明,以帮助本领域的技术人员对本发明的发明构思、技术方案有更完整、准确和深入的理解。
[0021]
图1为本发明一种四通焊接工装的示意图;如图所示的本发明一种四通焊接工装,
包括金属水箱1、冷却水循环系统、悬挂支架4,冷却水循环系统的输入端设置于金属水箱1的箱体内部并于金属水箱1之间设置成固定连接,冷却水循环系统的输出端与悬挂支架4之间设置成固定连接,悬挂支架4可以转动,方便对四通多个端口进行焊接,该悬挂支架4上设置有固定机构以及氮气保护装置,该固定机构和氮气保护装置分别与悬挂支4架固定连接,通过固定机构以固定四通,冷却水循环系统的输出端置于四通的上端口内,金属水箱1中的冷却水经该冷却水循环系统流入四通,通过冷却水循环系统,以利用冷却水对四通进行降温,氮气保护装置可以喷出氮气,焊接时进行氮气保护。
[0022]
上述中,冷却水循环系统是由潜水泵2、输水软管3、微型喷洒器5组成;潜水泵2设置于金属水箱1箱体的内部,潜水泵2的输出端与输水软管3的输入端之间设置成固定连接,输水软管3的输出端与微型喷洒器5之间设置成固定连接,该微型喷洒器5置于四通的上端口内,金属水箱1中的冷却水由潜水泵2吸入,通过输水软管3,经微型喷洒器5喷洒出,以对四通进行喷淋降温,潜水泵2采用型号为sp系列。
[0023]
上述中,金属水箱1呈长方体结构,在金属水箱1内部的对角线交点处的设置有竖直放置的引流管10,该引流管10与金属水箱1之间为固定连接,四通的下端口可置于引流管10的上端口内部,冷却水经微型喷洒器5洒出后,由该引流管10引入金属水箱1内。
[0024]
上述中,引流管10为圆柱体形的金属引流管10,引流管10的上端口高于金属水箱1的边缘,在引流管10下端开有数个圆形孔洞,从四通流出的冷却水,经圆形孔洞进入金属水箱1中。
[0025]
上述中,金属水箱1外部的的对角线交点处的设置有竖直放置的电液推杆11,金属水箱1箱底与该电液推杆11的输出端之间为固定连接,通过该电液推杆11的升降,可以控制金属水箱1以及引流管10的高度,使四通的下端口落入引流管10的上端口内。
[0026]
上述中,悬挂支架4呈“十”型,支架主体的竖直部分设置成转动轴,支架主体的水平两臂上各设置有固定机构,该固定机构垂直向下,转动轴可以带动悬挂支架4的水平两臂以及两臂上的固定机构,通过控制固定机构的转动,以控制四通转动。
[0027]
上述中,固定机构由长方体形金属支架6和管夹体9构成,长方体形金属支架6与悬挂支架4主体的水平臂之间设置成固定连接,管夹体9与长方体形金属支架6之间设置成螺纹连接。
[0028]
上述中,氮气保护装置由氮气喷头8和氮气供给管7组成,氮气喷头8与氮气供给管7之间设置成螺纹连接,该氮气供给管7与长方体形金属支架6之间设置成固定连接。
[0029]
上述中,微型喷洒器5置于待焊接四通上端口内,通过管夹体9夹紧四通左右两端口,以固定待焊接四通,通过电液推杆11的升降,使四通的下端口落入引流管10的上端口内,焊接时,冷却水由潜水泵2吸入,经输水软管3再由微型喷洒器5喷出,对待焊接四通进行冷却;氮气供给管7和氮气喷头8可对焊接部位喷气,进行氮气保护;四通左右两端口中的一端焊接结束之后,通过悬挂支架5转动,可以对直接对另一端端口进行焊接。
[0030]
采用本技术方案,在焊接过程中可以避免冷却不充分和不能充氮保护的问题,可以利用结构简单的装置,在焊接四通的过程中对零件自动喷洒冷却水并对焊接点进行实时的氮气保护,避免焊接点被严重氧化焊坏零件,同时,悬挂支架可以旋转,通过旋转悬挂支架可以对四通的多个端口进行焊接,不用工作人员调换自身位置,使焊接过程更加方便快捷。
[0031]
上面结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的各种非实质性的改进,或未经改进将本发明的构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1