一种厚板幅面开口梁成形模具的制作方法
[0001]
本发明涉及生产工具技术领域,更具体地说,特别涉及一种厚板幅面开口梁成形模具。
背景技术:
[0002]
底部带开口的横梁在商用车车架总成上被广泛使用,但开口横梁的成型工艺却不能像底部平口的横梁那样在成型后直接使用。传统的工艺都是在横梁成型前为了避免横梁底部开口出现外张变形和底面不平整,通常会在横梁成型过程中保留开口连接。待横梁成型后再增加底部开口的切豁工序,或在横梁成型过程中底部保留加强筋成型后再人工切割打磨。
[0003]
例如专利号为cn208245621u的专利,本发明公开了板材技术领域的一种厚板成型模具,包括下模固定架和上模固定架,所述下模固定架的上部和上模固定架的下部分别设有下模和上模,所述下模固定架的上部中间位置设有固定座,所述下模的上部四角处均设有限位柱,所述限位槽的下部四角处均设有定位套筒,所述下模固定架的上部四角处均设有支撑柱,所述支撑柱的上端设有滑动连接于定位套筒内部的定位柱,所述下模的两侧均设有挡块,所述上模的两侧设有固定块,所述下模固定架的两侧壁均设有与挡块相连接的定位螺栓,能够快速、定位合模,也对厚板进行冲孔作业,拆卸方便,在一个工位内一次性快速成型,维修方便,减少工装成本,提高工作效。
[0004]
在横梁成型模上做工艺改进,在模具顶出器零件底面开口处零件与底平面的摩擦力不够,减少了零件成型过程中的外张拉力,在零件开口部位也缺少了多孔定位,定位孔做的高度较高取料不方便,缺少上模压料装置,让零件成型过程中容易产生外张力。
[0005]
于是,有鉴于此,针对现有的结构及缺失予以研究改良,提供一种厚板幅面开口梁成形模具,以期达到更加实用的目的。
技术实现要素:
[0006]
为了解决上述技术问题,本发明提供一种厚板幅面开口梁成形模具,以解决在传统工艺上减少了切豁打磨和校正工序,降低了生产成本,又在产品底平面平整度和外形尺寸更加稳定,基本保证零件已批量生产100%合格率。
[0007]
本发明厚板幅面开口梁成形模具的目的与功效,由以下具体技术手段所达成:
[0008]
一种厚板幅面开口梁成形模具,包括主体底座;所述主体底座左右两端分别开设四处镂空的圆形定位孔,且定位孔开设在主体底座的后端外侧面上。
[0009]
进一步的,所述主体底座包括中心孔槽和开孔槽,所述主体底座的后侧端面上居中开设椭圆形中心孔槽,且中心孔槽的左右两端分别开设一对u形的空心开孔槽。
[0010]
进一步的,所述定位孔包括竖向孔槽,所述定位孔的上下两端分别开设两组圆形的镂空竖向孔槽。
[0011]
进一步的,所述主体底座上的开孔槽相互对向开设在主体底座左右两端的顶部。
[0012]
进一步的,所述定位孔交错对向开设的竖向孔槽垂直开设在主体底座的上下两端平面上。
[0013]
与现有技术相比,本发明具有如下有益效果:
[0014]
由于主体底座的后侧端面上居中开设椭圆形中心孔槽,且中心孔槽的左右两端分别开设一对u形的空心开孔槽,主体底座上的开孔槽相互对向开设在主体底座左右两端的顶部,取消了开口处加强筋,一次成型,取消切割打磨工序,也提高了开口梁成形模具的制作效率和速度,相比原有的传统工艺中底面做回弹,窄面底平面间隙大,现在改进了产品底面做滚花加工,增加产品和底面镶块的摩擦力,主体底座左右两端分别开设四处镂空的圆形定位孔,且定位孔开设在主体底座的后端外侧面上,整体的解决了模具成型过程中零件底面开口外张变形的问题,又解决了多孔定位人工取料不方便的现象。
[0015]
由于定位孔的上下两端分别开设两组圆形的镂空竖向孔槽,定位孔的主要作用是在开口两端定位各处,就可以减少外张力,定位孔交错对向开设的竖向孔槽垂直开设在主体底座的上下两端平面上,让横梁在模具成型时保证横梁底面开口不变形,保障零件底面的平整度,增强厚板幅面开口梁成形模具的耐用性。
[0016]
本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
附图说明
[0017]
图1是本发明的左前上方轴视结构示意图。
[0018]
图2是本发明的正后方轴视结构示意图。
[0019]
图3是本发明的底部轴视结构示意图。
[0020]
图中,部件名称与附图编号的对应关系为:
[0021]
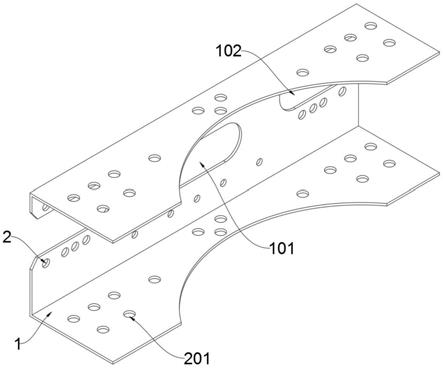
1、主体底座;101、中心孔槽;102、开孔槽;2、定位孔;201、竖向孔槽。
具体实施方式
[0022]
下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例用于说明本发明,但不能用来限制本发明的范围。
[0023]
在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0024]
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
[0025]
实施例:
[0026]
如附图1至附图3所示:
[0027]
本发明提供一种厚板幅面开口梁成形模具,包括主体底座1;主体底座1左右两端分别开设四处镂空的圆形定位孔2,且定位孔2开设在主体底座1的后端外侧面上,整体的解决了模具成型过程中零件底面开口外张变形的问题,又解决了多孔定位人工取料不方便的现象。
[0028]
其中,主体底座1包括中心孔槽101和开孔槽102,主体底座1的后侧端面上居中开设椭圆形中心孔槽101,且中心孔槽101的左右两端分别开设一对u形的空心开孔槽102,相比原有的传统工艺中底面做回弹,窄面底平面间隙大,现在改进了产品底面做滚花加工,增加产品和底面镶块的摩擦力。
[0029]
其中,定位孔2包括竖向孔槽201,定位孔2的上下两端分别开设两组圆形的镂空竖向孔槽201,定位孔2的主要作用是在开口两端定位各四处,就可以减少外张力。
[0030]
其中,主体底座1上的开孔槽102相互对向开设在主体底座1左右两端的顶部,取消了开口处加强筋,一次成型,取消切割打磨工序,也提高了开口梁成形模具的制作效率和速度。
[0031]
其中,定位孔2交错对向开设的竖向孔槽201垂直开设在主体底座1的上下两端平面上,这些就可以让开口横梁在成型过程中保留底部开口,让横梁在模具成型时保证横梁底面开口不变形,保障零件底面的平整度,增强厚板幅面开口梁成形模具的耐用性。
[0032]
本实施例的具体使用方式与作用:
[0033]
在使用过程中,主体底座1的后侧端面上居中开设椭圆形中心孔槽101,且中心孔槽101的左右两端分别开设一对u形的空心开孔槽102,主体底座1上的开孔槽102相互对向开设在主体底座1左右两端的顶部,取消了开口处加强筋,一次成型,取消切割打磨工序,也提高了开口梁成形模具的制作效率和速度,相比原有的传统工艺中底面做回弹,窄面底平面间隙大,现在改进了产品底面做滚花加工,增加产品和底面镶块的摩擦力,主体底座1左右两端分别开设四处镂空的圆形定位孔2,且定位孔2开设在主体底座1的后端外侧面上,整体的解决了模具成型过程中零件底面开口外张变形的问题,又解决了多孔定位人工取料不方便的现象;
[0034]
此外,定位孔2的上下两端分别开设两组圆形的镂空竖向孔槽201,定位孔2的主要作用是在开口两端定位各四处,就可以减少外张力,定位孔2交错对向开设的竖向孔槽201垂直开设在主体底座1的上下两端平面上,让横梁在模具成型时保证横梁底面开口不变形,保障零件底面的平整度,增强厚板幅面开口梁成形模具的耐用性。
[0035]
本发明的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1