一种镀制超硬涂层的新型高速钢铣刀的制作方法
[0001]
本发明涉及铣刀技术领域,尤其涉及一种镀制超硬涂层的新型高速钢铣刀。
背景技术:
[0002]
随着科技的进步,各种复合材料越来越多的被应用到工业中,因此需要使用到铣刀对复合材料进行铣削加工,高速钢铣刀是采用m42材质,含钒量不高(1%),含钴量高(8%),钴能促使碳化物在淬火加热时更多地溶解在基体内,利用高的基体硬度来提高耐磨性,这种高速钢硬度、热硬性、耐磨性及可磨性都很好,当切削温度达到600℃以上时,硬度仍无明显下降,该种高速钢铣刀通常用于切削难加工材料。
[0003]
但是现有的新型高速钢铣刀在安装使用的时候散热效果不理想,不能快速的对工作时产生的热量进行散发,可能导致新型高速钢铣刀因过热而出现变形,从而使新型高速钢铣刀在工作的过程中可能出现断裂的情况,这样会对铣削的效率造成影响,因此市场上急需一种镀制超硬涂层的新型高速钢铣刀来解决这些问题。
技术实现要素:
[0004]
有鉴于此,本发明的目的在于提出一种散热效果好、结构强度高且涂层附着效果好的镀制超硬涂层的新型高速钢铣刀。
[0005]
为了实现上述的技术目的,本发明所采用的技术方案为:
[0006]
一种镀制超硬涂层的新型高速钢铣刀,其包括铣刀刀体,所述的铣刀刀体包括位于中部的铣刀刀柄、设置在铣刀刀柄一端的铣削部和设置在铣刀刀柄另一端的固定连接部,所述的固定连接部用于与铣床连接,并由铣床带动铣刀刀体高速旋转,所述铣削部的周侧呈螺旋形设置有若干螺旋铣削座,螺旋铣削座的一端延伸至铣削部远离固定连接部的端末并形成铣削端刃,若干螺旋铣削座之间形成螺旋结构的排屑槽,所述铣刀刀柄接近固定连接部的一侧还呈螺旋形设置有散热部,所述的铣刀刀体内还同轴设有润滑液储腔,该润滑液储腔的一端位于铣削部内,另一端延伸出固定连接部并形成敞开口,所述铣削部的排屑槽中部呈弧形阵列间隔设有若干倾斜贯穿至润滑液储腔内的出液孔,出液孔与润滑液储腔之间形成夹角,其中接近固定连接部一侧的夹角设为夹角α,所述夹角α的角度范围为30~60度,所述铣刀刀体的表面还由内至外交替镀设有若干层氮铝钛涂层和氮碳化钛涂层。
[0007]
作为一种可能的实施方式,进一步,所述的螺旋铣削座为四个,螺旋铣削座远离铣削部的外侧面上设有波浪形结构的铣削槽,相邻螺旋铣削座之间的铣削槽为波峰、波谷相互错位设置。
[0008]
作为一种较优的选择实施方式,优选的,所述的铣刀刀体为两端异径的杆状结构,其设有铣削部的一端为大头端,其设有固定连接部的一端为小头端,所述的散热部为四条并行螺旋设置的散热筋条构成,且该散热筋条的凸起高度为2~5mm,所述散热部的两端直线长度占铣刀刀体长度的1/5~1/3,且其螺旋圈数为1~3圈。
[0009]
作为散热筋条和螺旋铣刀座的旋向选择之一,优选的,所述散热部的散热筋条螺
旋旋向与螺旋铣削座的旋向相同,且铣刀刀柄对应散热部设有径向内缩的环形台阶部,所述的散热部设置在环形台阶部上。
[0010]
作为散热筋条和螺旋铣刀座的旋向选择之一,优选的,所述散热部的散热筋条螺旋旋向与螺旋铣削座的旋向相同。
[0011]
作为一种较优的选择实施方式,优选的,所述散热筋条的截面轮廓为三角形、梯形或矩形。
[0012]
作为一种较优的选择实施方式,优选的,所述散热筋条的截面轮廓为梯形,其梯形轮廓的短边长度为2~4mm,其梯形的斜面侧与铣刀刀柄表面形成夹角β,所述夹角β的角度范围为120~150度。
[0013]
作为一种较优的选择实施方式,优选的,所述出液孔的孔径为1.5mm,夹角α的角度为45度。
[0014]
作为一种较优的选择实施方式,优选的,所述铣刀刀体的表面由内至外交替镀设两层氮铝钛涂层和两层氮碳化钛涂层,且每层氮铝钛涂层和每层氮碳化钛涂层的厚度均为1~3μm。
[0015]
作为一种较优的选择实施方式,优选的,所述铣刀刀体表面的氮铝钛涂层和氮碳化钛涂层的施加方法为:
[0016]
(1)在铣刀刀体坯料表面侵蚀粗化处理形成若干微观凹孔,然后清洁其表面,制得坯体a;
[0017]
(2)采用物理气相沉积法在坯体a表面沉积氮铝钛涂层,制得坯体b;
[0018]
(3)将坯体b置于酸雾中侵蚀处理30~40s后取出,然后用去离子水冲洗清洁其表面,制得坯体c;
[0019]
(4)采用物理气相沉积法在坯体c表面沉积氮碳化钛涂层,制得坯体d;
[0020]
(5)将坯体d置于酸雾中侵蚀处理25~35s后取出,然后用去离子水冲洗清洁,制得坯体e;
[0021]
(6)采用物理气相沉积法在坯体e表面沉积氮铝钛涂层,制得坯体f;
[0022]
(7)将坯体f置于酸雾中侵蚀处理30~40s后取出,然后用去离子水冲洗清洁其表面,制得坯体g;
[0023]
(8)采用物理气相沉积法在坯体g表面沉积氮碳化钛涂层,然后对其进行表面清洁,制得镀制超硬涂层的新型高速钢铣刀。
[0024]
作为一种较优的选择实施方式,优选的,步骤(1)中,采用金属离子轰击的方式,在铣刀刀体坯料表面形成微观凹孔,或采用酸洗、酸雾侵蚀的方式在铣刀刀体坯料表面形成微观凹孔。
[0025]
作为一种较优的选择实施方式,优选的,步骤(3)、(5)、(7)中所述的酸雾均为混合酸溶液经雾化喷出形成,所述的混合酸由20~30份质量分数为68%的硝酸、5~10份质量分数为40%的氢氟酸、2~5份质量分数为36%~38%的盐酸混合而成。
[0026]
采用上述的技术方案,本发明与现有技术相比,其具有的有益效果为:本方案巧妙性在铣刀刀柄上设置呈呈螺旋形的散热部,而散热部随铣刀刀体旋转时,会对散热部周围区域的空气进行旋转扰动,起到扰流作用,而在高速旋转下,散热筋条会将其周围的空气进行带动形成气旋,由于散热筋条是螺旋设置,所以,气旋在径向旋转的同时,还会沿铣刀刀
体轴向进行形成气流流动,起到进一步促进散热的效果,另外,铣刀刀体内还同轴设有润滑液储腔,该润滑液储腔的一端位于铣削部内,另一端延伸出固定连接部并形成敞开口,铣削部的排屑槽中部呈弧形阵列间隔设有若干倾斜贯穿至润滑液储腔内的出液孔,使得铣刀刀体在高速旋转时,能够通过一定的离心力降暂存于润滑液储腔内的润滑液甩出,使其对螺旋铣刀座进行润滑,提高了铣削的可靠性和效率,还能够对工作状态下的螺旋铣削座进行保护,另外,铣刀刀体的表面还由内至外交替镀设有若干层氮铝钛涂层和氮碳化钛涂层能够进一步提高铣刀刀体的强度,提高其高速切削状态下的工作稳定性和耐用性。
附图说明
[0027]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0028]
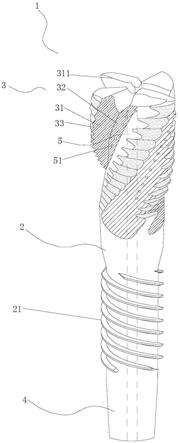
图1是本发明实施例1的简要实施结构示意图之一,其中,还通过透视示意示出了润滑液储腔的位置;
[0029]
图2是本发明实施例1的简要实施结构示意图之二;
[0030]
图3是本发明实施例1的铣刀刀柄某一段设有散热部的简要示意图;
[0031]
图4是本发明实施例1的散热部与铣刀刀柄之间的局部放大示意图;
[0032]
图5是本发明实施例1的润滑液储腔与出液孔的简要夹角示意图,其中,为了体现实际应用时的状态,润滑液储腔在铣削部内的封闭端朝下;
[0033]
图6是本发明实施例1的铣刀刀体的表面交替镀设有若干层氮铝钛涂层和氮碳化钛涂层的简要示意图;
[0034]
图7为图6所示示意图的简要微观结构模拟示意;
[0035]
图8为本发明实施例1的另外一种切割旋向结构的示意图;
[0036]
图9为本发明实施例2的简要实施结构示意图;
[0037]
图10为本发明实施例3的简要实施结构示意图;
[0038]
图11为本发明实施例4的简要实施结构示意图;
[0039]
图12为本发明测试例的简要模拟状态示意图之一;
[0040]
图13为本发明测试例的简要模拟状态示意图之二;
[0041]
图14为本发明测试例的简要模拟状态示意图之三。
具体实施方式
[0042]
下面结合附图和实施例,对本发明作进一步的详细描述。特别指出的是,以下实施例仅用于说明本发明,但不对本发明的范围进行限定。同样的,以下实施例仅为本发明的部分实施例而非全部实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0043]
实施例1
[0044]
如图1至图7之一所示,本实施例一种镀制超硬涂层的新型高速钢铣刀,其包括铣刀刀体1,所述的铣刀刀体1包括位于中部的铣刀刀柄2、设置在铣刀刀柄2一端的铣削部3和
设置在铣刀刀柄2另一端的固定连接部4,所述的固定连接部4用于与铣床连接,并由铣床带动铣刀刀体1高速旋转,所述铣削部3的周侧呈螺旋形设置有若干螺旋铣削座31,螺旋铣削座31的一端延伸至铣削部3远离固定连接部4的端末并形成铣削端刃311,若干螺旋铣削座31之间形成螺旋结构的排屑槽32,所述铣刀刀柄2接近固定连接部4的一侧还呈螺旋形设置有散热部21,所述的铣刀刀体1内还同轴设有润滑液储腔5,该润滑液储腔5的一端位于铣削部3内,另一端延伸出固定连接部4并形成敞开口。
[0045]
所述铣削部3的排屑槽32中部呈弧形阵列间隔设有若干倾斜贯穿至润滑液储腔5内的出液孔51,出液孔51与润滑液储腔5之间形成夹角,其中接近固定连接部4一侧的夹角设为夹角α(详见图5),所述夹角α的角度范围为30~60度,作为一种较优的选择实施方式,优选的,所述出液孔51的孔径为1.5mm,夹角α的角度为45度。
[0046]
其中,出液孔51的孔径是决定其在铣刀刀体1高速旋转时输出润滑液的量,而孔径大于1.5mm时,一方面可能会导致润滑液储腔5内的润滑液过快使用,另一方面,出液孔51的数量较多时,容易导致铣削部3的而结构强度下降,而小于1.5mm时,则容易因为孔径过小而导致其容易堵塞,造成润滑液无法随离心力输出,
[0047]
另外,还需要说明的是,出液孔51与润滑液储腔5之间的夹角α决定了润滑液储腔5内的润滑液以何种输出形式进行输出,当α为90度或者大于90度时,则出液孔51在铣刀刀体1安装在铣床上时,为呈斜向下的一个状态,这种状态下,润滑液一方面会受液体之间的黏性和重力作用而自流出,而在铣刀刀体1高速旋转时,加上离心力的推波助澜,润滑液储腔5内的润滑液会接近喷射状态快速流出,因此,在理论上,α的角度不应大于90度,而在小于90度的情况下,本实施例做出如下验证模拟:
[0048]
验证条件:预先将润滑液注入到铣刀刀体1内的润滑液储腔5内,然后擦拭其表面,并快速装夹到铣床上,并以500转/分钟的设定转速进行控制铣刀刀体1旋转,然后在铣刀刀体周侧套设一个上端敞开的纸筒进行观察润滑液储腔5内的润滑液在铣刀刀体旋转5、10、15、20s时的甩出情况,然后再通过细针筒进行穿入润滑液储腔5内抽取,以判断是否有残留润滑液。
[0049]
验证数量:分别论证α在15度、30度、45度、60度、75度、90度时的润滑液输出情况。
[0050]
验证结果如下:
[0051]
表1.润滑液甩出测试
[0052]
组别α角度旋转0s旋转5s旋转10s旋转15s旋转20s残留情况115无外渗有甩出有甩出无甩出无甩出有残留230无外渗有甩出有甩出有甩出无甩出无残留345无外渗有甩出有甩出有甩出有甩出有残留460无外渗有甩出有甩出有甩出无甩出无残留575有外渗有甩出有甩出无甩出无甩出无残留690有外渗有甩出无甩出无甩出无甩出无残留
[0053]
由上述模拟结构可推知,α在75度、90度的情况下,由于润滑液是通过离心力甩出,同时,还需要借助一定的虹吸效应来辅助持续输出,而由于在该坡度区间内,重力的缓释效应(通过重力来低效一部分的虹吸力以此达到控制离心输出的量)较弱,因此,润滑液储腔5内的润滑液很快便消耗掉了,而α的角度在30、45、60度时,润滑液的重力和润滑液的离心力
以及相应输出的虹吸力之间会相应达到一定的平衡,使得润滑液能够保持15s的持续输出,而α为45度的情况下,润滑液能够保持20s的持续输出,可见,在30、45、60度时时,出液孔还能够维持相对较优的输出量,使得润滑液的利用率较高,且45度是最优夹角,而α的角度为15度时,推测可能是由于润滑液的量消耗一定程度后,其内部的液位变低,形成的液压力下降,同时相应形成的离心力在角度分解后,难以将润滑液继续推出,因此在润滑液的量下降至一定程度后,无法通过离心力将润滑液持续输出,所以,α的角度最优区间是30~60度,最优值约为45度。
[0054]
除此之外,本实施例中,所述的螺旋铣削座31为四个,螺旋铣削座31远离铣削部的外侧面上设有波浪形结构的铣削槽33,相邻螺旋铣削座31之间的铣削槽33为波峰、波谷相互错位设置。
[0055]
而作为一种较优的选择实施方式,优选的,所述的铣刀刀体1为两端异径的杆状结构,其设有铣削部3的一端为大头端,其设有固定连接部4的一端为小头端。
[0056]
而作为一种具体的方式,在本实施例中,所述的散热部21为四条并行螺旋设置的散热筋条构成,所述散热部21的散热筋条螺旋旋向与螺旋铣削座31的旋向相反,图8还示出了本实施例另外一种切割旋向结构的示意图,作为一种较优的选择实施方式,优选的,本实施例所述散热筋条的截面轮廓为梯形,其梯形轮廓的短边长度为2~4mm,其梯形的斜面侧与铣刀刀柄表面形成夹角β,所述夹角β的角度范围为120~150度。
[0057]
需要说明的是,本方案散热部21的散热筋条采用螺旋式的设置结构,其一方面好处在于能够提高热传递接触面,这也是最基本的,另一方面好处,也是本方案的核心,其好处在于能够通过螺旋设置的散热筋条跟随铣刀刀体1旋转时,进行对散热部21周围区域的空气进行旋转扰动,起到扰流作用,而在高速旋转下,散热筋条会将其周围的空气进行带动形成气旋,由于散热筋条是螺旋设置,所以,气旋在径向旋转的同时,还会沿铣刀刀体1轴向进行形成气流流动,起到进一步促进散热的效果,而该散热筋条的凸起高度最好为2~5mm,若是小于2mm则可能由于其凸起高度不够而无法形成气流或无法形成能够高效辅助散热的气流,而大于5mm时,则由于其与空气接触面过大,容易在高速旋转时,产生大分贝的噪音,干扰工作环境,而所述散热部21的两端直线长度占铣刀刀体长度的1/5~1/3,且其螺旋圈数为1~3圈,若是散热部21的跨度过大,则容易导致铣刀刀体1的结构无法精巧化,过小,可能会导致无法形成气流或无法形成稳定流向的气流,而螺旋圈数上,小于1圈,则可能因为导向的行程太短,容易形成无序性扰流,大于3圈,则可能因为无法起到更为进步的效果,反而增大了铣刀刀体1的旋转阻力。
[0058]
着重参考图6或图7所示,为了提高铣刀刀体1的结构强度和高温工作性能,所述铣刀刀体1的表面还由内至外交替镀设有若干层氮铝钛涂层11、13和氮碳化钛涂层12、14。
[0059]
作为一种较优的选择实施方式,优选的,本方案所所述铣刀刀体1的表面由内至外交替镀设两层氮铝钛涂层11、13和两层氮碳化钛涂层12、14,且每层氮铝钛涂层11、13和每层氮碳化钛涂层12、14的厚度均为1~3μm。
[0060]
而作为一种较优的选择实施方式,优选的,述铣刀刀体1表面的氮铝钛涂层11、13和氮碳化钛涂层12、14的施加方法为:
[0061]
(1)在铣刀刀体1坯料表面侵蚀粗化处理形成若干微观凹孔,然后清洁其表面,制得坯体a;
[0062]
(2)采用物理气相沉积法在坯体a表面沉积氮铝钛涂层11,制得坯体b;
[0063]
(3)将坯体b置于酸雾中侵蚀处理30~40s后取出,然后用去离子水冲洗清洁其表面,制得坯体c;
[0064]
(4)采用物理气相沉积法在坯体c表面沉积氮碳化钛涂层12,制得坯体d;
[0065]
(5)将坯体d置于酸雾中侵蚀处理25~35s后取出,然后用去离子水冲洗清洁,制得坯体e;
[0066]
(6)采用物理气相沉积法在坯体e表面沉积氮铝钛涂层13,制得坯体f;
[0067]
(7)将坯体f置于酸雾中侵蚀处理30~40s后取出,然后用去离子水冲洗清洁其表面,制得坯体g;
[0068]
(8)采用物理气相沉积法在坯体g表面沉积氮碳化钛涂层14,然后对其进行表面清洁,制得镀制超硬涂层的新型高速钢铣刀。
[0069]
其中,作为一种较优的选择实施方式,优选的,步骤(1)中,可以采用金属离子轰击的方式,在铣刀刀体1坯料表面形成微观凹孔,或采用酸洗、酸雾侵蚀的方式在铣刀刀体1坯料表面形成微观凹孔。
[0070]
另外,作为一种较优的选择实施方式,优选的,步骤(3)、(5)、(7)中所述的酸雾均为混合酸溶液经雾化喷出形成,所述的混合酸由20~30份质量分数为68%的硝酸、5~10份质量分数为40%的氢氟酸、2~5份质量分数为36%~38%的盐酸混合而成。
[0071]
实施例2
[0072]
如图9所示,本实施例与实施例1大致相同,其不同之处在于:所述散热部21的散热筋条螺旋旋向与螺旋铣削座31的旋向相同,且铣刀刀柄2对应散热部设有径向内缩的环形台阶部22,所述的散热部21设置在环形台阶部22上。
[0073]
另外,本实施例中,所述散热部21的散热筋条的截面轮廓为三角形。
[0074]
除此之外,本实施例的其他结构标号均与实施例1相同。
[0075]
实施例3
[0076]
如图10所示,本实施例与实施例2大致相同,其不同之处在于:本实施例中,所述散热部21的散热筋条的截面轮廓为梯形。
[0077]
实施例4
[0078]
如图11所示,本实施例与实施例2大致相同,其不同之处在于:本实施例中,所述散热部21的散热筋条的截面轮廓为矩形。
[0079]
对比测试
[0080]
由于本方案的核心思想包括通过螺旋形的散热部进行辅助散热、以及通过润滑液储腔和对应出液孔的角度设置来达到润滑辅助效果,由于前述已经针对润滑液储腔和对应出液孔的角度进行模拟论证,如下,针对散热部的散热筋条结构进行对比论证不同结构下的散热筋条所对应的散热效果,本论证以形成的气流速度进行间接佐证,其具体如下:
[0081]
对比样本情况:
[0082]
参考图9至图11结构,以实施例2、3、4实施结构的铣刀刀体作为测试例,其中,各对比例的区别仅在于,
[0083]
实施例2结构方案的散热部21的散热筋条的截面轮廓为三角形,贴近环形台阶部22的底边长为4mm,凸起高度为3.5mm;
[0084]
实施例3结构方案的散热部21的散热筋条的截面轮廓为梯形,短边长度为3,凸起高度为3.5mm,其梯形的斜面侧与铣刀刀柄表面形成夹角为135度;
[0085]
实施例4结构方案的散热部21的散热筋条的截面轮廓为矩形,其贴近环形台阶部22的底边长为4mm,凸起高度为3.5mm。
[0086]
由于实施例1和3的散热部结构一致,其区别仅在于旋向不同,所以不再重复对对比例1的散热部的散热筋条结构做重复分析。
[0087]
对比条件:分别将实施例2、3、4的铣刀刀体装夹到铣床上,并以1000转/分钟的设定转速进行控制铣刀刀体旋转,然后在铣刀刀体的散热部两侧分别间隔l1、l2进行放置风速测量装置(风力计,型号为avm07)对铣刀刀体旋转10秒后,产生的气流流速进行测量(即气流风力速度),其中,l1=3cm、l2=1.5cm,测试所得结果如下:
[0088]
表2气流风力测试
[0089]
组别l1点位风力测试(m/s)l2点位风力测试(m/s)实施例20.81.7实施例31.52.8实施例41.83.3
[0090]
由上述结构可知,散热部的散热筋条轮廓为梯形或矩形时,铣刀刀体在高速旋转时,能够产生较为可观的气流,而产生的气流能够带动铣刀刀体周侧的空气流通,大大有利于其散热,而在试验论证时,实施例4在测试过程中,有较为明显尖锐的“啸叫”,基于相应机床标准jb2278-78《金属切削机床通用技术条件》的规定,机床噪声的容许标准值应是:高精度机床应小于75db;精密机床和普通机床应小于85db,基于此,还对实施例3、实施例4的工作噪声进行测试,同时,还取一无散热部的铣刀刀体进行作为对比组进行测试,结果如下:
[0091]
表3工作噪音测试
[0092][0093][0094]
由如上测试可推知,散热部的结构设置一定程度上提高了铣刀刀体高速旋转时的阻力,其主要是产生了一定的风阻,而由于矩形结构的散热筋条难以对周侧的气流进行顺滑引导,其主要是通过强行干预的形式产生气流,因此,会产生较大的风噪,而该风噪理论上会跟随铣刀刀体的转速而上升,而实施例3采用的梯形轮廓的散热筋条,由于梯形的斜面能够一定程度上的引导气流,因此,相对于矩形轮廓的散热筋条而言,散热筋条采用梯形轮廓的形式更优。
[0095]
而综合上述,本发明方案的散热部的散热筋条最优结构轮廓为梯形结构,而其散热部的散热筋条螺旋旋向与螺旋铣削座的旋向问题,当旋向相反时,如图13所示,铣刀刀体在工作时,散热部同时带动旋转形成气流,气流的流动方向为朝向铣削部铣削的工件方向,该情况下,气流一方面可以减缓铣削过程中细碎金属屑的溅出速度,同时还能够吹拂铣削
的工件表面,缺点在于一定程度上,会阻碍一些铣削碎屑排出,而旋向相同时,如图14所示,铣刀刀体在工作时,散热部同时带动旋转形成气流,气流的流动方向为远离铣削部铣削的工件方向,该情况下,气流会加速铣削部区域的热气流远离,提高散热效率,另外还能够辅助铣削过程中的金属碎屑脱出。
[0096]
以上所述仅为本发明的部分实施例,并非因此限制本发明的保护范围,凡是利用本发明说明书及附图内容所作的等效装置或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1