一种用于焊接工件预热的电磁感应加热装置的制作方法
1.本发明属于电磁加热设备技术领域,具体涉及一种用于焊接工件预热的电磁感应加热装置。
背景技术:
2.焊接工件的预热是将待焊件在焊接之前以及焊接过程中加热到高于环境的某个温度,为防止焊接工件急剧升温造成工件受热不均,减少焊接区域与周围区域间的温度差,降低焊接过程中产生的应力,减少焊接缺陷,对其热处理前需要预先加热到指定温度。
3.电感应加热方法是利用电磁感应的方法使被加热的材料的内部产生电流,依靠这些涡流的能量达到加热目的,对焊件进行加热时,采用电磁感应加热具有加热速度快,在加热过程中温度上升的速度比较快;非接触式加热方式,操作起来比较方便、安全而且被加热物体的表面氧化程度小;加热效率高,资源浪费少,节能;可以通过设定加热时间来控制温度,这样可把温度控制到一个点上;占地面积小,工作环境不会产生对人体有害且污染环境的气体,噪声污染较小的优点。
4.现有的对棒状焊接工件进行加热的电磁感应加热装置存在以下缺陷:
5.1)不能对棒状焊接工件进行批量加热,加热效率低,且加热不均匀,存在局部温度差异;
6.2)对加热后的棒状工件不能自动收集暂存,预热后的工件较多未来得及处理,使其表面温度骤降,影响工件各项性能。
技术实现要素:
7.针对现有的技术问题,本发明提供一种能批量加热、工作效率高以及可满足不同尺寸工件需求的用于焊接工件预热的电磁感应加热装置。
8.本发明的技术方案是:一种用于焊接工件预热的电磁感应加热装置,主要包括l型加热架体、设于所述l型加热架体上且用于工件预热的电磁感应加热元件、设于l型加热架体上且用于工件抓取的抓料机械手、智能控制器、与各个电气元件电性连接的电源;
9.l型加热架体上端铰接有保温盖;
10.所述电磁感应加热元件包括沿l型加热架体竖直段由上至下均匀分布的多个安装架、沿所述安装架水平方向设置的多个加热圆筒、绕设于所述加热圆筒内壁的电磁加热线圈、与所述加热圆筒一一对应且套设于加热圆筒一端的转动齿轮、输出轴处连接有与所述转动齿轮外部连接的链条的驱动电机、用于监测加热温度的温度传感器,由上至下分布的多个安装架上的加热圆筒的数量依次减少;
11.所述抓料机械手有多个,多个抓料机械手与多个安装架间隔设置,每个抓料机械手包括设于l型加热架体竖直段侧壁且位于安装架上端的转动底座、驱动所述转动底座转动的步进电机、垂直设于转动底座上的机械臂、设于所述机械臂一端且底端沿水平方向均匀设有多个两爪抓手的抓料板,所述两爪抓手位于同一安装架上相邻的两个加热圆筒之间
的上方位置处。
12.进一步地,所述保温盖内壁贴设有保温层一,所述保温层一的材质为聚氨酯硬泡材料,保温盖可自动启闭,通过保温层一的设置,能够减少热量的流失,保温效果好,并且不会使保温盖外壁温度过高,避免了烫伤工作人员的风险,安全系数高,通过保温盖的自动启闭,降低工作人员的工作量。
13.进一步地,所述l型加热架体底端设有移动轮,且所述移动轮处设有刹车元件,l型加热架体上设有推手,所述推手外设有橡胶圈,通过推手推动移动轮方便对加热装置进行移动,通过橡胶圈具有防滑效果,可避免工作人员手部滑脱。
14.进一步地,所述抓料板底端沿水平方向均匀设有多个工件限位板,所述工件限位板上端设有与抓料板连接的液压杆一,工件限位板为开口向下的弧形板,工件限位板上设有测距传感器,所述测距传感器为耐高温激光测距传感器,其型号为mse
‑
lt150,通过液压杆一驱动工件限位板向下移动,并且与工件保持一定的距离,既能避免工件偏离加热轨道,又能防止工件转动加热时与工件限位板摩擦,影响加热装置正常运行,安全可靠。
15.进一步地,所述加热圆筒外壁沿周向均匀设有多个安装孔,且每个所述安装孔内均设有滚动珠,通过滚动珠的设置,减小加热圆筒与待加热工件之间的摩擦阻力,增加工件加热的均匀性,满足生产要求。
16.进一步地,还包括设于l型加热架体上的工件收纳箱体,所述工件收纳箱体底端设有剪叉升降架,工件收纳箱体上端设有入口,工件收纳箱体内部由上至下依次均匀交叉设置有多个倾斜缓冲板,每个所述倾斜缓冲板底端均设有与工件收纳箱体连接的液压杆二,工件收纳箱体底端一侧设有出口,且所述出口处设有倾斜外板,工件收纳箱体内壁设有保温层二,所述保温层二材质为聚氨酯硬泡材料,通过将预热完成后的工件从工件收纳箱体的上端通过各个倾斜缓冲板依次放入其下端,进行保温保存,避免预热后的工件较多未来得及处理,使其表面温度骤降,影响工件各项性能,同时,通过调节各个液压杆二的高度,从而调节各个倾斜缓冲板的倾斜程度,从而满足不同尺寸工件的保存需求。
17.进一步地,各个所述倾斜缓冲板表层粘设有缓冲层,所述缓冲层的材质为弹性橡胶材料,通过弹性橡胶材料材质的缓冲层的设置,避免工件在落至倾斜缓冲板的过程中,与倾斜缓冲板发生碰撞对工件表面造成损伤,可靠性高。
18.更进一步地,每个所述安装架底端远离l型加热架体一侧铰接有折叠支撑腿,且所述折叠支撑腿底端设有橡胶套,安装架上对应其上端的折叠支撑腿位置处设有与折叠支撑腿底端相适配的滑槽,且最下端的折叠支撑腿对应的滑槽设于l型加热架体上端,通过设置折叠支撑腿可分解安装架上所受的工件的重量,延长装置使用寿命,在折叠支撑腿使用时,可与滑槽相互卡接,增加折叠支撑腿支撑的稳定性。
19.利用本发明的电磁感应加热装置对棒状工件进行加热时,具体过程如下:
20.(1)通过推手推动移动轮,将本装置移动至需要工作的位置处,通过智能控制器控制保温盖打开,然后,将各个安装架底端的折叠支撑腿打开,并将折叠支撑腿底端与滑槽抵接;
21.(2)根据棒状工件尺寸由大至小的顺序将其大致分类,并将尺寸较大的棒状工件放入位于下端的安装架上相邻的两个加热圆筒之间,尺寸较小的棒状工件放入位于上端的安装架上相邻的两个加热圆筒之间;
22.(3)通过智能控制器控制步进电机启动,步进电机驱动转动底座转动,当抓料板底端的各个工件限位板位于各个棒状工件的正上端时,智能控制器控制液压杆一延伸,通过测距传感器监测工件限位板与棒状工件之间的距离,当距离为3
‑
4cm时,智能控制器控制液压杆一关闭,通过智能控制器控制电磁加热线圈通电,对加热圆筒上端的工件进行加热,同时,智能控制器控制驱动电机启动,驱动电机通过链条带动各个转动齿轮转动,此时,棒状工件也会随着转动,对其进行具有加热;
23.(4)在加热过程中,通过温度传感器检测加热温度,当温度达到要求时,停止加热,通过智能控制器控制步进电机启动,步进电机驱动转动底座转动,当抓料板底端的多个两爪抓手位于对应工件正上端时,利用两爪抓手将对应的工件抓起,通过控制机械臂的移动,同时,控制剪叉升降架的高度,对不同高度的工件依次通过对应的入口并放入工件收纳箱体内,此时,通过智能控制器调节各个液压杆二的高度,从而调节各个倾斜缓冲板的倾斜程度,从而满足不同尺寸工件的保存需求;
24.(5)工件保存在工件收纳箱体内进行保温保存,当需要取出时,通过出口取出即可。
25.本发明的有益效果是:本发明提供一种用于焊接工件预热的电磁感应加热装置,具备以下的优点:
26.(1)本发明通过设置多个安装架,并将工件放置于同一安装架上相邻的两个加热圆筒之间,可满足多个棒状工件批量加热,工作效率高,同时,通过在每个安装架设置数量不同的加热圆筒,使相邻两个加热圆筒之间的距离不同,满足不同尺寸棒状工件的使用要求。
27.(2)本发明通过设置抓料机械手,对加热完成的工件进行夹持并放置于工件收纳箱体内进行保温保存,避免预热后的工件较多未来得及处理,使其表面温度骤降,影响工件各项性能,同时,通过调节各个液压杆二的高度,从而调节各个倾斜缓冲板的倾斜程度,从而满足不同尺寸工件的保存需求,同时,抓料机械手底端设有多个两爪抓手可对多个工件同时进行抓取,工作效率高,减少工作人员的工作量。
28.(3)本发明通过工件限位板与工件保持一定的距离,既能避免工件偏离加热轨道,又能防止工件转动加热时与工件限位板摩擦,影响加热装置正常运行,安全可靠。
29.(4)本发明通过设置折叠支撑腿可分解安装架上所受的工件的重量,延长装置使用寿命,在折叠支撑腿使用时,可与滑槽相互卡接,增加折叠支撑腿支撑的稳定性。
附图说明
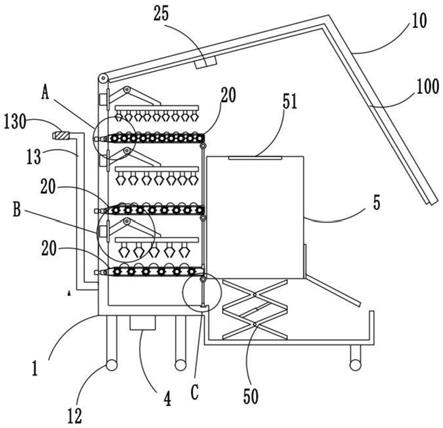
30.图1为本发明的结构示意图;
31.图2为本发明的图1中a处的放大图;
32.图3为本发明的图1中b处的放大图;
33.图4为本发明的图1中c处的放大图;
34.图5为本发明的加热圆筒在l型加热架体上的安装图;
35.图6为本发明的抓料板的立体图;
36.图7为本发明的工件收纳箱体的内部结构示意图;
37.图8为本发明的电气连接图。
38.其中,1
‑
l型加热架体、10
‑
保温盖、100
‑
保温层一、12
‑
移动轮、13
‑
推手、130
‑
橡胶圈、2
‑
电磁感应加热元件、20
‑
安装架、21
‑
加热圆筒、210
‑
安装孔、211
‑
滚动珠、22
‑
电磁加热线圈、23
‑
转动齿轮、24
‑
驱动电机、240
‑
链条、25
‑
温度传感器、26
‑
折叠支撑腿、260
‑
橡胶套、27
‑
滑槽、3
‑
抓料机械手、30
‑
转动底座、31
‑
步进电机、32
‑
机械臂、33
‑
抓料板、330
‑
两爪抓手、331
‑
工件限位板、3310
‑
液压杆一、3311
‑
测距传感器、4
‑
智能控制器、5
‑
工件收纳箱体、50
‑
剪叉升降架、51
‑
入口、52
‑
倾斜缓冲板、520
‑
缓冲层、53
‑
液压杆二、54
‑
出口、540
‑
倾斜外板、55
‑
保温层二。
具体实施方式
39.实施例:如图1所示的一种用于焊接工件预热的电磁感应加热装置,主要包括l型加热架体1、设于l型加热架体1上且用于工件预热的电磁感应加热元件2、设于l型加热架体1上且用于工件抓取的抓料机械手3、智能控制器4、工件收纳箱体5、与各个电气元件电性连接的电源,其中,智能控制器4型号为data
‑
7311;
40.l型加热架体1上端铰接有保温盖10,保温盖10内壁贴设有保温层一100,保温层一100的材质为聚氨酯硬泡材料,保温盖10可自动启闭,通过保温层一100的设置,能够减少热量的流失,保温效果好,并且不会使保温盖10外壁温度过高,避免了烫伤工作人员的风险,安全系数高,通过保温盖10的自动启闭,降低工作人员的工作量,l型加热架体1底端设有移动轮12,且移动轮12处设有刹车元件,l型加热架体1上设有推手13,推手13外设有橡胶圈130,通过推手13推动移动轮12方便对加热装置进行移动,通过橡胶圈130具有防滑效果,可避免工作人员手部滑脱;
41.如图2所示,电磁感应加热元件2包括沿l型加热架体1竖直段由上至下均匀分布的三个安装架20、沿每个安装架20水平方向设置的不同数量的加热圆筒21、绕设于加热圆筒21内壁的电磁加热线圈22、与加热圆筒21一一对应且套设于加热圆筒21一端的转动齿轮23、输出轴处连接有与转动齿轮23外部连接的链条240的驱动电机24、用于监测加热温度的温度传感器25,由上至下分布的三个安装架20上的加热圆筒21的数量依次减少,其中,位于最底层的安装架20上有六个加热圆筒21,位于中间层的安装架20上有八个加热圆筒21,位于最上层的安装架20上有十个加热圆筒21,同时,每个安装架20的数量可根据实际需要进行改变,如图5所示,加热圆筒21外壁沿周向均匀设有15个安装孔210,且每个安装孔210内均设有滚动珠211,通过滚动珠211的设置,减小加热圆筒21与待加热工件之间的摩擦阻力,增加工件加热的均匀性,满足生产要求,如图4所示,每个安装架20底端远离l型加热架体1一侧铰接有折叠支撑腿26,且折叠支撑腿26底端设有橡胶套260,安装架20上对应其上端的折叠支撑腿26位置处设有与折叠支撑腿26底端相适配的滑槽27,且最下端的折叠支撑腿26对应的滑槽26设于l型加热架体1上端,通过设置折叠支撑腿26可分解安装架20上所受的工件的重量,延长装置使用寿命,在折叠支撑腿26使用时,可与滑槽27相互卡接,增加折叠支撑腿26支撑的稳定性,其中,驱动电机24的型号为dz65m01
‑
1wrv,温度传感器25型号为gmd50;
42.如图3、6所示,抓料机械手3有三个,三个抓料机械手3与三个安装架20间隔设置,每个抓料机械手3包括设于l型加热架体1竖直段侧壁且位于安装架20上端的转动底座30、驱动转动底座30转动的步进电机31、垂直设于转动底座30上的机械臂32、设于每个机械臂
32一端且底端沿水平方向均匀设有不同数量两爪抓手330的抓料板33,两爪抓手330位于同一安装架20上相邻的两个加热圆筒21之间的上方位置处,不同抓料板33底端沿水平方向均匀设有不同数量的工件限位板331,工件限位板331上端设有与抓料板33连接的液压杆一3310,工件限位板331为开口向下的弧形板,工件限位板331上设有测距传感器3311,测距传感器3311为耐高温激光测距传感器,通过液压杆一3310驱动工件限位板331向下移动,并且与工件保持一定的距离,既能避免工件偏离加热轨道,又能防止工件转动加热时与工件限位板331摩擦,影响加热装置正常运行,安全可靠,其中,步进电机31的型号为mp35ea,液压杆一3310为市售,测距传感器3311型号为mse
‑
lt150;
43.如图7所示,工件收纳箱体5底端设有剪叉升降架50,工件收纳箱体5上端设有入口51,工件收纳箱体5内部由上至下依次均匀交叉设置有六个倾斜缓冲板52,每个倾斜缓冲板52底端均设有与工件收纳箱体5连接的液压杆二53,工件收纳箱体5底端一侧设有出口54,且出口54处设有倾斜外板540,工件收纳箱体5内壁设有保温层二55,保温层二55材质为聚氨酯硬泡材料,通过将预热完成后的工件从工件收纳箱体5的上端通过各个倾斜缓冲板52依次放入其下端,进行保温保存,避免预热后的工件较多未来得及处理,使其表面温度骤降,影响工件各项性能,同时,通过调节各个液压杆二53的高度,从而调节各个倾斜缓冲板52的倾斜程度,从而满足不同尺寸工件的保存需求,其中,液压杆二52为市售,各个所述倾斜缓冲板52表层粘设有缓冲层520,缓冲层520的材质为弹性橡胶材料,通过弹性橡胶材料材质的缓冲层520的设置,避免工件在落至倾斜缓冲板52的过程中,与倾斜缓冲板52发生碰撞对工件表面造成损伤,可靠性高。
44.利用本发明的电磁感应加热装置对棒状工件进行加热时,具体过程如下:
45.(1)通过推手13推动移动轮12,将本装置移动至需要工作的位置处,通过智能控制器4控制保温盖10打开,然后,将各个安装架20底端的折叠支撑腿26打开,并将折叠支撑腿26底端与滑槽27抵接;
46.(2)根据棒状工件尺寸由大至小的顺序将其大致分类,并将尺寸较大的棒状工件放入位于下端的安装架20上相邻的两个加热圆筒21之间,尺寸较小的棒状工件放入位于上端的安装架20上相邻的两个加热圆筒21之间;
47.(3)通过智能控制器4控制步进电机31启动,步进电机31驱动转动底座30转动,当抓料板33底端的各个工件限位板331位于各个棒状工件的正上端时,智能控制器4控制液压杆一3310延伸,通过测距传感器3311监测工件限位板331与棒状工件之间的距离,当距离为3
‑
4cm时,智能控制器4控制液压杆一3310关闭,通过智能控制器4控制电磁加热线圈22通电,对加热圆筒21上端的工件进行加热,同时,智能控制器4控制驱动电机24启动,驱动电机24通过链条240带动各个转动齿轮23转动,此时,棒状工件也会随着转动,对其进行具有加热;
48.(4)在加热过程中,通过温度传感器25检测加热温度,当温度达到要求时,停止加热,通过智能控制器4控制步进电机31启动,步进电机31驱动转动底座30转动,当抓料板33底端的多个两爪抓手330位于对应工件正上端时,利用两爪抓手330将对应的工件抓起,通过控制机械臂32的移动,同时,控制剪叉升降架50的高度,对不同高度的工件依次通过对应的入口51并放入工件收纳箱体5内,此时,通过智能控制器4调节各个液压杆二53的高度,从而调节各个倾斜缓冲板52的倾斜程度,从而满足不同尺寸工件的保存需求;
49.(5)工件保存在工件收纳箱体5内进行保温保存,当需要取出时,通过出口53取出即可。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1