电火花辅助超声振动车削复合加工设备及加工方法
1.本申请涉及车削加工的技术领域,具体来说是涉及一种电火花辅助超声振动车削复合加工设备,以及一种电火花辅助超声振动车削复合加工方法。
背景技术:
2.目前,车削加工技术是机械加工领域的基础,车削是通过车床带动切削刀具移动以对工件外表面进行车削加工,常用手段是通过车刀与工件表面接触进行车削,因此在车削过程中产生的阻力较大。特别是在车削难加工金属材料时,不仅对车刀磨损较大,且加工效率低、加工表面质量差等问题,为此,本领域技术人员亟需研发一种电火花辅助超声振动车削复合加工设备来满足实际使用需求。
技术实现要素:
3.本申请所要解决是针对的上述的技术问题,提供一种电火花辅助超声振动车削复合加工设备。
4.为解决上述技术问题,本申请是通过以下技术方案实现:
5.电火花辅助超声振动车削复合加工设备,包括机床、设于所述机床上以用于卡夹工件的卡盘、设于所述机床上部一侧且用于移动车削工件的移动车削装置,所述移动车削装置上设有用于车削工件的刀具,所述电火花辅助超声振动车削复合加工设备还包括:
6.安装支架,其设于所述机床上部另一侧,并与所述移动车削装置连接,且其从动于所述移动车削装置移动;
7.放电加热装置,其设于所述安装支架上,用于通电以放电加热工件;
8.超声波发生装置,其设于所述移动车削装置上,用于发生超声波以高频振动所述刀具。
9.如上所述的电火花辅助超声振动车削复合加工设备,所述电火花辅助超声振动车削复合加工设备还包括设于所述安装支架上且用于调节所述放电加热装置与工件间距的间距调节装置。
10.如上所述的电火花辅助超声振动车削复合加工设备,所述安装支架包括:
11.安装底板,其设于所述机床上部后侧,且与所述移动车削装置连接;
12.安装立板,其滑动连接于所述安装立板上,并与所述放电加热装置连接,以及与所述间距调节装置连接。
13.如上所述的电火花辅助超声振动车削复合加工设备,所述间距调节装置包括:
14.调节驱动组,其设于所述安装底板后上侧;
15.连接调节杆,其一端与所述调节驱动组动力输出端连接,另一端贯穿所述安装立板后与所述安装底板转动连接,且其中部与所述安装立板螺纹连接,当受所述调节驱动组驱动时,用于带动所述安装立板前后移动以调节所述放电加热装置与工件间的距离。
16.如上所述的电火花辅助超声振动车削复合加工设备,所述放电加热装置包括:
17.中空电刷,其用于套设于工件上,并与脉冲电源连接;
18.放电电极,其设于所述安装立板上部前侧,并与所述脉冲电源连接。
19.如上所述的电火花辅助超声振动车削复合加工设备,所述放电电极前侧开设有一后凹凹位,所述后凹凹位截面形状为弧形。
20.如上所述的电火花辅助超声振动车削复合加工设备,所述移动车削装置包括一连接框架,以及与所述连接框架连接且用于驱动所述连接框架移动的移动驱动组;
21.所述连接框架上侧设有所述刀具;
22.所述超声波发生装置包括:
23.超声波发生器,其设于所述连接框架一侧;
24.超声波换能器,其设于所述连接框架内,并与所述超声波发生器连接;
25.超声波变幅杆,其设于所述超声波换能器后端上,且其后端与所述连接框架内部后侧壁相接触。
26.如上所述的电火花辅助超声振动车削复合加工设备,所述电火花辅助超声振动车削复合加工设备还包括机床上以用于循环供给工作液的工作液循环供给系统,所述工作液供给系统包括:
27.工作液容装槽,其用于容装工作液;
28.工作液输出管组,其设于所述工作液容装槽一侧,并一端与所述工作液容装槽连接,另一端用于向加工工件输出工作液;
29.工作液回收槽,其设于加工工件下侧,用于回收工作液;
30.工作液过滤板,其设于所述工作液回收槽内,用于过滤所回收的工作液;
31.工作液回流管组,其连接于所述工作液回收槽一侧,用于将过滤后工作液回流至所述工作液容装槽内。
32.如上所述的电火花辅助超声振动车削复合加工设备,所述工作液过滤板与所述工作液回收槽底部间设有一倾斜斜坡,所述倾斜斜坡用于倾斜下滑工作液中所夹杂的污物。
33.本申请还提供一种电火花辅助超声振动车削复合加工方法,包括以下步骤:
34.s1,先将工件装夹于机床上的卡盘上,随之对刀操作;
35.s2,将与脉冲电源连接的中空电刷套接于工件上,随之通过间距调节装置调节放电电极与工件间的间距;
36.s3,接通脉冲电源,同时启动移动车削装置以及超声波发生装置;
37.s4,移动车削装置移动车削工件时,移动车削装置带动节放电电极一起移动,继而一边放电加热工件一边车削工件,同时,超声波发生装置发生超声波以高频振动设于移动车削装置上的刀具,通过高频周期性振动刀具以高频断屑及散热。
38.与现有技术相比,上述申请有如下优点:
39.本申请通过所述放电加热装置连接脉冲电源以用于放电加热工件,继而当所述移动车削装置带动所述放电加热装置一起移动时,则可实现一边放电加热工件一边车削工件,从而不仅可实现加热软化工件,降低车刀车削工件的车削难度,且还可进一步降低刀具的损耗以延长刀具使用寿命,以及还可进一步提高加工效率和实现高效、精密的车削效果,且还通过所述超声波发生装置接入外部交流电源,输出高频振动并传递给所述刀具,使得所述刀具做高频周期性振动运动,进而有利于所述刀具断屑、减少切削热,以及降低切削力
等突出效果。
附图说明
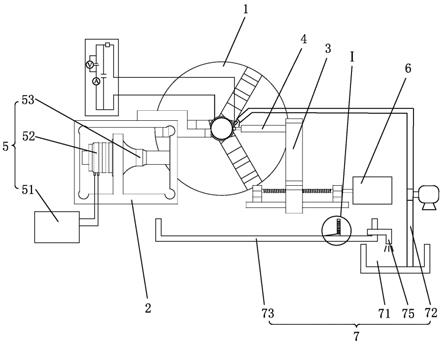
40.图1是本申请电火花辅助超声振动车削复合加工设备的示意图。
41.图2是图1是局部放大视图ⅰ。
42.图3是本申请电火花辅助超声振动车削复合加工设备的立体图。
43.图4是本申请电火花辅助超声振动车削复合加工设备的局部分解视图。
44.图5是图4的局部放大视图ⅱ。
45.图6是本申请电火花辅助超声振动车削复合加工设备中所述移动车削装置及所述超声波发生装置的立体图。
46.图7是本申请电火花辅助超声振动车削复合加工设备中所述超声波发生装置、放电加热装置、间距调节装置。
47.图8是图7的局部放大视图ⅲ。
具体实施方式
48.下面通过具体实施方式结合附图对本申请作进一步详细说明。
49.如图1~8所示,一种电火花辅助超声振动车削复合加工设备,包括机床、卡盘1、移动车削装置2、安装支架3、放电加热装置4、超声波发生装置5。
50.具体的,所述卡盘1设于所述机床上以用于卡夹工件;所述移动车削装置2设于所述机床上部一侧且用于移动车削工件;所述移动车削装置2上设有用于车削工件的刀具21;所述安装支架3设于所述机床上部另一侧,并与所述移动车削装置2连接,且其从动于所述移动车削装置2移动;所述放电加热装置4设于所述安装支架3上,用于通电以放电加热工件;所述超声波发生装置5设于所述移动车削装置2上,用于发生超声波以高频振动所述刀具21。
51.本申请电火花辅助超声振动车削复合加工设备通过所述放电加热装置4连接脉冲电源以用于放电加热工件,继而当所述移动车削装置2带动所述放电加热装置4一起移动时,则可实现一边放电加热工件一边车削工件,从而不仅可实现加热软化工件,降低车刀车削工件的车削难度,且还可进一步降低刀具的损耗以延长刀具使用寿命,以及还可进一步提高加工效率和实现高效、精密的车削效果,且还通过所述超声波发生装置5接入外部交流电源,输出高频振动并传递给所述刀具21,使得所述刀具21做高频周期性振动运动,进而有利于所述刀具21断屑、减少切削热,以及降低切削力等突出效果。
52.进一步的,所述电火花辅助超声振动车削复合加工设备还包括设于所述安装支架3上且用于调节所述放电加热装置4与工件间距的间距调节装置6。
53.更进一步的,所述安装支架3包括安装底板31、安装立板32。
54.所述安装底板31设于所述机床上部后侧,且与所述移动车削装置2连接;所述安装立板32滑动连接于所述安装立板31上,并与所述放电加热装置4连接,以及与所述间距调节装置6连接。其目的在于满足实际使用需求。
55.更进一步的,所述间距调节装置6包括调节驱动组61、连接调节杆62。
56.所述调节驱动组61设于所述安装底板31后上侧;所述连接调节杆62一端与所述调
节驱动组61动力输出端连接,另一端贯穿所述安装立板32后与所述安装底板31转动连接,且其中部与所述安装立板32螺纹连接,当受所述调节驱动组61驱动时,用于带动所述安装立板32前后移动以调节所述放电加热装置4与工件间的距离。其优点在于方便调节适应不同尺寸大小的加工工件。
57.更进一步的,所述放电加热装置4包括中空电刷41、放电电极42。
58.所述中空电刷41用于套设于工件上,并与脉冲电源连接;所述放电电极42设于所述安装立板32上部前侧,并与所述脉冲电源连接。其目的在于满足实际使用需求。
59.更进一步的,所述放电电极42前侧开设有一后凹凹位421,所述后凹凹位421截面形状为弧形。其目的在于与工件外形相适配,以使有利于进一步提高放电效率。
60.更进一步的,所述移动车削装置2包括一连接框架200,以及与所述连接框架200连接且用于驱动所述连接框架200移动的移动驱动组;
61.所述连接框架200上侧设有所述刀具21;
62.所述超声波发生装置5包括超声波发生器51、超声波换能器52、超声波变幅杆53;所述超声波发生器51设于所述连接框架200一侧;所述超声波换能器52设于所述连接框架200内,并与所述超声波发生器51连接;所述超声波变幅杆53设于所述超声波换能器52后端上,且其后端与所述连接框架200内部后侧壁相接触。其优点在于当所述超声波发生器51接入外部交流电源时,可输出高频振荡信号给所述超声波换能器52,随之所述超声波换能器52激发所述超声波变幅杆53产生高频伸缩变形,从而通过所述超声波变幅杆53将高频变形运动进行放大并传递给所述刀具21,使得所述刀具21做高频周期性振动运动,进而有利于所述刀具21断屑、减少切削热、降低切削力等突出效果。
63.更进一步的,所述电火花辅助超声振动车削复合加工设备还包括机床上以用于循环供给工作液的工作液循环供给系统7,所述工作液供给系统7包括工作液容装槽71、工作液输出管组72、工作液回收槽73、工作液过滤板74、工作液回流管组75。
64.所述工作液容装槽71用于容装工作液。所述工作液输出管组72,其设于所述工作液容装槽71一侧,并一端与所述工作液容装槽71连接,另一端用于向加工工件输出工作液。所述工作液回收槽73,其设于加工工件下侧,用于回收工作液。所述工作液过滤板74,其设于所述工作液回收槽73内,用于过滤所回收的工作液。所述工作液回流管组75连接于所述工作液回收槽73一侧,用于将过滤后工作液回流至所述工作液容装槽71内。其优点在于实现循环使用工作液,所述工作液为放电介质,在加工过程中还起着冷却、排屑等作用。常用的工作液是粘度较低、闪点较高、性能稳定的介质,如煤油、去离子水和乳化液等。
65.更进一步的,所述工作液过滤板74上开设有多个过滤孔741,且其与所述工作液回收槽73底部间设有一倾斜斜坡76,所述倾斜斜坡76用于倾斜下滑工作液中所夹杂的污物。其优点在于可减少所过滤工作液当中所夹杂的污物,且还可进一步提高过滤效率。
66.本申请还提及一种电火花辅助超声振动车削复合加工方法,包括以下步骤:
67.s1,先将工件装夹于机床上的卡盘1上,随之对刀操作;
68.s2,将与脉冲电源连接的中空电刷41套接于工件上,随之通过间距调节装置6调节放电电极42与工件间的间距;
69.s3,接通脉冲电源,同时启动移动车削装置2以及超声波发生装置5;
70.s4,移动车削装置2移动车削工件时,移动车削装置2带动节放电电极42一起移动,
继而一边放电加热工件一边车削工件,同时,超声波发生装置5发生超声波以高频振动设于移动车削装置2上的刀具21,通过高频周期性振动刀具21以高频断屑及散热。
71.本申请通过所述放电加热装置4连接脉冲电源以用于放电加热工件,继而当所述移动车削装置2带动所述放电加热装置4一起移动时,则可实现一边放电加热工件一边车削工件,从而不仅可实现加热软化工件,降低车刀车削工件的车削难度,且还可进一步降低刀具的损耗以延长刀具使用寿命,以及还可进一步提高加工效率和实现高效、精密的车削效果,且还通过所述超声波发生装置5接入外部交流电源,输出高频振动并传递给所述刀具21,使得所述刀具21做高频周期性振动运动,进而有利于所述刀具21断屑、减少切削热,以及降低切削力等突出效果。
72.更进一步的,在步骤s2中,所述间距调节装置6配合现有的电火花自动控制进给系统来实现自动调节放电电极42与工件间的间距,进而达到自动化调节目的。
73.综上所述对本申请的实施方式作了详细说明,但是本申请不限于上述实施方式。即使其对本申请作出各种变化,则仍落入在本申请的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1