一种粘性物料模印成型块制作设备及其制作工艺的制作方法
1.本发明涉及一种物料成型块状的制作设备及其制作工艺的技术领域。
背景技术:
2.在中药产品中有很多中药是物料混合至粘性状态后通过来料分料制成矩形块状后在进行发酵等工艺,这种中药块不仅要求密度均匀,且对各块的重量一致性要求也很高,才能较好的达到对药量药效的控制,但是粘性中药在分料时来料通常为密度不均、形状不规则、形态各异的成坨状的物料,这种来料特点是形成密度均匀、尺寸一致的中药成型块的难点。
3.现有的一种粘性中药成型块的制作工艺步骤是这样的,入料
‑
压料入模
‑
刮去余料
‑
脱模压出成型块,采用此中药成型工艺,其外观毛刺多、易有裂纹、各成型块的重量不稳定,影响中药成型块后道工序的发酵,影响其药性或药品的合格率;还有采用此中药成型工艺,中药成型块制作易受人工手法、人工的状态等因素的影响,这也会影响中药的成品率。另外,当前的中药成型工艺采用人工或半自动化工艺进行生产,其生产效率低、成型率低、且需要人工数量多,在人工成本不断上涨的背景下,人工成本的控制也显得尤其重要。
技术实现要素:
4.本发明的目的在于提供一种能够达到自动化生产制作且的一种粘性物料模印成型块制作设备。
5.本发明的另一目的在于提供一种粘性物料模印成型块的制作工艺,该制作工艺为新的成型工艺,可提高粘性物料成型块的生产效率和重量的稳定性,且可节约人工,降低企业成本。
6.为实现上述目的,本发明的技术方案是:一种粘性物料模印成型块制作设备,包括挤料装置、输送装置、切刀装置、模印装置和摆盘装置;所述挤料装置具有形状出料嘴;所述输送装置包括有第一皮带输送段和第二皮带输送段,所述第一皮带输送段的输入端对应形状出料嘴下方,所述第二皮带输送段为差速分离段其输入端与第一皮带输送段的输出端接驳输送;所述切刀装置包括有切刀对应在第一皮带输送段的上方;所述模印装置包括对应在第二皮带输送段上方的模具、用于带动模具升降动作的升降驱动机构以及用于模具成型脱模的脱模机构;所述摆盘装置包括格盘移位机构和放置在格盘移位机构上发酵格盘,所述发酵格盘对应在第二皮带输送段输出端的下方设置。
7.所述模具包括外模块和内模块,所述外模块内形成有型腔,所述型腔通向外模块的下表面与第二皮带输送段相对,所述内模块可上下活动的嵌设在型腔内上部,内模块的下表面与其下方的型腔内壁构成物料模印成型块的成型空间,所述脱模机构为升降驱动机构分别连接驱动外模块升降活动和内模块的上下活动从而达到外模块与内模块之间的相对运动达到脱模。
8.所述内模块与外模块之间设有用于调整内模块在外模块内的位置的型腔深度调
整结构。
9.所述脱模机构还包括有吹气机构,所述吹气机构的输出端连接在内模块上,所述内模块上设有可将吹气结构的输出端输出的气体通向成型空间达到脱模的气道结构。
10.所述第二皮带输送段在模具朝向输送方向的输入方向一侧上设有动作感应器用于控制模印装置的动作。
11.所述挤料装置包括具有入料口和挤料口的料箱以及设置在料箱内用于将物料从挤料口搅拌挤出的送料辊机构,所述形状出料嘴可拆装更换的设置在挤料口上。
12.所述第二皮带输送段上设有可使得其输出端可沿输送的前后方向往复移动位置的伸缩移动机构,所述伸缩移动机构上设有对应第二皮带输送段的输出端的物料到位感应器;所述格盘移位机构用于带动发酵格盘在垂直于第二皮带输送段输送方向的方向移动,所述格盘移位机构上设有用于感应发酵格盘初始位置放置的初始位置感应器。
13.所述第二皮带输送段上对应其输出端设有物料到位感应器;所述格盘移位机构用于带动发酵格盘沿第二皮带输送段输送的前后方向和与之垂直的方向移动,所述格盘移位机构上设有用于感应发酵格盘初始位置放置的初始位置感应器。
14.上述一种粘性物料模印成型块的制作工艺,包括有如下制作工艺步骤:
15.步骤一、在挤料装置上安装上所需的形状出料嘴,将发酵格盘放置在格盘移位机构上并对应初始位置感应器,第二皮带输送段的输出端对应在发酵格盘下料摆盘的第一行第一个位置;
16.将粘性物料加入挤料装置内,通过挤料装置将粘性物料搅拌并从形状出料嘴挤出物料形状条在第一皮带输送段上,切刀对应在物料形状条上方;
17.步骤二、物料形状条在第一皮带输送段上向前输送时,切刀装置根据预设的动作频率工作,使切刀下降对物料形状条进行切割,切割完成上升复位,从而从物料形状条上分切出物料段;
18.步骤三、分切出的物料段依次从第一皮带输送段输出至第二皮带输送段上,由于第二皮带输送段为差速分离段,其输送速度大于第一皮带输送段的输送速度,进入第二皮带输送段的物料段之间会形成间隔距离分离开继续向前输送,模具对应物料段上方;
19.步骤四、第二皮带输送段输送过程中,模印装置根据预设的动频率工作,其升降驱动机构带动模具下降扣住对应的物料段,并将物料段压印成与型腔一致的物料块;
20.步骤五、升降驱动机构带动模具上升,同时脱模机构工作将物料块脱出模具的型腔,物料块脱离型腔后输送至第二皮带输送段的输出端,模印装置复位等待下一次的模印动作;
21.步骤六、物料到位感应器保持实时感应第二皮带输送段的输出端的物料块;
22.步骤七、第二皮带输送段的输出端输出的物料块摆放至发酵格盘下料摆盘的第一行第一个位置,接着进入一行摆放动作;所述一行摆放动作的过程是这样的:当物料到位感应器感应到下一个物料块到位时,伸缩移动机构带动第二皮带输送段的输出端移动后退一个物料块下料摆盘的位置,伸缩移动机构带动移动后退的速度与第二皮带输送段的输送速度一致,后退一个物料块下料摆盘的位置后第二皮带输送段的输出端输出的物料块摆放至发酵格盘下料摆盘的第二个位置,如此依次循环至一行摆放完成,进入下料换行动作;所述下料换行动作的过程是这样的:一行摆放完成后格盘移位机构带动发酵格盘垂直于第二皮
带输送段输送方向的方向移动至对应第二行下料摆盘位置,同时伸缩移动机构带动第二皮带输送段的输出端移动伸出至第二行第一个的位置,第二皮带输送段的输出端输出的物料块下料摆放至第二行第一个位置上,接着进入上述的一行摆放动作;如此依次循环至发酵格盘下料摆盘完成。
23.或者,步骤七、第二皮带输送段的输出端输出的物料块摆放至发酵格盘下料摆盘的第一行第一个位置,接着进入一行摆放动作;所述一行摆放动作的过程是这样的:当物料到位感应器感应到下一个物料块到位时,格盘移位机构带动发酵格盘沿第二皮带输送段输送方向的方向移动一个物料块下料摆盘的位置,移动一个物料块下料摆盘的位置后第二皮带输送段的输出端输出的物料块摆放至发酵格盘下料摆盘的第二个位置,如此依次循环至一行摆放完成,进入下料换行动作;所述下料换行动作的过程是这样的:一行摆放完成后格盘移位机构带动发酵格盘垂直于第二皮带输送段输送方向的方向移动至对应第二行下料摆盘位置,并且带动发酵格盘沿第二皮带输送段输送方向的相反方向移动第二行第一个的位置,第二皮带输送段的输出端输出的物料块下料摆放至第二行第一个位置上,接着进入上述的一行摆放动作;如此依次循环至发酵格盘下料摆盘完成。
24.通过采用上述技术方案,本发明的有益效果是:通过挤料装置来均匀的挤出粘性物料并且能够根据需要采用形状出料嘴挤出特定形状的物料形状条,在通过输送装置将挤出的物料向前输送,输送过程中通过分切装置将物料形状条切割分段形成所要的每个成型块的质量的物料段,切割分段后输送至第二皮带输送段进行模印成型物料块,成型为物料块后在输送至摆盘装置进行多行多块的均匀间隔下料摆盘,可自动化进行,可大大减少人工的操作。采用上述设备和制作工艺进行粘性中药成型块具有如下优点,1、成型块表面平整、无裂纹、无毛刺,每个成型块重量稳定,保证中药的后道工序的发酵,不影响中药的药效,保证中药成型块的产品的合格率;2、从入料开始到发酵,成型块均不受人工干预,不受人工手法、工人状态等的影响,中证中药的成品率;3、提高了中药成型块的生产效率,提高中药成型块的重量稳定性,节约人工,降低企业成本。
附图说明
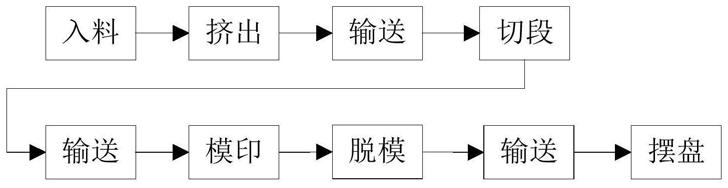
25.图1是本发明涉及的一种粘性物料模印成型块制作设备的工艺过程结构框图;
26.图2是本发明涉及的挤料装置的挤出过程结构示意图;
27.图3是本发明涉及的切刀装置的分切过程结构示意图;
28.图4是本发明涉及的模印装置过程的结构示意图;
29.图5是本发明涉及的摆盘装置的下料摆放过程的结构示意图。
30.图中:
31.挤料装置1;料箱11;送料辊机构12;形状出料嘴13;
32.输送装置2;第一皮带输送段21;第二皮带输送段22;物料到位感应器23;
33.切刀装置3;切刀31;模印装置4;模具41;
34.外模块411;内模块412;型腔413;动作感应器42;
35.摆盘装置5;发酵格盘51;
36.物料形状条10;物料块20;物料段30。
具体实施方式
37.为了进一步解释本发明的技术方案,下面通过具体实施例来对本发明进行详细阐述。
38.实施例一
39.本实施例公开的一种粘性物料模印成型块制作设备,在生产制作时的工艺过程可分为如图1所示的依次为入料
‑
挤出
‑
输送
‑
切段
‑
输送
‑
模印
‑
脱模
‑
输送
‑
摆盘这几道工序,该设备包括挤料装置1、输送装置2、切刀装置3、模印装置4和摆盘装置5;下面结合附图详细描述各部的结构位置连接关系。
40.所述挤料装置1,如图2所示,包括具有入料口和挤料口的料箱11、设置在料箱11内用于将物料从挤料口搅拌挤出的送料辊机构12以及设置在挤料口上形状出料嘴13,所述形状出料嘴13可拆装更换的设置在挤料口上,这样可根据所要生产制作的块形状来选择使用对应形状出料嘴13,可达到不同形状和不同粗细的挤出。
41.所述输送装置2,如图2、图3、图4和图5所示,包括有第一皮带输送段21和第二皮带输送段22,所述第一皮带输送段21的输入端对应形状出料嘴13下方,以对应承接从形状出料嘴13挤出的物料形状条10,所述第二皮带输送段22为差速分离段,即第二皮带输送段22与第一皮带输送段21的转动速度不同,其输入端与第一皮带输送段21的输出端接驳输送;所述第二皮带输送段22上设有可使得其输出端可沿输送的前后方向往复移动位置的伸缩移动机构(图中不可见,该机构的结构设置可通过现有机械伸缩技术实现,可实现的结构有多种,本实施例中结构不具体公开限定,影响本领域技术人员的清楚理解),所述伸缩移动机构上设有对应第二皮带输送段22的输出端的物料到位感应器23,用于感应第二皮带输送段22的输出端是否有物料到位,因此其是设置在伸缩移动机构上的,能够较好的确保伸缩时能够准确感应物料到位。
42.所述切刀装置3包括有切刀31对应在第一皮带输送段的上方,切刀装置3可达到带动切刀31下降切割和上升复位动作。
43.所述模印装置4包括对应在第二皮带输送段22上方的模具41、用于带动模具41升降动作的升降驱动机构(图中未示出)以及用于模具成型脱模的脱模机构(图中未示出);本实施例中公开的所述模具41的结构是这样包括外模块411和内模块412,所述外模块411内形成有型腔413,所述型腔413通向外模块411的下表面与第二皮带输送段22相对,从而在模具41下降时扣住物料段30成型物料块20,本实施例中所述内模块412可上下活动的嵌设在型腔413内上部,且可进一步的内模块412与外模块411之间设有用于调整内模块412在外模块411内的位置的型腔深度调整结构(图中未示出),可根据成型的物料块质量需要通对型腔深度调整结构的调整来改变内模块412在外模块411内的初始位置,从而来改变模印出来的物料块20的厚度,模具41整体也可根据需要更换,如此,所述内模块412的下表面与其下方的型腔413内壁构成物料模印成型块的成型空间。
44.本实施例中公开的所述脱模机构为升降驱动机构分别连接驱动外模块411升降活动和内模块412的上下活动从而达到外模块411与内模块412之间的相对运动达到脱模,也就是在模具下降时内模块412与外模块411的相对位置为初始位置,其内的成型空间也就是成型块的型腔,压印成型后开始脱模升降驱动机构带动模具上升时同时还是实现了外模块411先于内模块412上升的动作,在此动作下内模块412将成型的物料块推出了型腔从而达
到脱模动作。
45.本实施例还可进步设置,所述脱模机构还包括有吹气机构(图中未示出),所述吹气机构的输出端连接在内模块412上,所述内模块412上设有可将吹气结构的输出端输出的气体通向成型空间达到脱模的气道结构,从而进一步辅助快速脱模。
46.另外,为使得能够较好控制模印装置的动作进行,所述第二皮带输送段22在模具41朝向输送方向的输入方向一侧上设有动作感应器42用于控制模印装置的动作,如此只有当动作感应器42感应到有物料段30到位后,模印装置4才会进行动作,这样也有利于动作时间与输送速度的控制,以使得模印过程能够较好的对应。
47.所述摆盘装置5,如图5所示,包括格盘移位机构(图中未示出)和放置在格盘移位机构上发酵格盘51,所述发酵格盘51对应在第二皮带输送段22输出端的下方设置,第二皮带输送段22输出端在伸缩运动时保持其输出下料能够对应在发酵格盘51内;所述格盘移位机构用于带动发酵格盘51在垂直于第二皮带输送段22输送方向的方向移动,所述格盘移位机构上设有用于感应发酵格盘51初始位置放置的初始位置感应器(图中未示出)。
48.上述一种粘性物料模印成型块的制作工艺,包括有如下制作工艺步骤:
49.步骤一、在挤料装置1上安装上所需的形状出料嘴13,将发酵格盘51放置在格盘移位机构上并对应初始位置感应器,第二皮带输送段22的输出端对应在发酵格盘51下料摆盘的第一行第一个位置;
50.将粘性物料加入挤料装置1内,通过挤料装置1将粘性物料搅拌并从形状出料嘴13挤出物料形状条10在第一皮带输送段11上,切刀41对应在物料形状条10上方;
51.步骤二、物料形状条10在第一皮带输送段22上向前输送时,切刀装置3根据预设的动作频率工作,使切刀31下降对物料形状条10进行切割,切割完成上升复位,从而从物料形状条10上分切出物料段30;
52.步骤三、分切出的物料段30依次从第一皮带输送段21输出至第二皮带输送段22上,由于第二皮带输送段22为差速分离段,其输送速度大于第一皮带输送段21的输送速度,进入第二皮带输送段22的物料段之间会形成间隔距离分离开继续向前输送,模具41对应物料段上方;
53.步骤四、第二皮带输送段输22送过程中,模印装置4根据预设的动频率工作,其升降驱动机构带动模具41下降扣住对应的物料段30,并将物料段30压印成与型腔一致的物料块20;
54.步骤五、升降驱动机构带动模具41上升,同时脱模机构工作将物料块20脱出模具41的型腔413,物料块41脱离型腔413后输送至第二皮带输送段22的输出端,模印装置4复位等待下一次的模印动作;
55.步骤六、物料到位感应器23保持实时感应第二皮带输送段22的输出端的物料块20;
56.步骤七、第二皮带输送段22的输出端输出的物料块20摆放至发酵格盘51下料摆盘的第一行第一个位置,接着进入一行摆放动作;所述一行摆放动作的过程是这样的:当物料到位感应器23感应到下一个物料块20到位时,伸缩移动机构带动第二皮带输送段22的输出端移动后退一个物料块20下料摆盘的位置,伸缩移动机构带动移动后退的速度与第二皮带输送段22的输送速度一致,后退一个物料块20下料摆盘的位置后第二皮带输送段22的输出
端输出的物料块摆放至发酵格盘51下料摆盘的第二个位置,如此依次循环至一行摆放完成,进入下料换行动作;所述下料换行动作的过程是这样的:一行摆放完成后格盘移位机构带动发酵格盘51垂直于第二皮带输送段22输送方向的方向移动至对应第二行下料摆盘位置,同时伸缩移动机构带动第二皮带输送段的输出端移动伸出至第二行第一个的位置,第二皮带输送段22的输出端输出的物料块下料摆放至第二行第一个位置上,接着进入上述的一行摆放动作;如此依次循环至发酵格盘51下料摆盘完成。
57.实施例二
58.本实施例与上述实施例一的不同之处在于所述第二皮带输送段上没有设置伸缩移动机构,即第二皮带输送段的输出端不会伸缩移动,但第二皮带输送段上对应其输出端同样设有物料到位感应器;而所述格盘移位机构则能够实现用于带动发酵格盘沿第二皮带输送段输送的前后方向和与之垂直的方向移动,其移动的实现结构设置可通过现有机械伸缩技术实现,可实现的结构有多种,本实施例中结构不具体公开限定,影响本领域技术人员的清楚理解,同样的所述格盘移位机构上设有用于感应发酵格盘初始位置放置的初始位置感应器。
59.本实施例的设备在制作工艺步骤上与实施例一的设备在制作工艺步骤上的不同在于步骤四,本实施例的是这样的步骤七、第二皮带输送段的输出端输出的物料块摆放至发酵格盘下料摆盘的第一行第一个位置,接着进入一行摆放动作;所述一行摆放动作的过程是这样的:当物料到位感应器感应到下一个物料块到位时,格盘移位机构带动发酵格盘沿第二皮带输送段输送方向的方向移动一个物料块下料摆盘的位置,移动一个物料块下料摆盘的位置后第二皮带输送段的输出端输出的物料块摆放至发酵格盘下料摆盘的第二个位置,如此依次循环至一行摆放完成,进入下料换行动作;所述下料换行动作的过程是这样的:一行摆放完成后格盘移位机构带动发酵格盘垂直于第二皮带输送段输送方向的方向移动至对应第二行下料摆盘位置,并且带动发酵格盘沿第二皮带输送段输送方向的相反方向移动第二行第一个的位置,第二皮带输送段的输出端输出的物料块下料摆放至第二行第一个位置上,接着进入上述的一行摆放动作;如此依次循环至发酵格盘下料摆盘完成。
60.采用上述设备和制作工艺进行粘性中药成型块具有如下优点。
61.1、成型块表面平整、无裂纹、无毛刺,每个成型块重量稳定,保证中药的后道工序的发酵,不影响中药的药效,保证中药成型块的产品的合格率。
62.2、从入料开始到发酵,成型块均不受人工干预,不受人工手法、工人状态等的影响,保证中药的成品率。
63.3、提高了中药成型块的生产效率,提高中药成型块的重量稳定性,节约人工,降低企业成本。
64.上述实施例和图式并非限定本发明的产品形态和式样,任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应视为不脱离本发明的专利范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1