一种厚规格非晶合金板带的连续制备方法与流程
1.本发明属于非晶合金制备领域,具体涉及一种厚规格非晶合金板带的连续制备方法。
背景技术:
2.非晶合金,又称金属玻璃。主要由金属元素和金属键组成,但不具备晶体材料的有序内部结构。这使其同时具有了金属和玻璃的特性,具有优异的力学性能、物理性能和化学性能,使其在航空航天、兵器工业、精密仪器、电子电信、生物医疗和电力输送等众多领域都具有广阔的应用前景。
3.目前,非晶合金产品的商业化生产方法主要是单辊甩带法和铜模铸造法。单辊甩带法可以生产几十微米厚度的非晶薄带,使用该方法制备的fe-基非晶合金已被广泛应用于变压器铁芯材料。铜模压铸法则是块体非晶合金产品的主要制备方法,在体育用品、电子产品等领域已经有了初步的应用。但传统铜模铸造工艺制备块体非晶合金产品存在生产效率低,生产周期长、产品质量不稳定、损耗率高等问题。且由于其苛刻的成形条件,仅能生产小尺寸的非晶合金产品,这很大程度上限制了非晶合金产品的推广与应用。此外,板带类产品虽然是重要的基础结构材料,但厚规格非晶合金板带还没有有效的制备方法。
4.双辊薄带铸轧工艺是一种使用金属液体直接生产金属板带的技术,较之常规的铸造工艺,具有流程短,冷速快,近终成形的特点,满足非晶合金的成形条件。此外,使用双辊薄带铸轧技术制备非晶合金具有许多优势,一是相比于单辊甩带法,双辊铸轧工艺双面冷却、轧制成形的特点,可以增加合金冷却速度、提高合金表面质量、制备出更厚的非晶合金板带。二是短流程、连续成形的铸轧工艺特点,可以提高非晶合金的制备效率,降低生产成本,降低能耗,符合“绿色制造”的发展理念。三是轧制成形的特点可抑制合金中气孔、充型不充分等铸造缺陷的产生,从而提高合金的成材率。因此,开发非晶合金板带的双辊薄带铸轧工艺,可以填补非晶合金板带类产品的缺失,对推动非晶合金产品的工业化生产与广泛应用具有重要的意义。
5.在过去的许多年里,韩国浦项大学的lee课题组、日本东北大学的井上明久课题组、国内中国科学院金属研究所的张龙研究员等研究人员都先后对薄带铸轧非晶合金进行了初步的探索,并证明了其理论上的可行性。但能否实现高质量、大面积、非晶合金板带的稳定连续铸轧制备,目前仍未证明。非晶合金的性质和生成条件不同于常规的晶态金属,其形成过程需要连续的高冷速。但常规双辊薄带铸轧过程中,熔池内的合金必然会因轧制变形过程产生回流,进而引起熔池内合金的湍流漩涡,使部分合金停留熔池时间过长,造成合金结晶。因此,常规双辊薄带铸轧技术并不能完全适用于非晶合金板带的连续制备。
技术实现要素:
6.本发明的目的在于提供一种厚规格非晶合金板带的连续制备方法,根据块体非晶凝固的特点,结合双辊铸轧技术,采用全新的布流方式,通过布流嘴深入熔池抑制合金湍
流,改变了合金冷却区域的形状,抑制了楔形熔池的产生,使非晶合金的铸轧过程拥有高冷速和高稳定性。
7.为了解决上述技术问题,本发明的技术方案是:
8.一种厚规格非晶合金板带的连续制备方法,该方法通过将合金喷涂于水冷铸辊表面,形成单侧凝固的金属壳,然后通过两个水冷铸辊将两个金属壳挤压形成完整的非晶合金板带。
9.所述的厚规格非晶合金板带的连续制备方法,按以下步骤进行:
10.(1)将加热熔化的非晶母合金熔体转移进入坩埚中,并稳定其温度,使其具有100~300℃的过热度;
11.(2)将非晶母合金熔体经布流口分别均匀喷涂于两侧的水冷铸辊表面,非晶母合金熔体通过水冷铸辊导热冷却并单侧凝固;
12.(3)单侧冷却的非晶合金通过水冷铸辊的轧制力被挤压成为非晶合金板带。
13.所述的厚规格非晶合金板带的连续制备方法,坩埚和布流嘴进行预加热,预热方法包括但不仅限于电阻丝加热或感应加热。
14.所述的厚规格非晶合金板带的连续制备方法,非晶母合金熔体通过布流嘴布流,并通过两个水冷铸辊冷却并轧制成形,但成形过程不存在楔形熔池。
15.所述的厚规格非晶合金板带的连续制备方法,该方法所用装置包括:热电偶、坩埚、合金熔体、布流嘴、水冷铸辊,具体结构如下:
16.合金原料置于坩埚中经熔炼形成合金熔体,坩埚装有用于测温的热电偶,坩埚底部紧密设置布流嘴并通过出口与布流嘴相连通,布流嘴下端置于两个水平相对、反向旋转的水冷铸辊之间辊缝中,并与水冷铸辊紧密接触;在非晶合金制备过程中,合金熔体经布流嘴喷口流出与水冷铸辊接触冷却,并通过水冷铸辊被轧制成形为合金板带。
17.所述的厚规格非晶合金板带的连续制备方法,布流嘴的布流嘴主体为沿竖向设置的长方体板状段、水平直四棱柱楔形段和水平直三棱柱尖角段自上而下一体组合而成,长方体板状段的纵截面为中空的扁长方形,直四棱柱楔形段的纵截面为中空的倒置等腰梯形,直三棱柱尖角段的纵截面为倒置的等腰三角形,长方体板状段、直四棱柱楔形段的中空部分上下组合构成布流嘴内腔,直三棱柱尖角段的上端水平面开有窄缝形布流嘴喷口,布流嘴内腔的上端与坩埚底部出口相连通,布流嘴内腔的下端与布流嘴喷口相连通,长方体板状段、直四棱柱楔形段的外围随形包覆保温层。
18.所述的厚规格非晶合金板带的连续制备方法,布流嘴的直三棱柱尖角段纵截面为尖锐的三角形,非晶母合金熔体从布流嘴两侧流出并与水冷铸辊直接接触,布流嘴尖端深入辊缝占据非晶母合金熔池的中心区域,使非晶母合金流动接近于层流。
19.所述的厚规格非晶合金板带的连续制备方法,水冷铸辊辊缝为0.2~5mm,并给予一定的铸轧力10~30kn。
20.所述的厚规格非晶合金板带的连续制备方法,布流嘴材质为具有一定强度且不与合金熔体发生反应的氧化锆、氮化硼或高纯石墨。
21.本发明的设计思想是:
22.本发明通过布流嘴深入布流的设计,将合金熔体与铸辊间的接触距离固定,提高合金冷却过程的均匀性。并通过布流嘴尖端限制合金熔体的流动,使其流动更接近层流,抑
制铸辊间合金熔体中紊流漩涡的产生,避免合金冷却过程中因部分合金停留冷却区域时间过长、冷速过慢而产生结晶。
23.本发明的优点及有益效果是:
24.1.本发明不同于常规双辊薄带铸轧技术,非晶合金的冷却成形过程无楔形熔池产生,可以抑制冷却过程中产生的湍流漩涡,增加合金的冷却速度,适合于非晶合金板带的连续制备。
25.2.本发明不存在自由液面,合金的冷却凝固过程稳定且连续,可以有效增加非晶合金冷却成形过程的稳定性,提高非晶合金板带的质量。
26.3.本发明布流嘴的直三棱柱尖角段纵截面为尖锐的三角形,非晶母合金熔体从布流嘴两侧流出并与水冷铸辊直接接触,布流嘴尖端深入辊缝占据非晶母合金熔池的中心区域,使非晶母合金流动接近于层流;该方法可以有效抑制熔池内合金熔体湍流产生的漩涡,减少合金停留熔池的时间。
27.4.本发明方法适用于制备具有一定玻璃形成能力的锆基、铜基、镁基等非晶合金板带。
附图说明
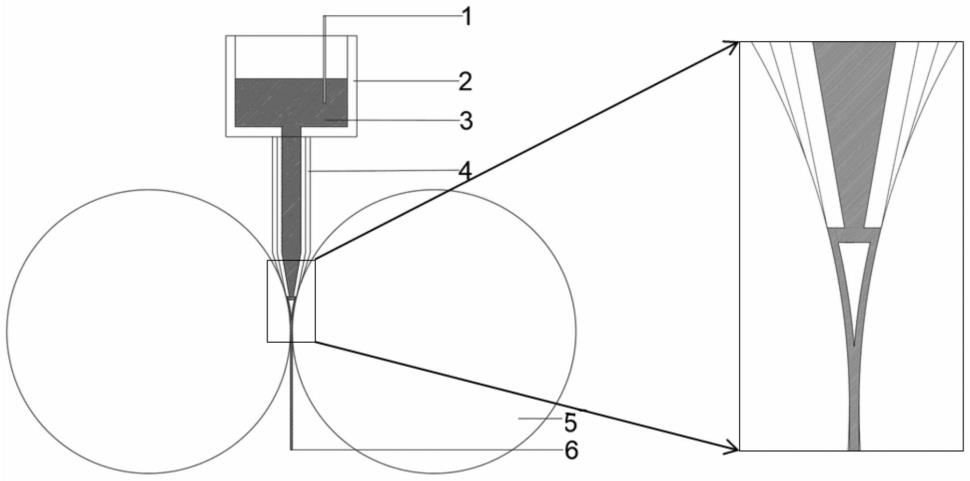
28.图1是本发明一种厚规格非晶合金板带连续制备装置的结构示意图,右图为左图的局部放大图。
29.图中:1热电偶,2坩埚,3合金熔体,4布流嘴,5水冷铸辊,6合金板带。
30.图2-图3是布流嘴结构示意图。其中,图2为主视剖面图,图3为图2中的布流嘴主体8侧视图。
31.图中:7布流嘴内腔,8布流嘴主体(81长方体板状段,82直四棱柱楔形段,83直三棱柱尖角段),9保温层,10布流嘴喷口。
32.图4是试验获得0.6mm厚非晶合金带材的宏观照片。
33.图5是试验获得0.6mm厚非晶合金带材的微观组织照片。其中,插图为xrd曲线,横坐标2θ为衍射角(degree),纵坐标intensity代表相对强度(a.u.)。
具体实施方式
34.如图1-图3所示,本发明一种厚规格非晶合金板带连续制备装置,主要包括:热电偶1、坩埚2、合金熔体3、布流嘴4、水冷铸辊5、合金板带6等,具体结构如下:
35.合金原料置于坩埚2中经熔炼形成合金熔体3,坩埚2装有热电偶1可用于测温,坩埚2底部紧密设置布流嘴4并通过出口与布流嘴4相连通,布流嘴4下端置于两个水平相对、反向旋转的水冷铸辊5之间辊缝中,并与水冷铸辊5紧密接触。在非晶合金制备过程中,合金熔体3经布流嘴喷口10流出与水冷铸辊5接触冷却,并通过水冷铸辊5被轧制成形为合金板带6。
36.如图2-图3所示,布流嘴4的布流嘴主体8为沿竖向设置的长方体板状段81、水平直四棱柱楔形段82和水平直三棱柱尖角段83自上而下一体组合而成,长方体板状段81的纵截面为中空的扁长方形,直四棱柱楔形段82的纵截面为中空的倒置等腰梯形,直三棱柱尖角段83的纵截面为倒置的等腰三角形,长方体板状段81、直四棱柱楔形段82的中空部分上下
组合构成布流嘴内腔7,直三棱柱尖角段83的上端水平面开有窄缝形布流嘴喷口10,布流嘴内腔7的上端与坩埚2底部出口相连通,布流嘴内腔7的下端与布流嘴喷口10相连通,长方体板状段81、直四棱柱楔形段82的外围随形包覆保温层9。
37.在具体实施过程中,本发明适用于锆基、镁基、铜基等非晶合金板带的制备,以锆基非晶合金中zr
55
cu
30
al
10
ni5非晶合金为例。其制备方法是:将加热熔化后的非晶母合金熔体稳定在拥有约100~300℃的过程热度,然后倒入预热后的坩埚2中。合金熔体经布流嘴喷口10流出与水冷铸辊5接触冷却,最终被水冷铸辊5铸轧成形。
38.下面,通过实施例和附图对本发明进一步详细阐述。
39.实施例:
40.本实施例中,厚规格非晶合金板带的连续制备方法如下:
41.a.将合金原料加热至其完全熔化,并于1150℃继续熔炼10min形成母合金熔体。
42.b.将预热至1150℃的坩埚与布流嘴安装至工作位置,将母合金熔体倒入预热的坩埚中。
43.c.合金熔体经过布流嘴(布流嘴的预热温度为1150℃)均匀布流到水冷铸辊的辊面,水冷铸辊将合金熔体快速冷却并铸轧成形,合金熔体冷却速度约为14000℃/s。其参数如下表1所示。
44.表1实验主要参数
45.水冷铸辊辊速0.5m/s合金熔体温度1150℃辊缝开口宽度0.6mm坩埚温度1150℃水冷铸辊辊径300mm布流嘴温度1150℃水冷铸辊宽度110mm铸轧力约20kn
46.如图4所示,试验获得0.6mm厚非晶合金带材,其微观组织照片及xrd曲线如图5所示。由图4、图5可以看出,铸带中不存在晶体组织,为完全的非晶合金。
47.实施结果表明,本发明中非晶形成过程中不存在楔形熔池,且合金冷速快,变形量小、工艺稳定,利用本发明中的方法可高效、连续地制备厚规格非晶板带材。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1