一种能够降低拉延深度的发盖内板拉延模的制作方法
1.本实用新型涉及汽车冲压模具领域,尤其涉及一种能够降低拉延深度的发盖内板拉延模。
背景技术:
2.对于汽车覆盖件,主要是通过拉延模对板料进行拉延获得。其具体运作原理为:将板料放在由压机气垫顶杆顶起的压边圈型面上,压边圈呈环形状套在凸模轮廓并高出凸模型面。当压机带着上模座下移与下模座合模时,上模座的凹模型面与下模的压边圈型面率先接触,并在夹住板料后继续下压气垫顶杆下移。此时,下模座的凸模型面相对于压边圈凸起,并进入上模座的凹模型面开始进行板料的拉延成型,直到模具下死点,上模座的凹模型面与压边圈停止运动,板料成型完毕。最后,压机带着上模座上移与下模座脱模,拉延件脱离上模座的凹模型面,放置压边圈上,拉延过程结束。
3.在利用拉延模制作大型汽车覆盖件的过程中,大型汽车覆盖件的材料利用率一直是汽车厂重点要求的目标。其中,发盖内板的材料利用率是汽车厂对大型汽车覆盖件材料利用率的重点研究问题。目前,对于大型汽车覆盖件,主要是在保证拉延成型效果的前提下,通过降低板料的拉延深度的方式来提高材料利用率。尤其是对于批量冲裁的汽车覆盖件,由于每块板料都能节省一定的用量,其累计的经济价值相当可观。
4.然而,采用现有的拉延模制作发盖内板,由于拉延模要求凹模型面提前压住平放在压边圈型面上的板料并维持到拉延结束,加上发盖内板的造型问题——发盖内板前挡风玻璃侧的水平高度高于发盖内板车头侧的水平高度。这会导致发盖内板前挡风玻璃侧的拉延深度会大大超过发盖内板车头侧的拉延深度,进而导致板料在发盖内板前挡风玻璃侧的材料利用率较低。
技术实现要素:
5.本实用新型的目的是提供一种能够降低拉延深度的发盖内板拉延模,该拉延模通过设置浮动凹模,能大大降低发盖内板前挡风玻璃侧的拉延深度,进而提高板料在发盖内板前挡风玻璃侧的材料利用率,降低了生产成本。
6.为实现上述目的,本实用新型提供一种能够降低拉延深度的发盖内板拉延模,包括上模座和下模座,所述下模座上表面设有凸模和压边圈,所述上模座下表面设有与凸模的发盖内板前挡风玻璃侧型面相对应且能向上压缩的浮动凹模,所述上模座下表面还设有与凸模的其余型面相对应的固定凹模,自由状态下的所述浮动凹模的型面水平高度低于固定凹模的型面水平高度,且浮动凹模的最低点与固定凹模的最低点处于同一水平高度。
7.作为本实用新型的更进一步改进,所述压边圈包括浮动式安装在下模座上表面且的第一压边圈和第二压边圈,所述第一压边圈与固定凹模对应且沿凸模的非发盖内板前挡风玻璃侧边缘设置,所述第二压边圈与浮动凹模对应且沿凸模的发盖内板前挡风玻璃侧边缘设置。
8.作为本实用新型的更进一步改进,所述第一压边圈为∩型压边圈,所述第二压边圈为
⌒
型压边圈。
9.作为本实用新型的更进一步改进,所述第一压边圈和第二压边圈的下端皆设有顶杆腿,所述下模座上设有与顶杆腿对应的气垫顶杆。
10.作为本实用新型的更进一步改进,所述第一压边圈上表面上设有平衡块。
11.作为本实用新型的更进一步改进,所述第二压边圈上表面上设有平衡块。
12.作为本实用新型的更进一步改进,所述浮动凹模下表面的两侧边缘上皆设有凸起块,所述下模座上表面的两侧边缘上皆设有与凹陷部正对凸起块设置的且能够水平移动的凹型限位块。
13.作为本实用新型的更进一步改进,所述凹型限位块的一侧传动连接有用于驱动限位块的驱动装置。
14.作为本实用新型的更进一步改进,所述驱动装置为气缸。
15.作为本实用新型的更进一步改进,所述浮动凹模与上模座之间设有用于连接两者的氮气弹簧。
16.与现有技术相比,本实用新型的一种能够降低拉延深度的发盖内板拉延模的优点为:
17.1、该装置的上模座下表面设有与凸模的发盖内板前挡风玻璃侧型面相对应且能向上压缩的浮动凹模,上模座下表面还设有与凸模的其余型面相对应的固定凹模。自由状态下的浮动凹模的型面水平高度低于固定凹模的型面水平高度,且浮动凹模的最低点与固定凹模的最低点处于同一水平高度。
18.该种结构的拉延模中,固定凹模型面与浮动凹模型面一起构成发盖内板型面及上压料面。同时,由于自由状态下的浮动凹模的型面水平高度低于固定凹模的型面水平高度,且浮动凹模的最低点与固定凹模的最低点处于同一水平高度的缘故,浮动凹模在拉延过程中期就会被凸模的发盖内板前挡风玻璃侧型面抵住,使得浮动凹模向上压缩,而不会随着固定凹模同步持续下移。因此,通过设置浮动凹模,能大大降低发盖内板前挡风玻璃侧的拉延深度,进而提高板料在发盖内板前挡风玻璃侧的材料利用率,降低了生产成本。
19.2、第一压边圈为∩型压边圈,第二压边圈为
⌒
型压边圈。其中,∩型压边圈和
⌒
型压边圈组成的压边圈,能使凸模在发盖内板前挡风玻璃位置两侧的凸出部分超出板料的长度,从而使位于发盖内板前挡风玻璃位置两侧的板料采用局部开口拉延形式,进而能缩短发盖内板前挡风玻璃位置两侧的补充面的尺寸。由此,能提高板料在发盖内板前挡风玻璃位置两侧的材料利用率,降低了生产成本。
20.3、第一压边圈和第二压边圈的下端皆设有顶杆腿,下模座上设有与顶杆腿对应的气垫顶杆。通过气垫顶杆和顶杆腿的顶升配合,能使第一压边圈和第二压边圈呈浮动式的安装在下模座上,满足承托板料和配合凸模、凹模拉延板料的需求。
21.4、浮动凹模下表面的两侧边缘上皆设有凸起块,下模座上表面的两侧边缘上皆设有与凹陷部正对凸起块设置的且能够水平移动的凹型限位块。拉延时,凹型限位块处于凹陷部正对凸起块设置的状态,不影响拉延的正常进行。当上模座上移开模时,凹型限位块被气缸驱动前移——凹陷部与凸起块错位,垫在浮动凹模下方,防止浮动凹模在拉延模开模时下坠压坏拉延件。
22.通过以下的描述并结合附图,本实用新型将变得更加清晰,这些附图用于解释本实用新型的实施例。
附图说明
23.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
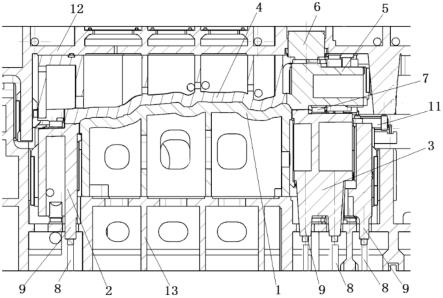
24.图1为本实用新型的剖视示意图;
25.图2为本实用新型的下模座的平面示意图;
26.图3为本实用新型的上模座的平面示意图;
27.图4为本实用新型在取消上模座铸件及浮动凹模铸件后的局部结构示意图;
28.图5为本实用新型在取消上模座铸件及固定凹模铸件后的局部结构示意图之一;
29.图6是本实用新型在取消上模座铸件及固定凹模铸件后的局部结构示意图之二;
30.图7是本实用新型在取消下模座铸件及凸模铸件后的局部结构示意图;
31.图8是本实用新型在凸模铸件的发盖内板前挡风玻璃位置一侧的局部放大结构示意图。
32.其中:1-凸模;2-第一压边圈;3-第二压边圈;4-固定凹模;5-浮动凹模;6-氮气弹簧;7-平衡块;8-气垫顶杆;9-顶杆腿;10-凹型限位块;11-气缸;12-上模座;13-下模座。
具体实施方式
33.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。
34.因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
35.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
36.在本实用新型实施例的描述中,需要说明的是,若出现术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
37.此外,若出现术语“水平”、“竖直”、“悬垂”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
38.在本实用新型实施例的描述中,“多个”代表至少3个。
39.在本实用新型实施例的描述中,还需要说明的是,除非另有明确的规定和限定,若出现术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
40.现在参考附图描述本实用新型的实施例。
41.实施例
42.本实用新型的具体实施方式如图1-8所示,一种能够降低拉延深度的发盖内板拉延模,包括上模座12和下模座13,下模座13上表面设有凸模1和压边圈。其中,上模座12下表面设有与凸模1的发盖内板前挡风玻璃侧型面相对应且能向上压缩的浮动凹模5。上模座1下表面还设有与凸模1的其余型面相对应的固定凹模4。自由状态下的所述浮动凹模5的型面水平高度低于固定凹模4的型面水平高度,且浮动凹模5的最低点与固定凹模4的最低点处于同一水平高度。
43.当压机带着上模座12向下移动时,固定凹模4与浮动凹模5的型面压住压边圈型面下移,凸模1型面随之与板料接触并与压边圈一起拉延板料成型。然后,压机带着上模座12继续下行,此时,浮动凹模5抵住与凸模1的前挡风玻璃的等距线位置,浮动凹模5开始被上移压缩。接下来,压机带着上模座12的进一步下行,浮动凹模5不再下移,而固定凹模4继续压着压边圈下行,直到拉延成型完成。
44.该种结构的拉延模中,固定凹模4型面与浮动凹模5型面一起构成发盖内板型面及上压料面。同时,由于自由状态下的浮动凹模5的型面水平高度低于固定凹模4的型面水平高度,且浮动凹模5的最低点与固定凹模4的最低点处于同一水平高度的缘故,浮动凹模5在拉延过程中期就会被凸模1的发盖内板前挡风玻璃侧型面抵住,使得浮动凹模5向上压缩,而不会随着固定凹模4同步持续下移。因此,通过设置浮动凹模5,能大大降低发盖内板前挡风玻璃侧的拉延深度,进而提高板料在发盖内板前挡风玻璃侧的材料利用率,降低了生产成本。
45.其中,压边圈包括浮动式安装在下模座13上表面且的第一压边圈2和第二压边圈3。第一压边圈2与固定凹模4对应且沿凸模1的非发盖内板前挡风玻璃侧边缘设置,第二压边圈3与浮动凹模5对应且沿凸模1的发盖内板前挡风玻璃侧边缘设置。本实施例中,第一压边圈2为∩型压边圈,第二压边圈3为
⌒
型压边圈。通过∩型压边圈和
⌒
型压边圈组成的压边圈,能使凸模1在发盖内板前挡风玻璃位置两侧的凸出部分超出板料的长度,从而使位于发盖内板前挡风玻璃位置两侧的板料采用局部开口拉延形式,进而能缩短发盖内板前挡风玻璃位置两侧的补充面的尺寸。由此,能提高板料在发盖内板前挡风玻璃位置两侧的材料利用率,降低了生产成本。
46.同时,第一压边圈2和第二压边圈3的下端皆设有顶杆腿9,下模座13上设有与顶杆腿9对应的气垫顶杆8。通过气垫顶杆8和顶杆腿9的顶升配合,能使第一压边圈2和第二压边圈3呈浮动式的安装在下模座13上,满足承托板料和配合凸模1、凹模拉延板料的需求。本实施例中,第一压边圈2上表面上设有平衡块7。第二压边圈3上表面上也设有平衡块7。
47.并且,浮动凹模5下表面的两侧边缘上皆设有凸起块,下模座13上表面的两侧边缘
上皆设有与凹陷部正对凸起块设置的且能够水平移动的凹型限位块10。拉延时,凹型限位块10处于凹陷部正对凸起块设置的状态,不影响拉延的正常进行。当上模座12上移开模时,凹型限位块10被气缸11驱动前移——凹陷部与凸起块错位,垫在浮动凹模5下方,防止浮动凹模5在拉延模开模时下坠压坏拉延件。
48.本实施例中,凹型限位块10的一侧传动连接有用于驱动限位块的驱动装置。具体的,驱动装置为气缸11。当然,在实际生产过程中,也可以根据实际需要选择其它驱动装置。
49.另外,浮动凹模5与上模座12之间设有用于连接两者的氮气弹簧6,通过氮气弹簧6,满足浮动凹模5浮动式安装的同时为其提供压料力。
50.关于本装置的工作原理,其具体如下:
51.当该拉延模具进入冲压线准备冲压时,首先,压机会带动上模座12开模,机械手将板料放在被气垫顶杆8顶起并高于凸模1型面的∩型压边圈型面与
⌒
型压料圈型面构成的下模压料面上。然后,当压机带着上模座12向下移动时,上模凹模4与浮动凹模5的型面会压住∩型压边圈型面与
⌒
型压料圈型面下移,凸模1型面随之与板料15接触并与∩型压边圈、
⌒
型压边圈一起,开始拉延板料成型。
52.接下来,压机带着上模座12继续下行,∩型压边圈下的顶杆腿9与气垫顶杆8始终接触至拉延成型完成,而
⌒
型压边圈的顶杆腿9与压机顶杆在接近拉延成型完成前,会脱离接触气垫顶杆8并下落。这是因为随着压机带着上模座12进一步下行,∩型压边圈被固定凹模4下压的同时也压下气垫顶杆8。此时,浮动凹模5抵住与凸模1的前挡风玻璃的等距线位置,浮动凹模5开始被上移压缩,不再随着固定凹模4而下移挤压
⌒
型压边圈。因此,
⌒
型压边圈会受自重下落,直到拉延成型完成。
53.当上模座12上移开模时,凹型限位块10被气缸11驱动前伸垫在∩型压边圈与浮动凹模5之间,防止浮动凹模5在拉延模开模时下坠压坏拉延件。拉延开始时,凹型限位块10被气缸11拉回原位不影响拉延进行。
54.需要注意的是,该拉延模除了能大大降低发盖内板前挡风玻璃侧的拉延深度之外,还能在整个拉延过程,使板料不能完全包裹住凸模1——位于发盖内板前挡风玻璃位置两侧的板料采用局部开口拉延形式,进而能缩短发盖内板前挡风玻璃位置两侧的补充面的尺寸。因此,该拉延模能有效提高材料利用率,降低生产成本。
55.以上结合最佳实施例对本实用新型进行了描述,但本实用新型并不局限于以上揭示的实施例,而应当涵盖各种根据本实用新型的本质进行的修改、等效组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1