一种中心体锻件结合复合增材的冲击式转轮制造方法与流程
本发明涉及冲击式转轮,尤其涉及到一种中心体锻件结合复合增材的冲击式转轮制造方法。
背景技术:
1、随着高水头大容量冲击式机组的开发,冲击式水轮机核心部件转轮的尺寸越来越大。冲击式转轮主要由中心体和水斗组成,对于大容量冲击式转轮来说,中心体采用锻件是业内共识。冲击式转轮在运行时受到高速水流的循环冲击,尤其是水斗根部,受到典型的疲劳载荷,是水斗受到最大的区域。由于锻件在制造时经过反复锻造,消除了金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构。为保证转轮安全可靠运行,转轮水斗根部也需采用锻件,而外部水斗可根据工程需要选择增材制造、铸造或锻件。
2、如图1所示,现有冲击式转轮的制造,采用加工获得完整的冲击式转轮后运输至安装地进行安装,但由于运输条件限制,整体运输困难;或采用在厂内加工部分外部水斗,运输至安装地后加工剩余外部水斗,但该工艺仅能在外部水斗整体模锻时适用,在面对增材制造的外部水斗时,在安装地进行大面积的增材制造,需要花费大量加工时间。另外,如图2所示,传统的冲击式转轮的中心体采用的锻件加工工艺所需毛坯厚度要求较高,通常需要选择厚度不小于目标冲击式转轮的根部水斗高应力区的轴向厚度。因此,如何提高加工运输效率以及降低锻件锻造的难度,是一个亟需解决的技术问题。
技术实现思路
1、本发明的主要目的在于提供一种中心体锻件结合复合增材的冲击式转轮制造方法,旨在解决目前冲击式转轮制造方法采用整体加工运输或部分加工运输以及整体锻造的方式带来的工期长、锻造难度大、材料利用率低的技术问题。
2、为实现上述目的,本发明提供一种中心体锻件结合复合增材的冲击式转轮制造方法,所述方法包括以下步骤:
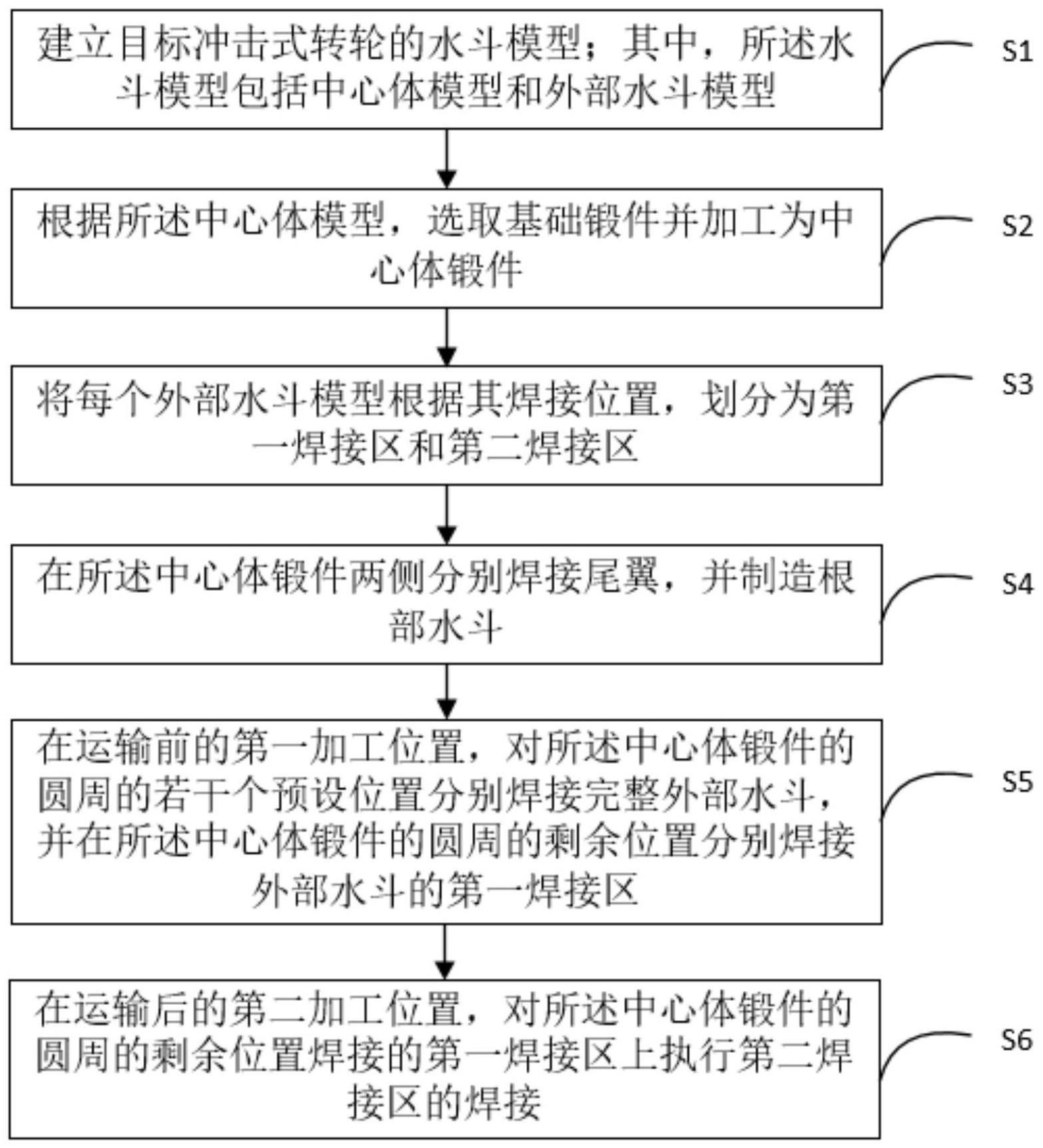
3、s1:建立目标冲击式转轮的水斗模型;其中,所述水斗模型包括中心体模型和外部水斗模型;
4、s2:根据所述中心体模型,选取基础锻件并加工为中心体锻件;
5、s3:将每个外部水斗模型根据其焊接位置,划分为第一焊接区和第二焊接区;
6、s4:在所述中心体锻件两侧分别焊接尾翼,并制造根部水斗;
7、s5:在运输前的第一加工位置,对所述中心体锻件的圆周的若干个预设位置分别焊接完整外部水斗,并在所述中心体锻件的圆周的剩余位置分别焊接外部水斗的第一焊接区;
8、s6:在运输后的第二加工位置,对所述中心体锻件的圆周的剩余位置焊接的第一焊接区上执行第二焊接区的焊接。
9、可选的,所述步骤s2中,基础锻件的轴向厚度选取配置为小于目标冲击式转轮的根部水斗高应力区的轴向厚度,所述基础锻件的径向长度选取配置为目标冲击式转轮的中心体径向长度与相对设置的根部水斗高应力区的径向长度之和。
10、可选的,在所述中心体锻件两侧分别焊接尾翼之前,还包括:对于基础锻件的轴向厚度小于根部水斗高应力区的轴向厚度的部分,采用激光增材进行焊接制造,形成完整的根部水斗高应力区。
11、可选的,所述尾翼为目标冲击式转轮的根部水斗低应力区,所述尾翼与所述完整的根部水斗高应力区共同组成根部水斗。
12、可选的,在所述中心体锻件两侧分别焊接尾翼,具体包括:对中心体锻件与增材设备进行位置标定;利用增材设备在所述中心体锻件两侧的预设位置对尾翼进行电弧增材制造,获得根部水斗低应力区。
13、可选的,运输前的第一加工位置为加工厂内,所述中心体锻件的圆周的若干个预设位置配置为中心体锻件的圆周的相对位置,以在若干个预设位置分别焊接完整外部水斗以及在剩余位置分别焊接外部水斗的第一焊接区后,形成宽度小于目标冲击式转轮径向长度且大于中心体锻件经线长度、长度等于中心体锻件径向长度的冲击式转轮中间件。
14、可选的,运输后的第二加工位置为安装地,所述中心体锻件的圆周的剩余位置配置为冲击式转轮中间件暂未焊接外部水斗的第二焊接区的位置,以在剩余位置分别焊接外部水斗后,形成完整的冲击式转轮。
15、可选的,在冲击式转轮中间件两侧对应外部水斗的第一焊接区的切面平行设置,两平行面之间的长度为冲击式转轮中间件的宽度。
16、可选的,所述第一焊接区与所述第二焊接区的焊接采用电弧增材制造工艺。
17、本发明实施例提出的一种中心体锻件结合复合增材的冲击式转轮制造方法,该方法包括建立目标冲击式转轮的水斗模型;其中,水斗模型包括中心体模型和外部水斗模型;根据中心体模型,选取基础锻件并加工为中心体锻件;将每个外部水斗模型根据其焊接位置,划分为第一焊接区和第二焊接区;在中心体锻件两侧分别焊接尾翼,并制造根部水斗;在运输前的第一加工位置,对中心体锻件的圆周的若干个预设位置分别焊接完整外部水斗,并在中心体锻件的圆周的剩余位置分别焊接外部水斗的第一焊接区;在运输后的第二加工位置,对中心体锻件的圆周的剩余位置焊接的第一焊接区上执行第二焊接区的焊接。本发明通过在运输前和运输后分别安装对应位置的整体外部水斗与剩余位置的外部水斗的不同焊接区,以及利用焊接的尾翼与根部水斗高应力区制造根部水斗,缩短了工期、降低了中心体锻件难度,提高了材料利用率,降低了锻件成本。
技术特征:
1.一种中心体锻件结合复合增材的冲击式转轮制造方法,其特征在于,所述方法包括以下步骤:
2.如权利要求1所述的中心体锻件结合复合增材的冲击式转轮制造方法,其特征在于,所述步骤s2中,基础锻件的轴向厚度选取配置为小于目标冲击式转轮的根部水斗高应力区的轴向厚度,所述基础锻件的径向长度选取配置为目标冲击式转轮的中心体径向长度与相对设置的根部水斗高应力区的径向长度之和。
3.如权利要求2所述的中心体锻件结合复合增材的冲击式转轮制造方法,其特征在于,在所述中心体锻件两侧分别焊接尾翼之前,还包括:对于基础锻件的轴向厚度小于根部水斗高应力区的轴向厚度的部分,采用激光增材进行焊接制造,形成完整的根部水斗高应力区。
4.如权利要求3所述的中心体锻件结合复合增材的冲击式转轮制造方法,其特征在于,所述尾翼为目标冲击式转轮的根部水斗低应力区,所述尾翼与所述完整的根部水斗高应力区共同组成根部水斗。
5.如权利要求1所述的中心体锻件结合复合增材的冲击式转轮制造方法,其特征在于,在所述中心体锻件两侧分别焊接尾翼,具体包括:对中心体锻件与增材设备进行位置标定;利用增材设备在所述中心体锻件两侧的预设位置对尾翼进行电弧增材制造,获得根部水斗低应力区。
6.如权利要求1所述的中心体锻件结合复合增材的冲击式转轮制造方法,其特征在于,运输前的第一加工位置为加工厂内,所述中心体锻件的圆周的若干个预设位置配置为中心体锻件的圆周的相对位置,以在若干个预设位置分别焊接完整外部水斗以及在剩余位置分别焊接外部水斗的第一焊接区后,形成宽度小于目标冲击式转轮径向长度且大于中心体锻件经线长度、长度等于中心体锻件径向长度的冲击式转轮中间件。
7.如权利要求6所述的中心体锻件结合复合增材的冲击式转轮制造方法,其特征在于,运输后的第二加工位置为安装地,所述中心体锻件的圆周的剩余位置配置为冲击式转轮中间件暂未焊接外部水斗的第二焊接区的位置,以在剩余位置分别焊接外部水斗后,形成完整的冲击式转轮。
8.如权利要求6所述的中心体锻件结合复合增材的冲击式转轮制造方法,其特征在于,在冲击式转轮中间件两侧对应外部水斗的第一焊接区的切面平行设置,两平行面之间的长度为冲击式转轮中间件的宽度。
9.如权利要求7所述的中心体锻件结合复合增材的冲击式转轮制造方法,其特征在于,所述第一焊接区与所述第二焊接区的焊接采用电弧增材制造工艺。
技术总结
本发明公开了一种中心体锻件结合复合增材的冲击式转轮制造方法,该方法包括选取加工中心体锻件;将每个外部水斗模型根据其焊接位置,划分为第一焊接区和第二焊接区;在中心体锻件两侧分别焊接尾翼,并制造根部水斗;在运输前的第一加工位置,对中心体锻件的圆周的若干个预设位置分别焊接完整外部水斗,并在中心体锻件的圆周的剩余位置分别焊接外部水斗的第一焊接区;在运输后的第二加工位置,对中心体锻件的圆周的剩余位置焊接的第一焊接区上执行第二焊接区的焊接。本发明通过在运输前和运输后分别安装对应位置的整体外部水斗与剩余位置的外部水斗的不同焊接区,缩短了工期、降低了中心体锻件难度,提高了材料利用率,降低了锻件成本。
技术研发人员:金宝,高炼玲,朱强,郭中才,潘少民,范潇,杨王波,陈道全,何自勇,赵军
受保护的技术使用者:东方电气集团东方电机有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!