一种大型拼接管件焊接设备
本发明涉及焊接领域,具体涉及一种大型拼接管件焊接设备。
背景技术:
1、大型圆管件应用广泛,其作为管道、外壳体等被广泛应用在给水、排水、供热、供煤气、长距离输送石油和天然气、农业灌溉、水力工程和各种工业装置中,大型管件在焊接时,需要使用小型起吊装置将大型管件起吊,使得两根管件端部对接重合后对拼接处进行进行焊接处理,现有技术中,一般都是采用人工作业方式,对管件拼接处的外侧与内侧进行焊接处理,而大型管件一般都是放置在现场,拼接好后再进行焊接处理,管件应用的范围较广,其周围的环境复杂,而且管件内部呈圆面形状,人站立十分不便,而且管道内部光线弱,在焊接向焊接处的最高点进行的过程中,焊工常常需要仰头,焊接产生的灰尘、焊渣四处溅落,更是增加了焊接难度,而且很容易掉落至眼睛中,伤害焊工的身体健康,故而管件拼接处的内壁进行人工作业焊接的难度较大,基于此,本发明提出了一种大型拼接管件焊接设备。
技术实现思路
1、为解决上述背景中提到的问题,本发明提供了一种大型拼接管件焊接设备。
2、为实现上述技术目的,本发明所采用的技术方案如下。
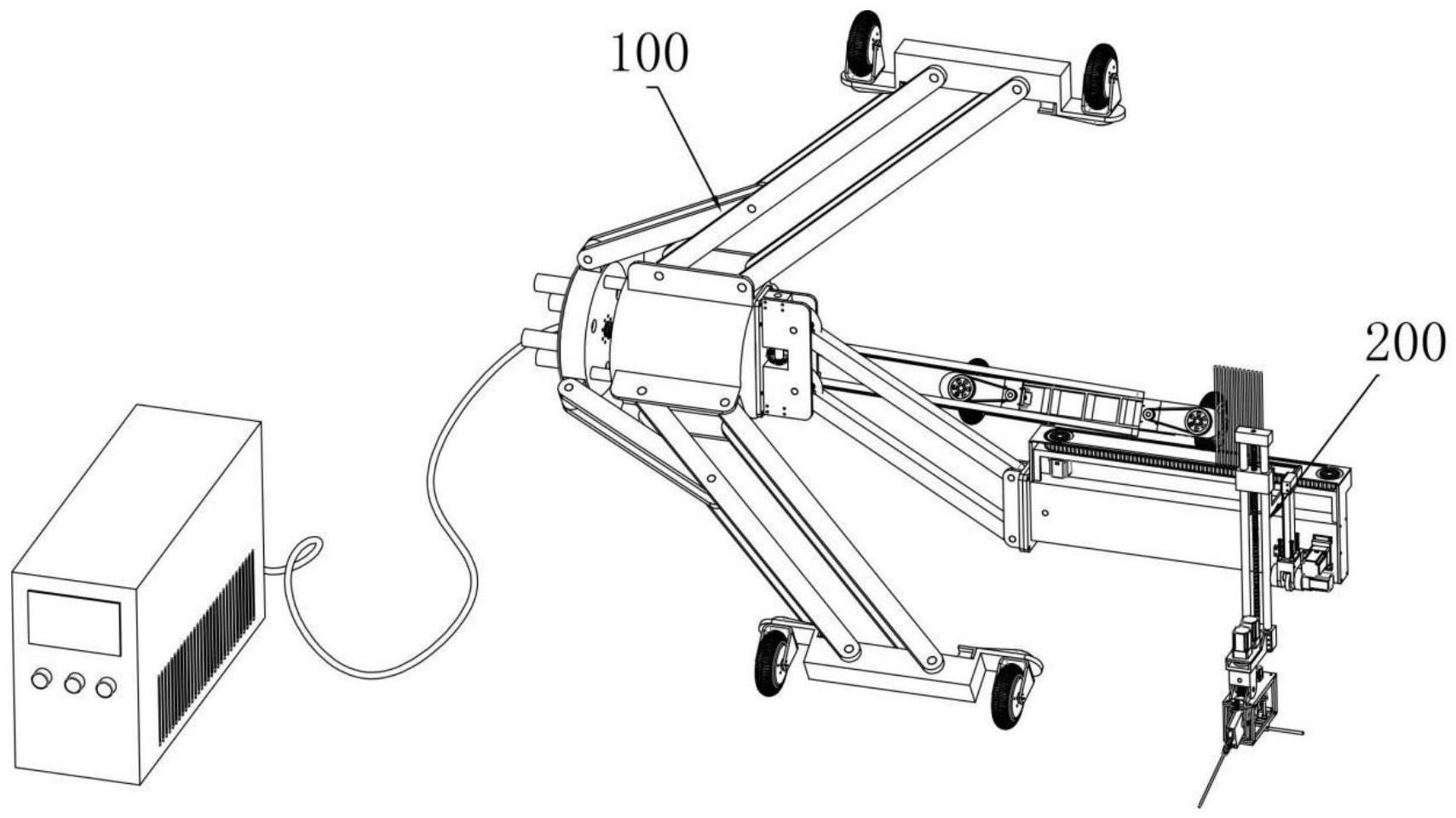
3、一种大型拼接管件焊接设备,其包括自连接装置与焊接装置,自连接装置用于自适应管件的管径并将本焊接设备内夹持设置在管件内,并且还能够牵引本焊接设备在管件内沿管件轴向移动以及绕管件轴向旋转,焊接装置包括与自连接装置连接的安装架,安装架上安装有焊接机构与更换机构,焊接机构用于对管件的待焊接处进行焊接处理,更换机构用于对焊接机构进行焊条更换。
4、进一步的,自连接装置包括主架体与悬挂架,悬挂架的一端延伸有导杆,主架体滑动安装在导杆上,主架体上安装有电机一,电机一为直线丝杆步进电机,电机一的输出轴与导杆平行且输出端与悬挂架连接;
5、自连接装置还包括轮架,轮架与主架体之间通过连接件构成连接,连接件包括铰接设置在主架体与轮架之间的连接杆a,连接杆a沿主架体的轴向设置有两组,两组连接杆a相互平行,悬挂架与连接杆a之间铰接设置有连接杆b;
6、轮架沿主架体的圆周方向阵列设置有多组,每组轮架上均设置有行进单元。
7、进一步的,行进单元包括转动安装在轮架上的转向架且转向架旋转的轴向沿主架体的径向分布,轮架上安装有与转向架输入端动力连接的电机二,转向架背离主架体的一侧安装有两组侧板,两组侧板之间转动安装有滚轮且滚轮的轴向垂直于转向架旋转的轴向,滚轮内部中空并设置有用于驱使滚轮旋转的驱动件。
8、进一步的,主架体背离悬挂架的一侧还设置有安装部件,安装部件包括连接架,连接架与主架体之间铰接设置有连接杆c,连接杆c设置有两组且两组连接杆c相互平行,主架体上安装有电机四,连接杆c与主架体铰接处形成的铰接轴和电机四动力连接,安装架与连接架连接。
9、进一步的,焊接机构包括安装在安装架上的同步带组a与电机五,同步带组a的输送方向平行于主架体的轴向,同步带组a的输入端与电机五动力连接,同步带组a中的同步带连接有固定架一,固定架一上安装有滑座,滑座上滑动安装有滑杆,滑杆的延伸方向垂直于主架体的轴向,滑杆的端部设置有固定架二,固定架二上转动安装有螺纹杆,螺纹杆与滑杆平行并与滑座螺纹连接,固定架二上还安装有电机六,电机六与螺纹杆动力连接;
10、固定架二上转动安装有活动架一,活动架一旋转的轴向平行于滑杆的延伸方向,活动架一的输入端与设置在固定架二上的电机七动力连接,活动架一上转动安装有活动架二,活动架二旋转的轴向垂直于活动架一旋转的轴向,活动架二的输入端与设置在活动架一上的电机八动力连接。
11、进一步的,活动架二安装有焊接单元,焊接单元包括设置在活动架二上的固定架三,固定架三上转动安装有活动架三,活动架三旋转的轴向平行于活动架一旋转的轴向,活动架三上转动安装有焊架,焊架旋转的轴向平行于活动架二的轴向;
12、焊架内滑动安装有滑块且滑动方向垂直于活动架三旋转的轴向,滑块沿垂直于自身滑动方向的方向设置有两组,滑块的一端延伸有焊钳,焊钳对应设置有两组,两组焊钳之间的区域为夹持焊条的夹持区a,焊架上安装有电机十一,电机十一的输出端动力设置有丝杆一,丝杆一的外部螺纹安装有丝杆座,丝杆座与焊架构成引导方向平行于丝杆一轴向的滑动配合,丝杆一的轴向平行于滑块的滑动方向;
13、滑块上设置有连动孔一,丝杆座上设置有凸销一,连动孔一呈倾斜布置且凸销一的自由端滑动位于连动孔一内。
14、进一步的,活动架二上安装有驱动单元,驱动单元包括安装在活动架二上的丝杆二与导向杆,两者的轴向均平行于活动架三旋转的轴向,丝杆二的输入端动力连接有电机九、外部螺纹安装有支架,支架与导向杆构成滑动配合,支架上安装有电机十,电机十的轴向垂直于丝杆二的轴向,焊架上设置有摆架,电机十与摆架之间设置有连动件一;
15、连动件一包括连动杆,连动杆的一端与活动架二铰接、另一端与摆架球铰接,连动杆上还设置有连动孔二,连动孔二的引导方向平行于连动杆的延伸方向,电机十的输出端设置有凸轮一,凸轮一上设置有凸销二,凸销二的自由端滑动位于连动孔二内。
16、进一步的,更换机构包括设置在安装架上的储存单元,储存单元包括安装在安装架上的同步带组b与电机十二,同步带组b的输送方向平行于主架体的轴向且输入端与电机十二动力连接,同步带组b的同步带的外表面设置有套筒,套筒的下开口处设置有磁体,焊条插入套筒内并被磁体吸附,套筒沿同步带组b的延伸方向阵列设置有多组。
17、进一步的,更换机构还包括更换单元,更换单元包括设置在安装架上的支撑架,支撑架与焊接单元位于安装架的同一侧,支撑架上转动安装有转架且转架旋转的轴向平行于主架体的轴向,转架与支撑架的连接处设置有卷簧,转架上设置有固定杆,初始状态下,固定杆的延伸方向平行于螺纹杆的轴向,固定杆的自由端设置有螺母,固定杆的外部滑动安装有活动座,固定杆的外部套设有位于螺母与活动座之间的弹簧a;
18、活动座上设置有外套柱,外套柱与固定杆平行,外套柱一端开口并与活动座连接、另一端封闭,外套柱内滑动安装有内杆,内杆的一端伸入至转架内、另一端靠近外套柱的封闭端且该端设置有两组斜面,两组斜面之间的距离沿外套柱的延伸方向并由开口端指向封闭端的方向递减,外套柱内还设置有两组连接块,两组连接块分别位于两组斜面相背的一侧,连接块与外套柱之间构成引导方向垂直于同步带组b输送方向的滑动配合,连接块与外套柱之间还设置有弹性片,弹性片对应设置有两组并分别位于两组连接块相背的一侧。
19、进一步的,更换单元还包括夹板,夹板由夹持段与连接段组成,夹持段的延伸方向平行于同步带组b的输送方向,连接段用于夹持段与连接块之间的连接,夹板对应连接块设置有两组,两组夹板的夹持段的自由端构成了一个夹持区b,初始状态下,夹持区b的中心线与任一个套筒的轴芯线重合;
20、支撑架上安装有电机十三,电机十三与转架旋转的轴向呈同轴布置,电机十三的输出端伸入至转架内并设置有凸轮二,凸轮二距离电机十三最近的点为起点、最远的点为终点,初始状态下,凸轮二的起点与内杆接触,并且转架上设置有限位凸块,限位凸块用于在凸轮二的终点与内杆接触后限制凸轮二旋转;
21、活动架二上延伸有插杆,转架上设置有与插杆对应匹配的插孔并且当夹持区a与夹持区b位于同一直线上时,插杆插入插孔内;
22、卷簧的弹力系数大于弹簧a的弹力系数大于弹性片的弹性系数。
23、本发明与现有技术相比,有益效果在于:
24、本方案中,能够实现对管件内侧的自动焊接,整个焊接过程由自适应内夹持、行进靠近待焊接处、焊接单元进行焊接动作、焊条更换这四个动作组成,实现对管件待焊接处的自动焊接;
25、其中,焊接单元的焊接动作中,是通过焊钳通电利用焊条焊接、行进单元驱使本焊接设备整体绕管件轴芯线旋转、电机六驱使焊条进给移动、电机十驱使焊条偏摆,四者相互配合,模拟出鱼鳞焊动作,对管件的待焊接处进行焊接,焊接质量更高,而且鱼鳞焊动作中的焊条偏摆的幅度能够被调整,与管件的实际情况相匹配,提高焊接的自适应性;
26、焊条更换动作中,是通过同一动力源,即电机十三驱使,实现夹持区b夹持焊条、从套筒内拔出焊条、牵引焊条与焊接单元的夹持区a对准、牵引焊条送入夹持区a内、夹持区b撤销对焊条的夹持、复位,也就是说,组成焊条更换动作的六个分动作是由电机十三这一个动力源驱使实现的,这六个动作合并呈一个连续动作,实现焊条的更换,动作衔接之间无时间浪费,无误差累积,更换效率更高;
27、本领域技术人员容易想到的,是通过一系列的驱动结构实现焊条更换,容易想到的是,分别利用六个驱动结构分别实现上述六个分动作,一方面,分动作不连贯,繁琐,分动作与分动作之间做不到绝对的流畅衔接,分动作之间的衔接产生的时间浪费累积起来较为可观,影响焊接效率,另一方面,不同分动作各有不同驱动动力,长久使用下来,各个分动作的误差累积导致准确度下降,使焊条更换出错,而且整个结构臃肿,不利于自动化焊接的进行。
- 还没有人留言评论。精彩留言会获得点赞!